一種長軸類零件加工工藝改進
2018-04-15 09:02:28張軻
商品與質量 2018年43期
關鍵詞:工藝
張軻
北京中麗制機工程技術有限公司 北京朝陽 100025
一種長軸類零件作為化纖紡絲設備的核心關鍵零部件,是一種長(1500mm左右)徑(85mm)比大(在17:1左右)的軸類零件,技術要求兩端軸頭與中間軸同軸度不大于0.015mm,高速旋轉10000r/min時殘余不平衡量小于5gmm,表面電鍍后粗糙度不大于Ra0.8。

圖1 長軸套示意圖
1 長軸類零件原工藝數據
(1)該軸材料選用40Cr,為常規中碳合金結構鋼,性價比高,是機械制造業使用最廣泛的鋼之一。40Cr調質處理后具有良好的綜合力學性能,良好的低溫沖擊韌性和低的缺口敏感性。鋼的淬透性良好,水淬時可淬透到Ф28~60mm,油淬時可淬透到Ф15~40mm。切削性能好。
1.2 原工藝路線
正火→打兩端中心孔→粗車中間外圓及兩端軸頭→調質→半精車中間外圓及兩端軸頭→去應力→精車中間外圓留磨量及兩端面槽成→做兩端面配重孔→精磨中間外圓成→電鍍→修中心孔,精車兩端軸留磨量→磨兩端軸成。
1.3 加工效果
首次批量加工投產160件,前42件出現幾乎全部出現動平衡不合格返修現象,甚至出現報廢。
2 問題現狀及分析
2.1 問題現狀
經過對42件問題零件的加工數據進行歸類分析,存在以下問題:(1)中間外圓跳動超過0.015mm的難以修復,基本報廢。(2)兩端軸頭與中間軸同軸度小于0.005mm動平衡一次性合格通過,0.005-0.015mm的可以通過配重或去重修復,而超過0.015mm以上的需要校直修復。
2.2 問題原因初步分析
通過對于工藝路線及加工過程的實際進行分析,初步確定
(1)加工過程控制特別是精加工環節不夠嚴謹精細。
(2)工藝路線不夠合理。
(3)同軸度和外圓跳動是影響動平衡后質量的關鍵因素。
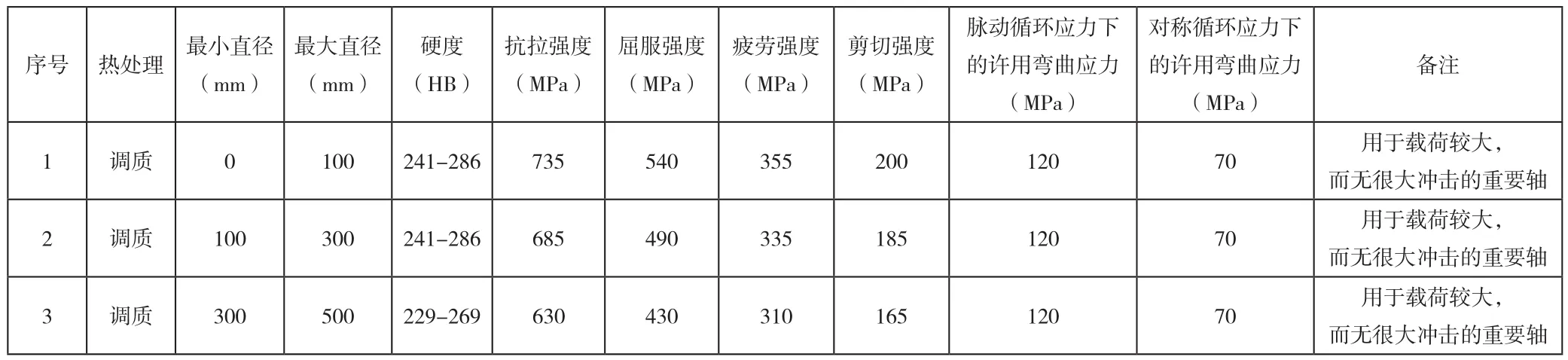
表1 40Cr調質后的力學性能
3 長軸類零件改進后工藝路線
(1)打兩端中心孔→粗車中間外圓及兩端軸頭→調質→半精車中間外圓及兩端軸頭→去應力→修兩端中心孔,精車中間外圓留磨量及兩端面槽成→粗磨大外圓兩端架子口→精車兩端軸留磨量→做兩端面配重孔→精磨中間外圓及兩端軸頭成→電鍍。
(2)改進理由。①取消正火工藝。由于正火工藝在該軸加工過程中主要是改善切削性能,正火后僅僅一道粗車外圓加工,目的是去除氧化皮進行調質處理,而調質處理本身就改善了材料的切削性能,40Cr鋼材本身具有較好的切削性能,所以取消正火工藝,減少加工工序,降低成本。②提前修兩端中心孔。中心孔是該軸加工的主要基準,把修中心孔提前,能夠更好保證后續加工相關幾何尺寸的精度。③增加粗磨架子口工藝。原工藝利用精車后大外圓做基準車兩端軸頭及端面槽,而改后為粗磨架子口做基準,提高基準精度。④調整電鍍的順序。原工藝電鍍后還有多工序機加工,電鍍層的均勻性將影響到后續的加工精度,影響兩端軸頭和中間軸同軸度。改進后,這種影響將大大降低。⑤其他。改進了中心孔的型號選擇,選擇與工序更匹配的中心孔形式,更換了精度更高的頂尖,同樣保證基準的精度。
3.3 改進效果
通過30件的小批量對新工藝進行試驗驗證,效果如下:(1)質量提升。30件動平衡一次性通過的在100%以上,95%中間外圓跳動小于0.015mm,兩端軸頭與中間軸同軸度小于0.005mm。同時減少由于電鍍后再多次上機床加工帶來的劃傷、磕碰等質量問題。(2)效率提升。通過對電鍍順序的調整,保證工序平衡,外部電鍍對車間生產組織的影響消失,部門整體效率提升。
4 結語
(1)正火工藝的取消并沒有影響該長軸類零件加工的切削性能。(2)中心孔是關鍵基準,中心孔的選擇和運用對產品質量影響極大。(3)同軸度和外圓跳動是影響該軸動平衡后質量的關鍵因素。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
