工字形截面受彎鋼梁負載下焊接加固試驗研究
2018-04-16 07:42:04楊東升
商品與質量 2018年38期
關鍵詞:焊縫
楊東升
國核工程有限公司 上海 200233
1 概述
在實際工程中,焊接補強的施工過程大多在原結構已承受使用階段荷載的情況下進行,焊接區域附近鋼材溫度急劇升高導致局部鋼材暫時失去強度,引發構件剛度不均勻;對于承受軸向壓力的構件,其穩定性可能發生改變。國內外對負載下焊接加固鋼構件的理論和試驗研究較少,在某單層廠房的加固改造中,采用了負載下焊接加固鋼梁的加固技術,通過加大原結構構件截面,設置斜向加勁肋及加腋加固節點域的方式有效降低了構件應力;
2 試驗概況
2.1 試驗裝置
試驗在土木工程安全與耐久實驗室完成,試驗加載裝置如圖1所示。圖中DI-1-DI-7均為位移計編號,其中DI-1、DI-2是分別量測試件跨中截面上下翼緣端部的側向位移;DI-3用來量測試件跨中的豎向撓度;DI-4用來量測試件1/4跨度處豎向位移;DI-5-DI-8是用來量測試件端部上下翼緣中點處的水平縱向位移,用以得到整個過程中試件端部的轉角。試件兩端采用加工的夾支支座約束梁端部的面外位移,夾支長度為支承左右各100mm。梁底部的支承一端限制水平位移,另一端使用輥軸釋放其縱向水平約束。
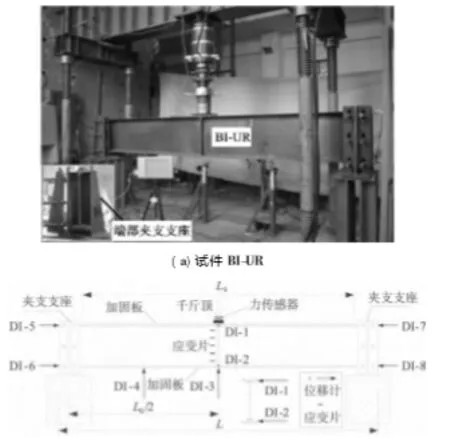
圖1 試驗加載裝置示意
2.2 加載和加固施焊方案
試驗采用100T液壓千斤頂和反力架對鋼梁進行跨中單點加載。正式加載前進行預加載,確認數據采集裝置工作正常,并最大程度的消除加載裝置之間的縫隙,提高所得數據結果的準確性。對于未加固試件BI-UR和未負載加固試件BI-S1采用一次性單調加載至破壞[1]。而對于負載下焊接加固的試件BI-S2和試件BIS3,首先加載至預先擬定的初始荷載大小,然后保持該負載不變,同時按既定的施焊順序對加固板和鋼梁的連接焊縫進行施焊,待所有焊縫焊接完成并冷卻后,繼續加載直至構件發生最終的破壞為止。試驗中試件BI-S2和試件BI-S3的初始負載分別為120kN和240kN。加固鋼板和翼緣端部的連接采用全長的連續角焊縫連接,焊縫的焊腳尺寸取為4mm,符合規范規定。在施焊前,首先將加固鋼板定位至翼緣外側并全長相互壓緊,然后采用點焊固定,點焊間距350mm,其最后的點焊分段如圖2。加固板的固定壓緊措施如圖3所示,采用G型夾鉗和角鋼螺桿組件夾緊定位。
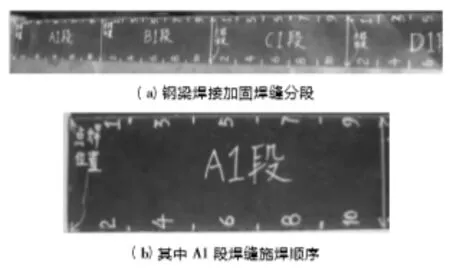
圖2 鋼梁焊接加固施焊順序

圖3 加固板固定
根據規范的規定,對上下焊接鋼板加固的受彎鋼梁,首先焊接受拉側的加固板,再焊接受壓側的加固板。焊縫要從兩端向跨中施焊,即按照從A1-A2B1-…-D2的順序對鋼梁加固焊縫分段完成加固連接焊縫的施焊。再根據《鋼結構加固技術規范》(CECS77:96)規定,對A1-D2中各分段中連接焊縫的施焊規定按圖5(b)中對A1段焊縫施焊順序進行,將加固板兩側350mm焊縫按每段70mm分成10段,按從1-10的順序進行各道焊縫的對稱施焊,每道焊縫現場焊接時間約為10s,焊后停歇約10s。待A1段完成后進入下一板段加固連接焊縫的焊接。待所有焊縫施焊完成且構件冷卻至常溫狀態后,繼續加載直至試件最后出現變形增大而荷載急劇下降為止。
3 結語
(1)在對負載鋼構件進行焊接加固的過程中,高溫影響區域主要集中于焊縫附近10cm以內的局部,由于焊接殘余應力的影響,焊接完成后應力分布將發生較大變化。(2)焊接殘余應力將使軸壓構件過早屈服,但不會降低其承載能力,焊接殘余應力對受彎構件的承載力影響較小。(3)盡管加固構件不直接承受荷載,但其依靠可靠的焊縫連接,可明顯提高加固構件的承載能力。(4)對于鋼梁和鋼支撐,在負載時焊接引起的位移和分別為1.06、0.42mm,均在可控范圍內。鋼梁受拉翼緣在焊接時暫時由于高溫膨脹而受壓,受軸壓荷載的鋼支撐在弱軸方向的側移明顯大于強軸方向的側移,但在焊接完成時,側移均大部分得以恢復,焊接加固過程中結構的安全性可得到保證。
(1)所有構件最終均發生空間彎扭破壞模式,長細比和偏心距越大,失穩時面外位移變化趨勢越明顯;初始幾何缺陷模式和大小影響失穩破壞方向及焊接殘余變形大小。(2)極限承載力的主要影響因素依次為偏心距、柱長度(長細比)、焊接熱輸入、初始負載(初始應力比)。(3)焊接殘余變形的主要影響因素依次為焊接熱輸入、初始負載(初始應力比)、柱長度(長細比),而焊接殘余變形在對稱加固時對偏心距不敏感。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07