淺談提升螺紋車削質量的措施
2018-04-17 05:48:55
機電元件 2018年2期
(貴州航天電器股份有限公司,貴州貴陽,550009)
1 引言
螺紋是在圓柱或者圓錐表面上沿著螺旋線所形成的具有規定牙型的連續凸起或溝槽,按其用途可以分為連接螺紋和傳動螺紋等。伴隨著螺紋在機械行業中得到了越來越廣泛的使用,它的加工逐漸成為了行業內部的重要組成部分。在實際加工生產中,螺紋的加工方法豐富多樣,一般對于直徑較小且批量較大的螺紋常用搓絲、滾絲等方法進行加工,而對于中小批量的螺紋加工則采用車削加工工藝。
2 螺紋車削加工的特點
螺紋車削加工的效率與搓絲、滾絲等加工工藝相比而言是很低的,但針對公司的中小批量、多種類的零件特點,車削工藝是最常用的加工方法。螺紋的車削作為機械加工中較為常見的加工工藝,隨著數控機床的廣泛使用,更是得到了普及。這不僅降低了對操作者技能的需求,還提高了工件的精度與加工效率,但受限于螺紋結構自身的特殊性和加工過程的復雜性,在其加工程序編制之外還包含了諸多的影響因素,使得螺紋車削加工呈現如下特點:
(1)加工螺紋時需要多次走刀,切削速度快、切削力大且集中、刀具工作環境惡劣、刀具磨損嚴重、使用壽命低。
(2)螺紋的最終成形取決于刀具的尺寸和形狀,但由于刀具磨損,嚴重影響螺紋牙型的尺寸、精度以及表面粗糙度。
(3)當螺紋的螺距較大或基體材料為難加工材料時,其成形難度尤為明顯。
(4)螺紋加工時需要考慮牙型的膨脹量,且其成形后毛刺不易去除。
3 提升螺紋車削質量的措施
正是由于螺紋車削的上述特點,所以其加工質量的保證一直是一個難點問題。本文主要從切削液、刀具材料、刀具參數和進刀方式等四個方面探討了提升螺紋車削質量的可行性。
3.1 選擇合適的切削液
在螺紋的車削過程中,必然會因為切削熱的出現導致工件的溫度升高,進而對螺紋精度造成影響,這顯然是提升螺紋車削質量要極力避免的問題,而通常我們選用合適的切削液來克服這類問題。在螺紋的車削加工過程中選用適量并且優質的切削液,不僅能夠降低切削時產生的熱量,減少升溫后工件的變形誤差;還可以沖走加工產生的切屑,減緩刀具和工件之間的摩擦,減小刀具的磨損;甚至可以在工件的表面位置構成一層薄膜,提高工件在加工中防銹蝕的能力。因此,切削液的選擇必須小心謹慎。一般來說,加工普通精度的螺紋時,水基類切削液足以滿足使用;若所加工的螺紋基體材料本身有著很大的粘度,或者對螺紋表面的加工精度有著較高的要求, 則必須選用油基類切削液,如植物油、煤油等。但無論在選擇任何一種切削液時都必須確保其合適的用量與合格的質量。
3.2 選擇合適的刀具材料
螺紋車刀屬于車削刀具的一種,是車削螺紋的重要組成部分。而刀具材料的選擇是否合適將直接影響螺紋車削的加工效率和質量,因此選擇合適的刀具材料顯得非常重要。在選擇刀具材料時必須綜合考慮耐磨性、抗沖擊性、耐熱性以及經濟性等多方面內容。因此,在生產加工過程中螺紋車刀的材料多采用高速鋼和硬質合金。高速鋼刀具的優點是刃口鋒利、韌性好、刀尖不易爆裂,但其在高溫下極易產生磨損。當車削難加工的螺紋材料,如不銹鋼時,通常采用比較耐磨和耐高溫的硬質合金螺紋車刀。
3.3 選擇合適的刀具參數
螺紋加工時,不管采用哪種車削方法,其最終成形都是由刀具加工實現的。無論是復雜的梯形螺紋,還是簡單的三角螺紋,刀具自身的形狀都被復制到工件表面來構成螺紋牙型,所以刀具的尺寸精度和形狀準確性顯得十分重要。尤其針對塑性材料來說,在螺紋加工的高速切削環境下牙型角實際會略有增大。所以在粗加工螺紋時應選用刀尖角度小于理論牙形角度0.5°~1°的刀具,以普通三角螺紋為例,其角度應控制在59.5°。但即使精加工刀具的角度要大于粗加工刀具,也不允許大于理論值。
針對刀具前角而言,粗加工刀具可以選取較大值,如5°~10°。這樣可以保證刀刃足夠鋒利,方便切屑的排出和降低切削時的阻力。而為了保證螺紋牙型角的正確,精加工刀具則必須確保徑向前角為0°,即前刀面與水平面保持平行。
在螺紋加工過程中,實際切削時的后角會由于螺紋升角的存在而發生改變。理論而言,朝向加工方向的后角需要增加一個螺旋升角,而朝向已加工方向的后角需要減去一個螺旋升角,即刀具兩個后角大小取值不同,進刀方向的后角應稍大一些。由于小螺距螺紋的升角很小,后角改變的程度不大,故可以不用考慮螺紋升角的影響,只需要刀具后角值為3°~5°即可。但在車削大螺距螺紋時則必須考慮螺紋升角對后角的影響,并作相應調整。
3.4 選擇合適的進刀方式
在螺紋的車削加工中常用的有徑向進刀,斜向進刀和交替式進刀三種進刀方式,如圖1所示。
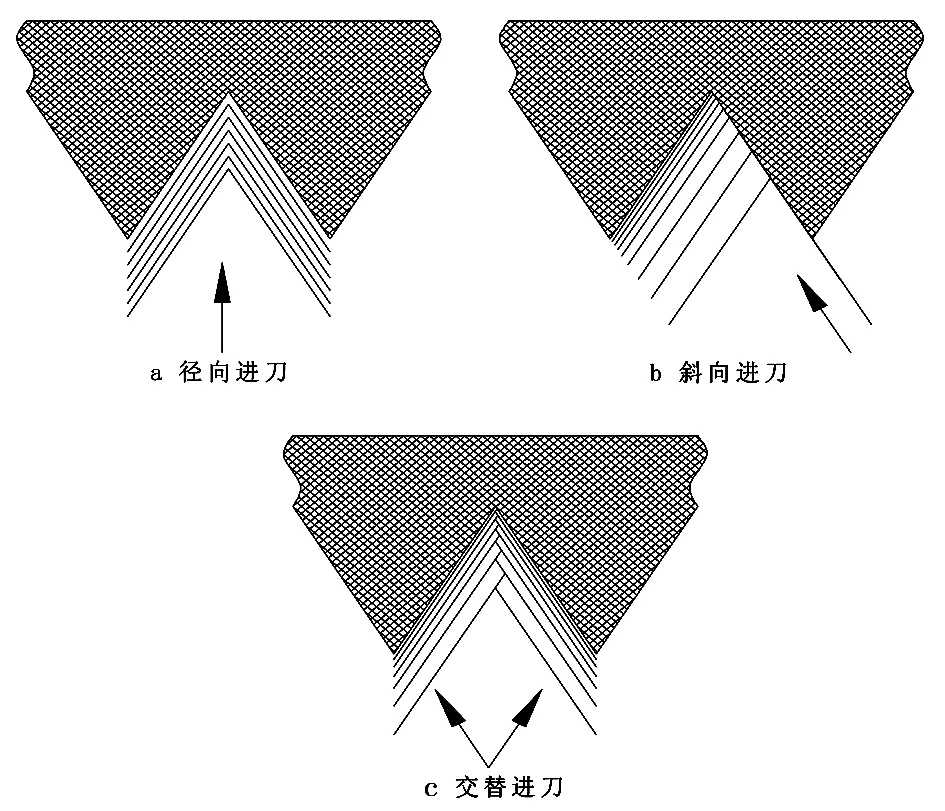
圖1 進刀方式
(1) 徑向進刀方式。徑向進刀是螺紋車削中最常用也是最傳統的進刀方式,甚至是很多普通機床上僅有的進刀方式。其切入方式是刀具垂直進給到工件中,切削時刀具的兩側刀刃都參與了切削任務,形成V形切屑。該加工方式下切削力較大且排屑困難較大,極易加劇刀具磨損,降低其使用壽命。在加工較大螺距的螺紋時,由于大的切削深度,刀刃的磨損尤為明顯,容易導致螺紋中徑產生加工誤差,但是它加工出的螺紋牙型精度較高,因此一般多用于小螺距螺紋的加工或者大螺距螺紋的精加工。而由于其刀具容易磨損的特點,為保證螺紋的加工質量,在加工過程中需做到勤測量。
(2)斜向進刀方式。斜向進刀是以刀具的單側刀刃進行切削,形成卷曲狀的切屑并朝螺紋的待加工部位流動,斷屑效果比較好,能夠保護已加工螺紋的表面質量。伴隨著刀具單側刀刃的損傷或者磨損,讓刀尖角發生變化,容易使加工出來的螺紋面不直,造成牙型精度較差。由于其為單側刀刃參與加工,刀具本身的負載較小,并且切削的深度逐漸減少,因此,斜向進刀適用于大螺距螺紋加工。此外,由于其排屑容易,刀具加工環境良好的特點,在螺紋精度要求不高的情況下,可以采用該種進刀方式。
(3)交替式進刀方式。交替式進刀是先對螺紋牙型的一側進行切削,然后再對另一側進行切削,依次類推直到完成對整個牙型的切削為止。在采用該種方式的加工過程中,刀具的兩側刀刃交替參與切削任務,磨損均勻,在保證螺紋加工質量的前提下提高了刀具的使用壽命。交替式進刀多應用在大螺距螺紋切削中,但加工時需要數控機床具有特定的加工程序。
結合零件的螺紋特征,一般徑向進刀方式足以滿足使用要求,若需對高精度且大螺距的螺紋加工時,可以采用徑向進刀和斜向進刀混合使用方式:先用斜向進刀方式進行螺紋粗加工,再用徑向進刀方式進行螺紋的精加工。此方法不僅可以避免螺紋因切削量大而造成的變形,還能保證螺紋的加工的精度,降低刀具的磨損。但需特別注意,斜進刀粗加工完成時刀尖位置與螺紋加工到所要求的尺寸時刀尖位置相比,有一定的偏移,因此在編制徑向進刀方式的精加工程序時須將刀尖起始點進行相應的調整,否則會造成螺紋亂牙。
4 結語
綜上所述,螺紋的車削加工非常特殊,不僅要編制合理的數控程序,而且要在切削液、刀具材料、刀具參數和進刀方式等多方面采取措施,才能保證螺紋的加工效率與質量。因此,在實際生產加工中,我們要善于總結分析,合理利用所掌握的各方面知識,理論與實際相結合,為螺紋的加工效率與質量夯實基礎。
參考文獻:
[1]肖儉.車工工藝[M].北京:機械工業出版社,2002.
[2]袁鋒. 數控車床培訓教程[M].北京:機械工業出版社,2004:157-160.
[3]王偉文. 數控車床螺紋加工程序工藝分析[J].裝備制造,2011(06).
[4]楊叔子. 機械加工工藝師手冊[M].北京:機械工業出版社,2002.
