油管高抗扭矩螺紋連接結構的設計
2018-04-19 05:23:21,
石油管材與儀器 2018年2期
,
(江蘇常寶鋼管股份有限公司 江蘇 常州 213018)
0 引 言
近年來隨著企業對油管需求的提高,對油管的質量的要求也越來越高。油管加工過程包括通徑、螺紋加工、接箍預上扣、接箍上扣、水壓測試和涂油等工序[1]。其中,接箍上扣工序是一個非常重要的質量控制環節。目前,接箍上扣工序的質量控制要求按美國石油協會的API 5C1標準執行,以上扣的扭矩是否達到要求扭矩作為判斷標準,另外對油管管體外螺紋的上扣深度J值,有一個相對寬松的公差帶要求,為12.7 mm,如圖1所示,其中的上扣位置為參考值,管體兩頭上扣后中間有空隙存在,管體端面不接觸。在實際的生產過程中,由于內外螺紋的尺寸配合各不相同,以及使用不同的上扣螺紋脂,故接箍上扣后的J值變化范圍也較大,誤差在10 mm之間。
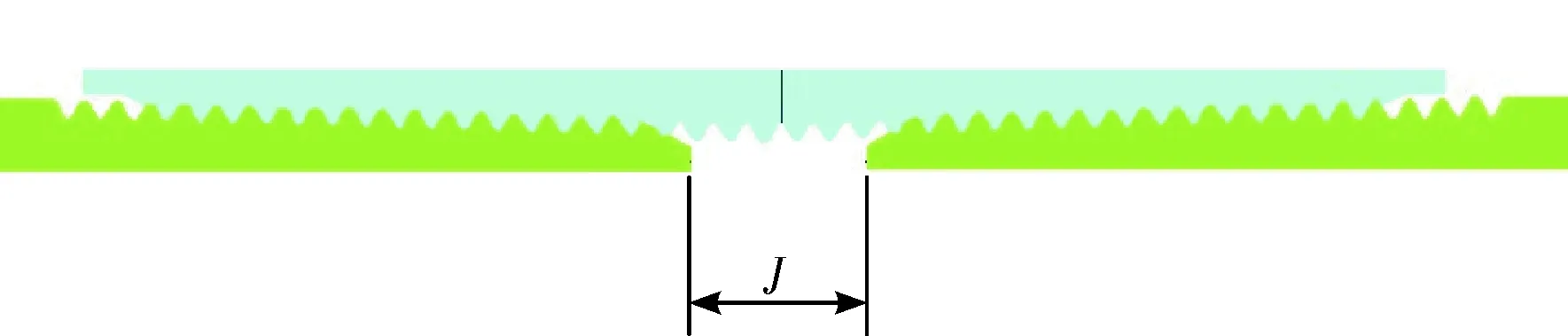
圖1 接箍和外螺紋連接后的位置示意圖
目前在油田現場進行上扣的操作過程中,由于受各油田上扣設備能力以及操作員工技能水平的限制,螺紋在上扣的過程中往往沒有扭矩量化的依據,而是僅憑操作人員的經驗和肉眼觀察來判斷上扣是否到位,極易造成螺紋上扣過量導致螺紋損傷或者螺紋上扣松緊程度不到位[2,3]。另外,常規API油管產品在接箍兩端連接管子后,接箍中間會留有一段空檔間隙,此間隙在油井抽油的過程中會對管體內的流體造成渦流現象,會對流體壓力產生損失,渦流也會對接箍空擋間隙產生沖刷作業,影響了油管柱的使用壽命。
1 高抗扭矩螺紋連接結構設計
針對API油管的結構缺陷,對油管的螺紋結構作了以下幾點改進:
1)以API扣型為基礎,在接箍中間部位放置一個扭矩環(MLT Ring),增加此扭矩環的作用是在接箍兩端上扣完成后,消除了原API接箍中間的空隙,使管體與管體之間可以平滑過渡,從而可以增加管體的密封性能,也可使管體在抽油的過程中避免流體產生的渦流對接箍空擋間隙的沖刷,提高管體使用壽命,降低成本。另外可提高管柱的抗彎曲性能,如圖2所示。
但是在使用扭矩環的條件下,也存在一些缺點:
(1)在實際生產過程中,由于上扣J值的變化范圍較大,所以需要同時準備不同尺寸的扭矩環,操作繁瑣。
(2)生產成本較高。在使用扭矩環的條件下,生產成本平均需要增加約300 美元/噸(折合人民幣約2 000元/噸)。

圖2 扭矩環連接結構示意圖
2)以API扣型為基礎,在上扣的過程中使工廠端螺紋端面與現場端螺紋端面接觸對頂,解決上述問題,如圖3所示。
但是在此改進方法,也存在一些缺點:
(1)在按照以扭矩為控制方式來進行接箍上扣自動操作的情況下,由于內外螺紋配合尺寸不可能保持一致,以及所使用的上扣螺紋脂的不同,上扣結束后的J值公差帶無法保證在一定范圍之內,如1 mm之內。
(2)采用人工手動操作的方法,操作員工也無法保證一次操作到位,需要不斷的測量J值變化進行修正,勞動強度大,一旦出現上扣過扭矩失誤,需要對接箍進行倒扣,容易造成螺紋損傷,會對螺紋連接強度造成極大影響。
(3)生產效率降低。以扭矩為控制標準進行生產班產產量可以達到700 支,而以位置(J值)為控制標準進行人工操作班產只能達到400 支左右,效率降低了42.86%。

圖3常規對頂扣連接示意圖
3)針對上述情況,對現有的螺紋連接形式進行了改進,使其在上扣的過程中能固定螺紋上扣深度J值,并提高螺紋的抗扭矩性能,使其原螺紋承受的扭矩變為螺紋承受的扭矩和扭矩臺階承受的扭矩兩部分,避免螺紋上扣過扭矩造成螺紋損傷的隱患,同時在接箍兩端上扣后,消除了原API油管接箍中間的空擋間隙,提高了油管柱的密封性能,避免了流體在管柱產生渦流對接箍沖刷的現象,減少了流體壓力在管柱內的損失程度,提高了油管柱的使用壽命。
對比API油管產品的改進情況如圖4和圖5所示。
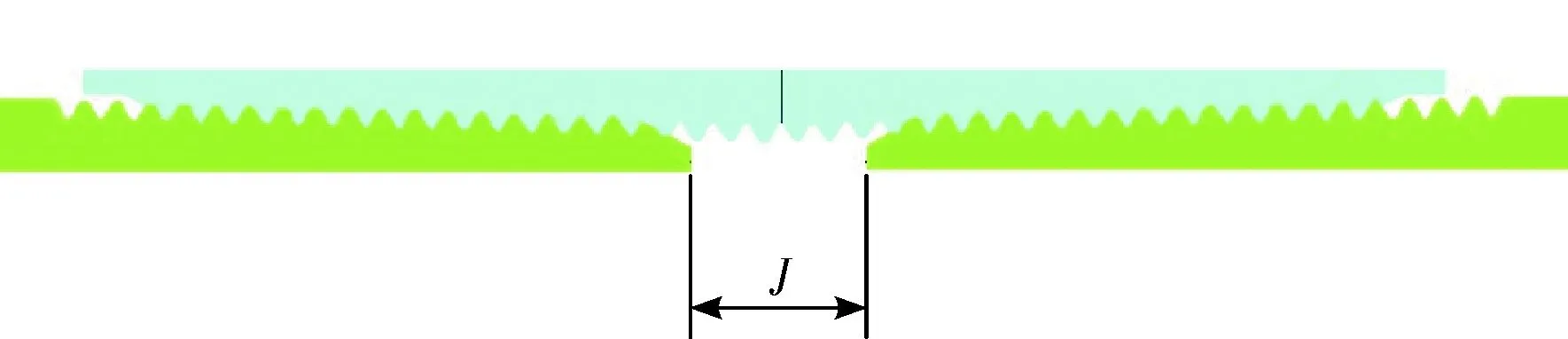
圖4 API螺紋連接結構形式
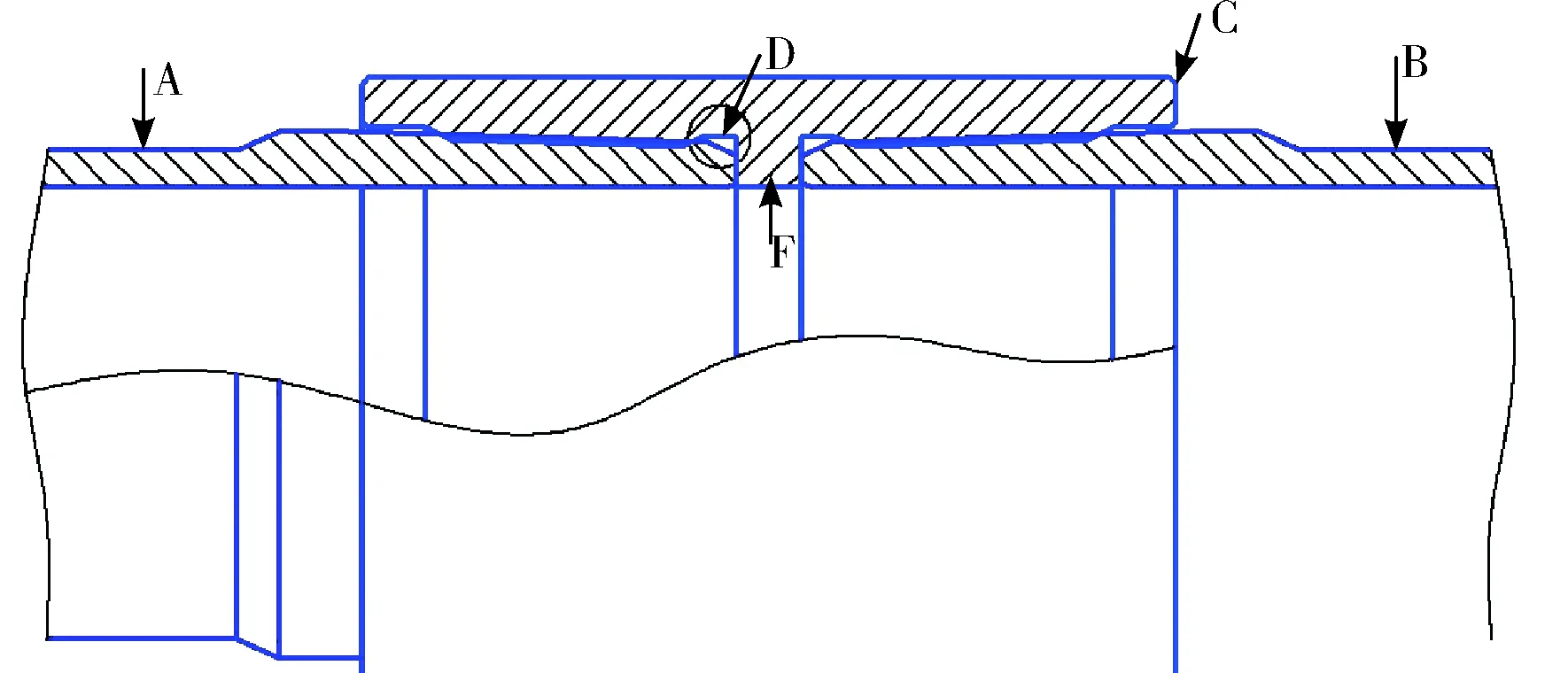
圖5 改進后的螺紋連接方式(高抗扭矩連接結構形式)
圖5中A,B為油管外螺紋,C為高抗扭矩接箍,D為臺階退刀槽,在上扣的過程中多余的螺紋脂可以擠到槽內,F為扭矩臺階。
通過上述螺紋連接形式的改進,高抗扭矩螺紋連接形式具備以下幾個優點:
(1)提高了管體螺紋抗高扭矩性能,油管在反復使用的條件下不易發生螺紋損傷的現象。
(2)管體上扣后消除了原API接箍中間的空隙,使管體與管體之間平滑過渡,避免了在抽油過程中流體產生的渦流對接箍中間空擋的沖刷,降低了流體在管體中流動時的壓力損失,提高油管柱的使用壽命。
(3)增加的扭矩臺階面,可以提高油管柱的密封性能。
(4)通過上扣對比,此螺紋連接形式可承受的扭矩是API油管螺紋連接形式的1.5~1.8倍。
(5)加工效率較API螺紋沒有損失,保證了較高的工作效率。
4)高抗扭矩上卸扣試驗
以88.9 mm×6.45 mm規格加厚J55鋼級油管進行上卸扣試驗,第一至第六次上卸扣試驗扭矩設置為4 120 Nm,第七至第十次的上卸扣扭矩設置為5 150 Nm,而API標準扭矩為3 090 Nm,經過上訴扭矩十次上卸扣后,螺紋沒有產生任何損傷,上扣曲線如圖6和圖7所示,卸扣后的外螺紋形貌如圖8所示,卸扣后的接箍臺階面形貌如圖9所示。
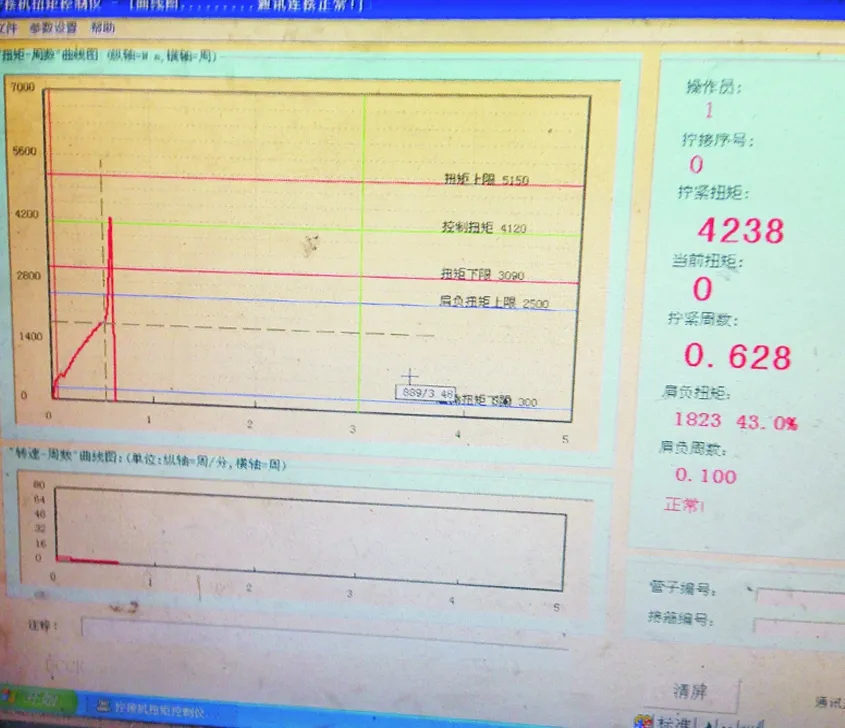
圖6 第六次上扣扭矩
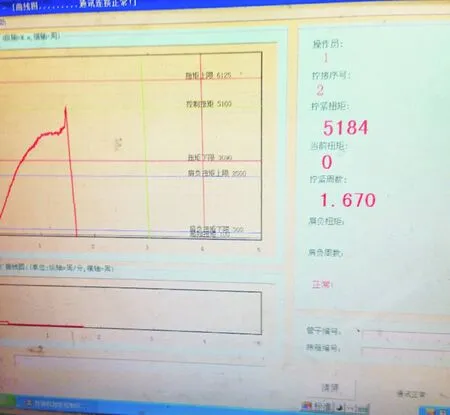
圖7 第十次上扣扭矩
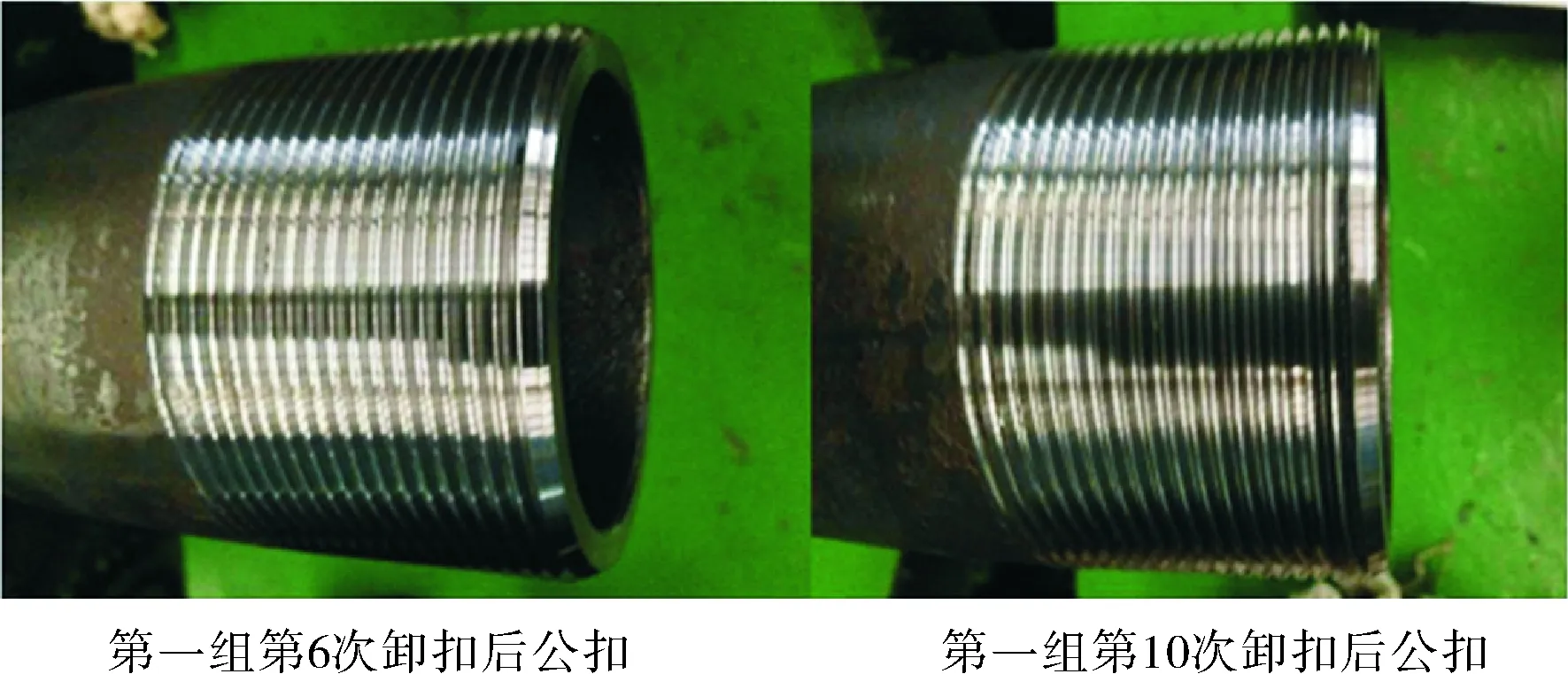
圖8 卸扣后外螺紋形貌
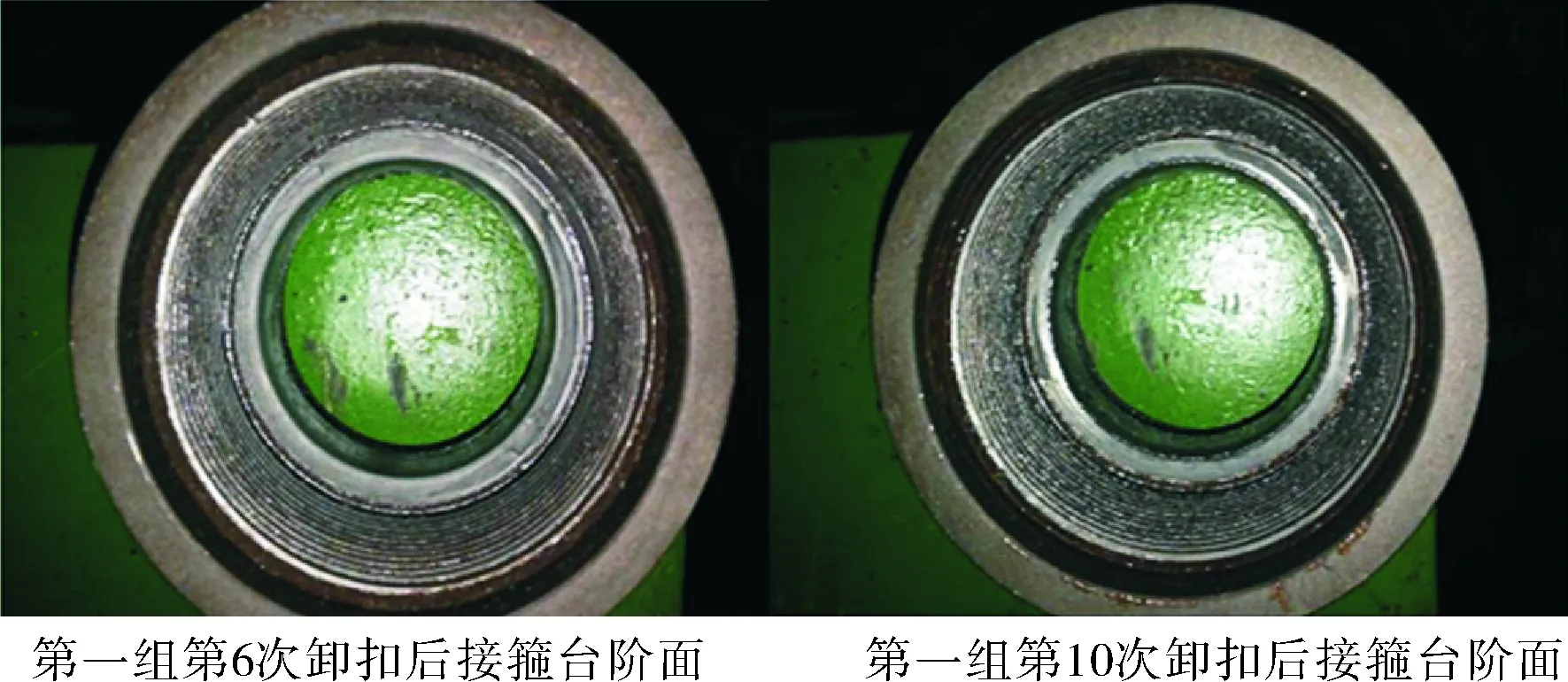
圖9 卸扣后的接箍臺階面形貌
2 結 論
1)通過對原有API油管螺紋連接形式的改進,提高了螺紋接頭的抗扭矩性能,使其接頭可以承受1.5~1.8倍的扭矩。
2)油管接箍的扭矩臺階可以有效的防止油田現場的上扣過扭矩的問題,避免螺紋粘扣的現象的產生,從而有效避免了現場的操作風險,降低油田現場生產成本。
[1] 艾裕豐,吳健,衛尊義,等. API油管和套管螺紋加工與檢驗討論[J]. 焊管,2013,36(5):45-49.
[2] 呂栓錄,康延軍,孫德庫,等. 偏梯形套管緊密距檢驗粘扣原因分析及上卸扣試驗研究[J].石油礦場機械,2008,37(10):82-85.
[3] 吉玲康. 影響圓螺紋油套管粘扣因素的試驗研究[J]. 石油工業技術監督,2005,(4):14-17.