機器人插件生產線的遮光設計與插件誤差補償*
2018-04-25 07:21:38吳文超陳一凡
機電工程技術 2018年1期
關鍵詞:設計
吳文超,楊 斌,晏 亮,王 瑞,陳一凡
0 引言
電子元器件插件工藝是PCB加工制造過程的重要環節[1]。隨著電子行業的快速發展,對PCB器件插件工藝的品質要求越來越高。為滿足日趨嚴格的插件精度要求和日趨多樣化的異型、特殊化元件插件需求,集成工業機器人和機器視覺技術的自動化插件生產線成為插件設備的發展趨勢[2]。自動化插件生產線,以工業機器人為核心,采用模塊化設計,配置相應的自動化供料裝置與插件執行機構,并采用機器視覺實現對器件和PCB板的精確定位。
視覺識別的位置精度受到相機標定精度的影響[3],受機器人的絕對定位精度的限制,采用常用的相機標定方法[4]對相機進行標定后,直接使用機器人手臂進行插件,目前難以滿足高精度插件定位的需求;此外,在使用視覺系統進行器件的針腳位置識別時,由于器件規格多樣性、復雜性的影響,導致圖像背景復雜,器件針腳的特征提取不準確,嚴重影響針腳識別的準確性。
為解決上述難題,本文在完成機器人自動化插件線系統設計的基礎上,重點對遮光裝置設計與插件位置補償方法展開研究,確保插件的準確性與成功率。
1 機器人插件生產線組成
機器人插件生產線單個插件工位機械結構示意圖如圖1所示,主要包括用于識別元器件針腳的固定位置相機1,固定于機械臂上的用于PCB板定位的相機2,插件動作執行機器人,PCB板輸送電機以及元器件上料氣缸、PCB夾緊氣缸等氣缸。其硬件結構如圖2所示,其中PLC主機負責插件生產線的工藝流程控制,工控機負責視覺系統的圖像處理、坐標變化以及與PLC完成位置交互,控制界面用于實現與PLC的人機交互以實現對生產線的控制管理功能,顯示器用于與視覺系統的處理參數設置以及視覺處理結果顯示。
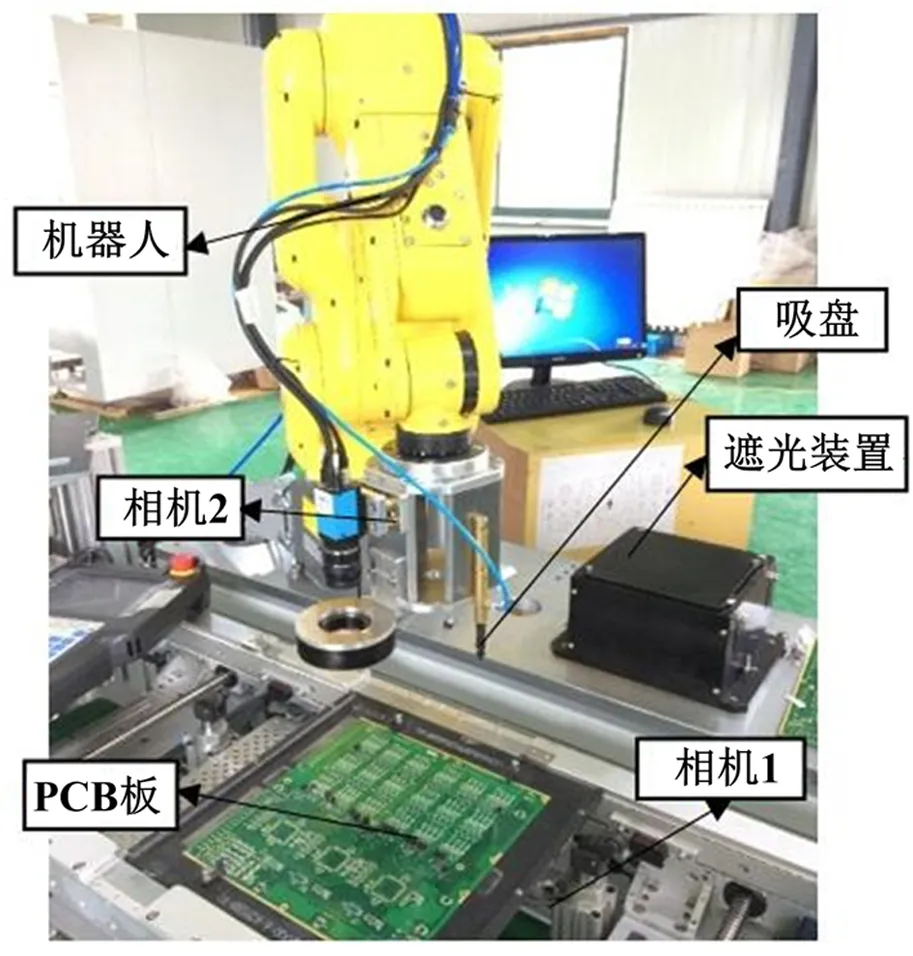
圖1 插件機生產線單工位組成
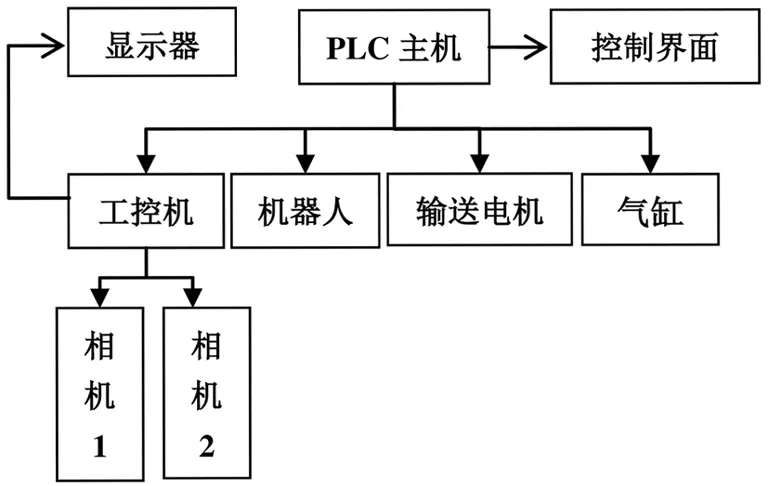
圖2 機器人插件生產線單工位硬件結構
插件生產線的插件步驟如下:
(1)輸送帶將PCB板輸送到工位,機器人手臂移動至PCB板的MARK點上方,相機2對MARK點進行拍照,識別PCB板的位置;
(2)基于視覺定位(非固定位置上料)或位置示教(固定位置上料)等方式對待插件的器件進行初步定位;
(3)機器人從步驟2的定位位置處取元器件,將元器件置于相機1上方進行拍照,識別元器件針腳的準確位置;
(4)機器人將元器件插裝于PCB板指定的位置,返回步驟(3)。
上述步驟過程中,一方面,在對元器件針腳進行拍照時,由于針腳彎曲,元器件針腳所在平面存在反光點,元器件針腳進行拍照的效果不佳,直接影響針腳圖像識別的成功率與針腳像素坐標精度;另一方面,由于相機外部參數的誤差,使得獲得元器件的圖像坐標轉換得到元器件的插件坐標被引入誤差,從而使得插件的成功率難以保證。
2 遮光裝置設計
2.1 光照環境布置
自然光條件下,針腳在圖像中的對比度低,需選用光源對針腳進行照射,以增強針腳圖像的對比度。目前的元器件針腳的形式可分為三類,如圖3所示。在進行光照環境布置時,僅希望將圖3中針腳末端照亮,并且與針腳的其余部分的區分度盡可能大。
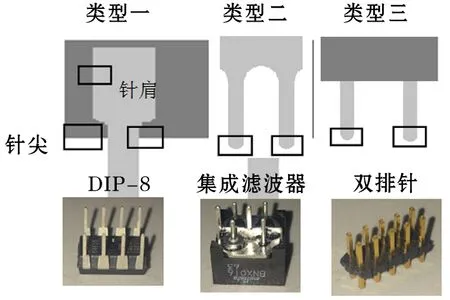
圖3 針腳形式分類
器件針腳拍照時采用相機軸線與鏡頭軸線平行布置的方式,考慮到相機成像平面與針腳接近垂直,為使得針腳非針尖部分與針腳其余部分分開,初步選用低角度光對針腳末端進行360°照射,以增強針尖的亮度,使得針尖與其他位置區分開來。初步選用環形光源對針腳進行照射,以增強針尖處的亮度。
圖4是使用環形光源對針腳進行打光的實驗效果圖。可以發現,針尖和針肩的在圖像中的亮度區別不大,有黏連的情況出現,其將在對圖像進行處理時,使得針腳識別不準確。
2.2 遮光裝置設計
光源輔助成像增強了針腳亮度但同時帶來了針腳受干擾的問題,需采用遮光裝置遮蔽針肩的以消除其對針腳識別的干擾。遮光裝置設計要求保證針腳亮度的同時,屏蔽針肩的亮度。插件環節中,元器件是通過機器人手臂夾取后置于相機2的上方,其位置存在一定的波動,遮光裝置需保證在元器件位置變動的情況下,元器件針腳可正常放入遮光裝置,并能實現對元器件的遮光。
如圖5所示,遮光板小孔的大小設計受器件在拍照位置的定位精度有關,遮光板小孔與針腳的間隙余量需大于器件在料盤中的定位誤差,料盤的重復裝夾誤差、機器人定位誤差,以避免器件針腳與遮光板發生干涉。插件線將元器件從料盤移送到拍照位置各環節的定位精度如表1。
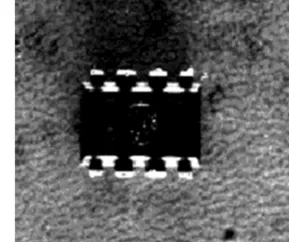
圖4 針腳打光圖像
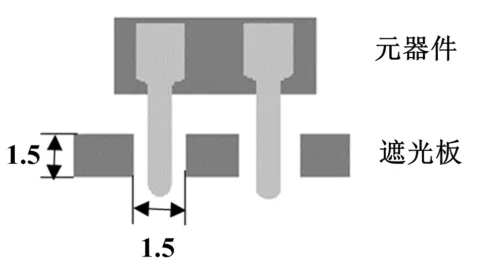
圖5 遮光示意圖

表1 誤差鏈分析mm
表1中,料盤定位誤差指的是相機通過料盤MARK點對料盤進行定位的誤差,料盤裝夾誤差指的是元器件裝夾在料盤上時元器件相對于料盤的定位誤差,機器人定位誤差指的是機器人定位運動的絕對定位誤差,針腳誤差指元器件針腳整形后,針腳實際位置與理論位置的偏差。
根據上述誤差鏈關系,遮光板小孔的直徑設計時需比針腳的直徑大1.1 mm,才可保證機器人能夠將元器件順利地放置于遮光板的孔洞中。
根據上述分析,可得到光源角度與遮光孔直徑的設計區間,選擇DIP-8器件進行實驗,遮光板厚度為1.5 mm,小孔寬度為1.5 mm。圖6為遮光效果圖。
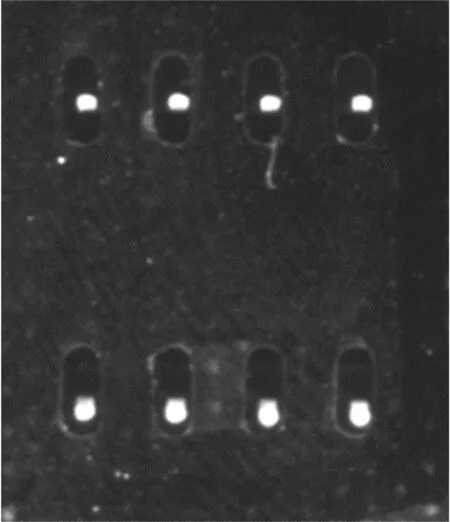
圖6 DIP-8器件遮光裝置遮光效果圖
可以發現,采用該種方式進行遮光,可實現對目標器件良好的遮光效果,針對不同的器件,遮光板的遮光孔設計需按照器件的幾何尺寸設計。
3 插件位置誤差補償
3.1 插件誤差分析
插件誤差指的是插件過程中器件針腳與PCB的對準偏差。機器人插件坐標處理流程如圖7所示,可以將插件過程抽象為3個環節:
(1)通過相機2對PCB板進行定位,并根據元器件在PCB上的理論位置計算得到機器人坐標系器件插件坐標;
(2)通過相機1識別元器件在機器人坐標系中的坐標;
(3)通過機器人將元器件轉移至插件位置,將元器件安插于PCB板上。
對于環節一與環節二,在通過相機獲得機器人坐標系坐標,其精度受圖像坐標識別精度的影響與相機外部參數誤差的影響,存在較大的位置識別的誤差;環節三誤差表現為機器人的定位誤差,主要為負載導致的機械臂變形導致的誤差以及機械的重復性誤差。

圖7 插件坐標處理流程
位置識別誤差中相機外部參數誤差導致的圖像坐標到機器人坐標變換過程的誤差,在相機外部參數固定的條件下,同一識別位置其誤差值是一常數,因此該誤差是一項系統誤差;機器人定位誤差中機械臂變形導致的誤差由負載和機械臂結構既定,在負載不變的條件下,也是一種系統誤差。針對上述兩種系統誤差,設計了一種誤差測定方法,通過補償誤差中的系統誤差,以增加機器人插件位置的精度。
3.2 插件位置誤差補償方法設計
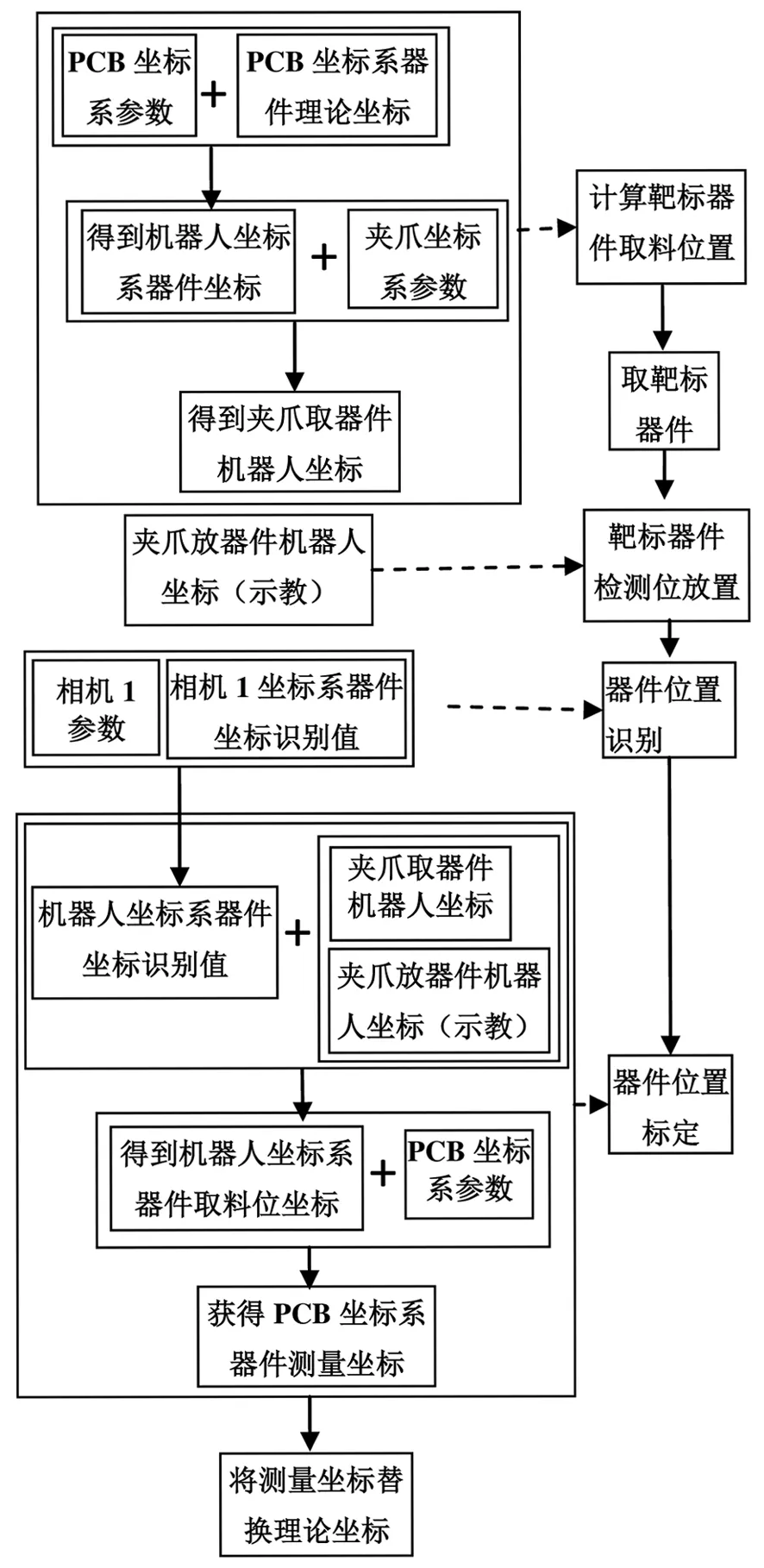
圖8 插件誤差補償測定流程
插件誤差補償測定流程如圖8所示。首先,通過相機2對PCB板進行定位,計算插件位置的世界坐標系中的位置,利用該位置導引機器人進行元器件的抓取,并將元器件針腳置于相機1視場中進行識別;其次,通過相機1識別元器件針腳的位置,并獲得元器件針腳的世界坐標系位置;最后,計算元器件針腳在插件位置處的插件坐標,將該坐標換算到PCB板坐標系內,替換原有坐標值。
通過該方法,在特定相機外部參數下,可以測量PCB板器件理論位置處插件動作的實際插件坐標,從而獲得PCB板器件的實測位置。該位置坐標值包含了相機1定位、相機2定位以及機器人定位的全部誤差,利用該位置替換原有的PCB板器件理論位置,可對誤差的系統誤差部分進行有效的糾正。
4 實驗驗證
插件生產線采用FANUCLR Mate 200ID機器人,以及兩套BalserAc-2500相機進行搭建,如圖2所示。機器人的重復定位精度為0.02 mm,相機圖像中單個像素對應的實際長度為0.015 3 mm,PCB板由傳送帶進行傳送。
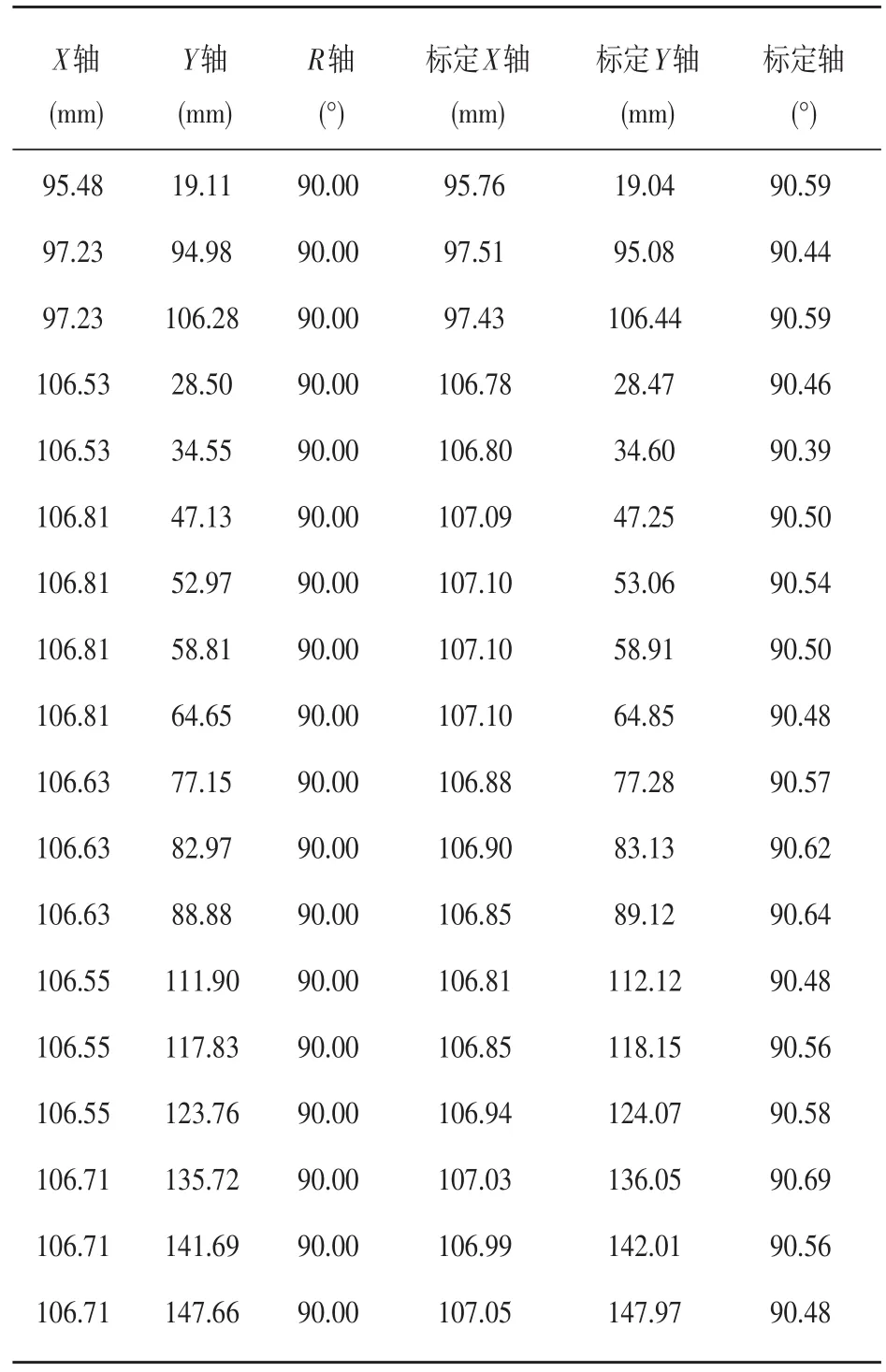
表2 DIP-4器件理論坐標及標定坐標值
機器人從料盤通過吸盤取器件,將器件針腳送入遮光板的遮光孔中,由固定相機2識別針腳的圖像位置,根據相機外部參數、器件插件理論位置進行坐標變換獲取機器人實際插件位置,最后由機器人完成定位插件動作。
實驗中由于相機外部參數標定誤差、機器人定位誤差等誤差的存在,由器件在PCB理論位置直接獲取得到的實際插件位置無法進行正常的插件動作,本文按照章節4所述方法對DIP-4器件位置進行了誤差補償后,器件的PCB理論位置與其補償后的位置如表2所示。
實驗結果顯示,標定值X軸,Y軸和角度三個方向的誤差均為非零誤差,其偏差值均值X方向為0.31 mm,Y方向為0.22 mm,角度方向為0.55°;波動范圍X方向為0.25 mm,Y方向為0.70 mm,角度方向為0.40°。
最后本文利用上述標定的插件位置,根據插件流程進行了DIP-4,DIP-8,MOSFET,集成濾波器等元器件進行了插件實驗,能夠實現100%插件成功率的性能。
5 總結
本文基于機器人自動化插件線系統重點對遮光裝置設計與插件位置補償算法進行的研究,有如下研究結果:
(1)根據光照與器件的特點,設計了一種遮光裝置,提高了器件針腳檢測識別的準確性和成功率;
(2)設計了一種插件誤差補償方法,有效降低了相機外部參數誤差以及機器人定位誤差對插件誤差的影響,可有效保證插件的成功率。
參考文獻:
[1]樊融融.試論我國由電子制造大國走上電子制造強國之路[C].2010中國岳端SMT學術會議論文集,2010:19-30.
[2]曾友.異形電子元器件插件機的視覺檢測方法與系統開發[D].廣州:廣東工業大學,2016.
[3]田夢倩.機器人視覺系統標定問題研究綜述[J].工業儀表與自動化裝置,2016(2):14-17.
[4]高立,胡泓,劉澤,等.基于機器視覺的自動插件機標定方法研究[J].機械與電子,2016(11):77-80.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04