CAM在石材數控雕刻中的應用
2018-04-10 06:17:36黃身桂黃吉祥徐西鵬
制造業自動化 2018年1期
王 晶,黃身桂,2,黃 輝,2,黃吉祥,徐西鵬,2
(1.華僑大學 制造工程研究院,廈門 361021;2.華僑大學 機電及自動化學院,廈門 361021)
0 引言
石材資源具有兩重性,除了使用價值外,更具有觀賞價值。當石材制品被加工成藝術品時,其價值更難衡量。石材工藝制品是指通過手工或機械加工將石材加工成具有一定藝術價值和經濟價值的一系列產品總稱,其加工工藝主要有料石、切割、裁板、拋光、齊頭和成品[1]。按照制品特點的不同,異型石材制品可分為平面異型制品、曲面異型制品、實體回轉體制品和雕刻制品等四大類[2]。其中雕刻制品的加工難度最大,但產品附加值最高。異型石材雕刻制品的加工方式經歷了由全手工雕刻、半自動化雕刻到全自動化數控雕刻的轉變,其中全自動化數控雕刻在加工效率和精度上都給石材雕刻行業帶來了很大提高,已經開始慢慢替代傳統的手工雕刻,目前已有的全自動化雕刻加工設備主要有專用雕刻機械、石材加工中心和機器人三類。CAM(Computer Aided Manufacturing)在整個全自動化數控雕刻中占有著重要地位,無論是專用雕刻機械、石材加工中心還是石材雕刻機器人,其加工過程中都需要用到CAM,CAM在石材雕刻中具有無可替代的作用,對整個行業的發展具有重要意義。
1 石材雕刻背景
異型石材雕刻加工技術的發展記錄了世界文明的發展,從法國舊石器時代的野豬、圓雕裸女到新時期的石刻人像,無不反映著人類文明的發展史。石雕是天然石材制品中種類最多的一種,也是異型石材制品的一個大類,其數量龐大、種類繁多,應用范圍也在不斷擴大。
1.1 石材雕刻的意義及現狀
石雕作為一門藝術,是石材與雕刻藝術的完美結合,具有悠久的歷史。它展現了民間工藝精湛的技藝和奇特的創造力,是一種歷史文化的傳承,具有很高的藝術價值和文化價值。石雕不僅具有很高的藝術價值,而且具有很好的觀賞性,因而其經濟價值也相當高,加工完成的石雕藝術品與未加工的原石相比其價值可能會有百倍甚至千倍的提升。因此,石雕雖然起源于藝術品的加工,但其深厚的文化內涵和超高的經濟價值也促使其走入了工業生產領域。
近年來隨著生活水平的提高,石材制品越來越多地被用于建筑裝飾行業,人們對石雕制品的需求,無論從加工技藝還是從生產規模上都出現前所未有的增長[3]。伴隨著石材制品向著高質量、藝術化、多樣化方向的發展,市場對異型石材制品的種類、形狀和精度的要求也越來越高,不斷對石材加工企業提出新的挑戰。通過提高石材制品的加工能力,來實現石材加工產品的多樣化以獲取超額利潤成為目前石材行業的共識。在石材機械高度發達的國家里,石材加工企業特別重視提高效率和產品的質量,減少加工過程中的損失,因而出現了很多自動化程度特別高的石材加工設備。
就國內而言,憑借豐富的石材資源和勞動力資源,近年來我國石雕產業規模逐步擴大,產品質量日益提高,已成為石材加工和出口大國。而由于我國用于石材雕刻制品加工的技術和設備與意大利等石材工業強國相比仍存在著一定差距,目前我國出口的石材產品主要以荒料和普通板材為主,而對于附加值較高的石雕工藝品在國際市場的占有率卻很低,造成了石材資源的大量浪費。只有不斷提高石材制品的加工能力,增加加工過程中孕育的無形與有形資源,我國石材行業才能取得更好更健康的發展。
1.2 石材雕刻加工方式
石材雕刻制品包括復雜的平面浮雕以及各種立體雕刻制品,如圖1所示,目前成批量加工的石雕就有百余種,即有需用起重設備安裝的整體或組合式巨型雕刻件,也有可置于掌心、浮于水面的不朽欣賞品和裝飾品[4]。石雕加工的技藝要求和難度遠高于其他類型的石材制品,其加工工藝主要為石料、雕刻、打磨和成品,加工方式大致可以分為三種:全手工雕刻、半自動化雕刻以及全自動化雕刻[5]。
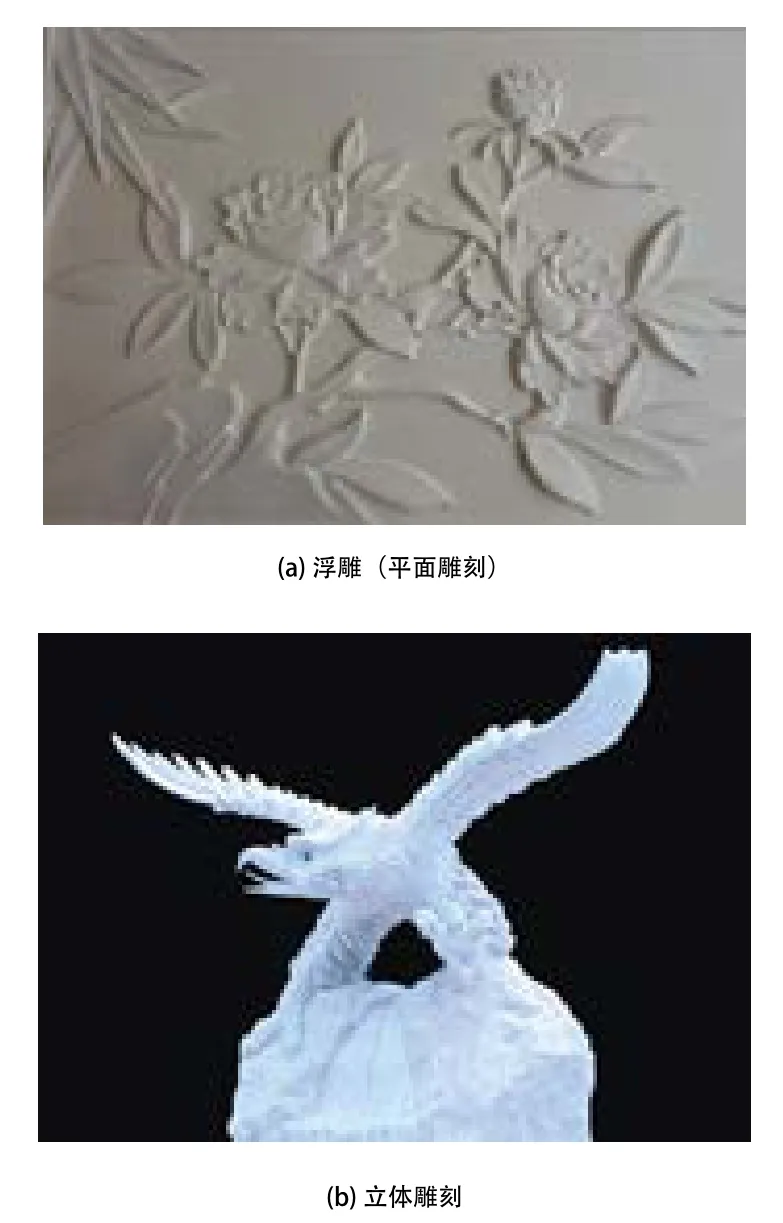
圖1 石雕異型制品
全手工雕刻指采用傳統的刀、鑿錘擊等最原始的工具對石材雕刻工藝制品進行加工,所需勞動強度大、加工效率低,但加工出來的雕刻制品具有其他加工方法所不具備的靈性。半自動化雕刻指采用電氣動刀、鑿等工具進行加工,加工效率明顯提高,但加工過程中產生的石粉或金剛石粉對人身體健康有很大危害。
目前大多數石材雕刻企業采用全手工加工配合半自動化加工,在保證加工質量的基礎上大幅度節省了人力勞動,提高了加工效率,但是還存在很多問題。在石雕工藝制品加工上半自動化加工仍然需要人工進行全程操作,每件工藝制品消耗的工時仍非常多,人工操作在加工時難免會有失誤,易造成加工質量的不穩定。除此之外,這種加工方法還會對人的身體健康會產生很大傷害,由于采用電氣動的工具,工人的工作環境中飄浮著大量的粉塵,長期大量吸入含二氧化硅的粉塵容易引發矽肺病。長時間的切割振動和過量刺激會導致從業人員出現頭痛、頭暈、耳聾、耳鳴等嚴重疾病,同時由于工作人員的不當使用機器還會引發電擊傷、切割傷,甚至造成生命危險。
近年來石材工藝制品隨著經濟發展和人民購買力的提高而得到很大發展,但石雕工藝制品傳統的全人工和半自動加工方法面臨諸多困境,越來越不適應行業未來發展需要。石材雕刻不僅枯燥而且人才培養周期相對較長,行業有“三年出徒,五年成師”的傳言,加之當代年輕人普遍不愿從事艱苦枯燥工作的就業觀念,造成石雕行業雕刻人員緊張的現象。石材雕刻工藝制品加工過程中存在的問題迫切需要自動化程度高的加工設備去解決,隨著制造技術不斷升級,越來越多的企業開始嘗試全自動雕刻方法[6~10]。
全自動化雕刻加工是利用數控雕刻機床、機器人等自動化程度較高的設備,并配合CAM軟件生成加工路徑,自動完成工件開粗、半精加工和精加工過程,基本實現自動化的加工方法。該方法具有可重復性高、整體加工效率高及廢品率低等優點。全自動化雕刻加工是一個系統工程,即要有相應的加工設備,也需要其他相關技術的支持[11,12]。
1.3 全自動化石材雕刻數控加工設備
不同的加工方式需要有對應的加工設備來支撐,用于石材雕刻的加工設備在整個行業的發展過程中也經歷了很大的變革。傳統的自動化和半自動化雕刻工具有刀、鑿、錘和電氣動刀、鑿,主要由人工雕刻,隨著數控技術的發展,當今世界各國制造業廣泛采用數控技術來提高制造能力和水平,石材雕刻行業也出現了越來多采用數控技術控制的全自動化加工設備,主要可分為石材雕刻機、石材加工中心和石材加工機器人三類。
石材雕刻機是指專門針對雕刻加工的機床,按結構可分為立式雕刻機、臥式雕刻機和龍門雕刻機,無論國內外,石材雕刻機結構都多以臥式為主,如圖2所示,且目前用于立體雕刻的多為三軸或四軸聯動、并可配制多個主軸的雕刻機。其中,五軸雕刻機是多軸數控雕刻機的典型代表,相對于應用廣泛的三軸雕刻機具有更高的曲面加工質量、精度和效率,逐漸成為雕刻、切削領域的市場主流技術。雖然目前市場上的雕刻機品牌樣式繁多,即有高性能、高精度的知名雕刻機品牌,如美國的“雕霸”、法國的“嘉寶”和日本的“御牧”,也有一些體積小、成本低、操作簡單的新型雕刻機。但現有雕刻機在復雜三維圖形雕刻中的雕刻質量和效率都有待提高,保證石材雕刻高效率和高質量是石材雕刻機發展的必然要求[13~16]。

圖2 臥式石材雕刻機
如圖3所示的石材加工中心是由傳統金屬加工中心改裝過來的,主要用來加工板材、異型制品的一種石材加工設備,目前比較著名的廠家有INTERMAC、CMS、Briton、Thibaut等。其中,意大利INTERMAC公司的Master Stone 45 Plus異型石材加工中心代表了目前異型石材制品加工機械的最高水平,該加工中心可更換不同的擺頭,具有很高的靈活性,是理想的異形石材制品加工設備。意大利CMS公司的五軸聯動數控加工中心SPEED Y2000,適用于加工各種硬脆性材料,同樣在異型石材制品加工中應用廣泛。在眾多的石材加工數控設備中,加工中心是一種比較有效的加工方式[17~21]。

圖3 石材加工中心
石材加工機器人是將一種工業機器人技術應用于石材加工的數控加工設備,如圖4所示。工業機器人隨著計算機技術、機械電子技術、傳感器技術等應運而生,應用廣泛,是一種最典型的且最先進的機電一體化裝備[22]。從工業機器人的誕生到如今,各國對機器人用于制造業的研究投入大量的人力物力,機器人用于加工也一直是機器人研究領域的熱點問題,大量學者不斷提出基于各種算法(遺傳算法、模糊算法、進化算法)的新的規劃方法來從各方面提高機器人的性能[23~29]。機器人具有較高的自由度數,可以在三維空間內實現位置和姿態的任意轉換,大大拓寬了其加工范圍。近年來越來越多的工業機器人開始投入到石材加工領域中,用于石材制品加工的機器人可以實現對大理石、花崗巖進行雕刻、鋸切、銑削和搬運等操作。石材雕刻機器人的出現不僅提高了石材雕刻制品的產量與質量,而且對提高勞動生產率及保障人身安全具有重要意義[8,30]。目前,國外已經出現一些石材雕刻機器人如瑞典的ABB、日本的FANUC、德國的KUKA、美國的Adept technology以及意大利的COMAU工業機器人,可以通過更換不同的機械手終端實現各種不同的切削、銑削或雕刻功能,但也僅處于初步階段[31]。我國工業機器人起步較晚,國內生產的機器人大多用于搬運、噴涂工作,機器人在石材雕刻領域的應用目前仍處于研究和探索階段。

圖4 石材雕刻機器人
石材雕刻數控加工的基本流程如圖5所示。實際加工中,用于石雕工藝的模型一般來源于CAD軟件設計作品和三維掃描儀掃描實物模型[32~35]。CAM是石材數控雕刻加工不可或缺的一步,無論雕刻機、加工中心還是機器人在加工時都需要通過CAM系統設定加工軌跡與工藝,最后生成相應設備的NC代碼完成加工。CAM軟件在整個石材加工數控系統中具有關鍵性作用。
2 CAM在數控加工中的應用
CAD/CAM技術是近年來工程技術領域中發展最迅速、最引人注目的一項高級技術,它已成為工業生產現代化的代表。CAD/CAM即計算機計算機輔助設計及制造(Computer Aided Design and Computer Aided Manufacturing)。CAD是指利用計算機硬件與軟件系統完成設計過程的信息檢索、分析、綜合、造型、修改及文件編制工作,輔助人們對產品或工程進行設計、修改及顯示輸出的一種設計方法和設計活動。CAM與CAD類似,也是一種輔助手段,甚至比CAD應用更為廣泛,用來幫助工藝人員根據產品設計信息進行工廠實際加工,對產品加工進行仿真,生成并管理加工工藝、加工設備和NC代碼[36,37]。
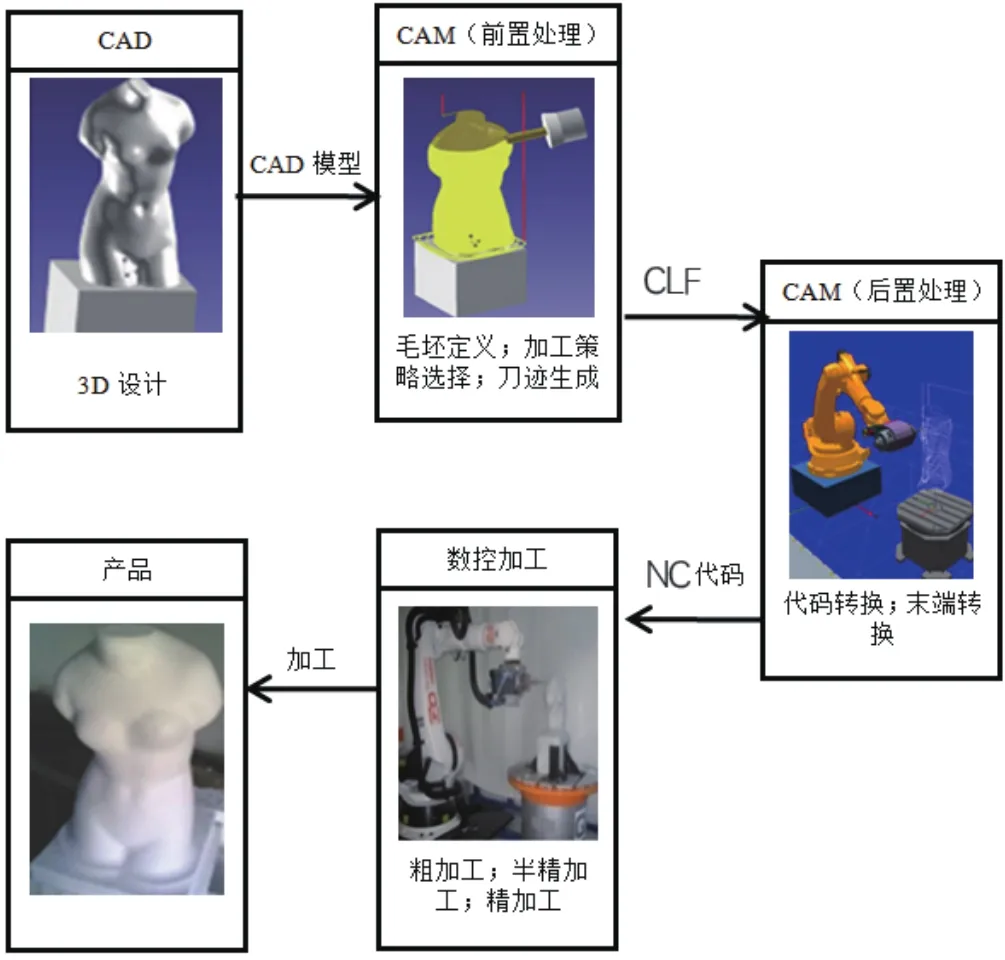
圖5 數控加工工藝流程
2.1 CAM的基本功能分析
在加工過程中CAM軟件主要負責數控加工程序以及刀具運動軌跡的生成,并且對相關的工藝參數進行設置,以保障數控設備實現相應的加工動作[38]。CAM軟件的基本功能是前置處理和后置處理功能。
2.1.1 CAM的前置處理功能
前置處理包括系統的數據輸入接口、刀具軌跡和其他工藝適應性。在對零件數控編程前,必須首先獲得零件的模型信息。大多情況下造型設計工程師和加工設計工程師采用的是不同的CAD軟件,需要CAM軟件可以讀取其他CAD軟件的設計結果,這就要求CAM軟件的數據輸入接口能夠正確讀取多種CAD軟件的輸出數據。大多數軟件都可以提供IGES、DXF、STL、SAT等通用接口,有的還具有針對一些著名軟件如Pro/E、UG、CATIA的專門接口,不同的軟件專長的數據格式不同,支持的程度也有所差異[39]。
在復雜曲面的多坐標數控加工中,通過對刀具運動軌跡的計算生成的刀具軌跡文件是數控編程的核心內容,刀具軌跡的優劣直接影響加工精度和加工效率。常用的刀具路徑確定方式有:等參數線法、平行截面法、等距偏置法、導動面法、特征提取法等。近年來有些學者將空間填充曲線法應用于刀具軌跡規劃中,圖6Hilbert曲線是軌跡規劃中應用最多的填充曲線,該方法具有很好的連續性,但是切削方向變化頻繁對加工表面質量有很大影響,切削過程中的干涉問題也尚未解決[40,41]。以上幾種路徑生成方法都是根據殘余高度的最大值來確定相鄰刀具路徑的,因此沿刀具路徑存在重復切削,曲面加工效率低。雖然有學者提出自適應等平行截面法和自適應等參數線法,將曲面進行劃分,不同區域采用不同的截面間距或參數間距,避免了局部區域的冗余刀具軌跡,但仍無法消除其固有缺點,加工效率提高有 限[42,43]。而等殘余高度法則是通過控制相鄰刀具間的殘余高度不變,在已知一條加工路徑、刀具半徑和允許殘余高度前提下可以計算下一條刀具路徑,加工效率高,但是計算復雜、計算效率低。

圖6 一階、二階和三階Hilbert曲線[40]
在目前的CAM系統中很少有基于等殘余高度的規劃算法。有關復雜曲面數控加工的路徑生成算法仍存在不足,大多數算法不具有普遍性,無法滿足通用性要求,仍需進一步研究。加工路徑確定過程中還需要綜合考慮行距和步長的確定。行距計算過于保守,增加加工時間,導致效率下降;但行距值太大,曲面殘余高度增大,需要較多后續處理才能達到精度要求,整體加工效率較低。走刀步長小則刀位數據密度大,加工程序膨脹,程序執行時還會導致進給速度波動和平均速度下降,從而影響加工效率和表面質量。反之,步長過大,加工效率提高,但加工表面質量差,后續處理工作量大,整體效率降低[44]。零件最終的加工質量也與CAM軟件對加工工藝的支持度密切相關,對不同的零件或同一個零件的不同部位,不同輪廓形狀,需要不同的走刀方式,除此之外還要具有過切保護和導桿的干涉檢查等功能。如何在保證精度要求的前提下盡可能獲得高的加工效率是曲面加工技術中亟待解決的問題。
2.1.2 CAM的后置處理功能
不同的設備即使加工相同的文件,其代碼的格式也不盡相同,不同設備的控制器對程序格式和指令也都有不同要求。只有結合特定設備要求的格式,生成該機床能夠識別的NC代碼才能驅動機床。因此后置處理是數控加工的一個重要環節,主要任務是把CAM軟件前置處理生成的軌跡和工參信息文件,轉換成特定控制器可接收的特定格式控制代碼。好的CAM軟件,對于常見的機床控制器,都要求能提供專門的后置處理和用戶化后置處理過程[45]。工業機器人的結構不同于加工中心等數控設備,雖然借助多軸聯動的軟件獲得的刀位軌跡也可以用于工業機器人的雕刻加工,但是缺少相對應的石材工藝制品雕刻機器人后置處理程序,不能實現機器人的控制。因此,在設計工業機器人系統時需要專門針對工業機器人的軌跡生成及相應的后置處理進行研究。我國已經有大批學者進行了這方面的探索,提出很多基于機器人加工異形曲面的新的路徑規劃方法與實現方案,很大程度上提升了機器人自動編程能力,提高了加工效率與精度[46~48]。
2.2 數控加工CAM的現狀
CAD/CAM具有的強大功能使其廣泛應用于機械制造領域,發展勢頭有增無減,已經成為衡量一個國家機械制造技術水平的重要標志之一。國內外傳統制造行業已經在數控編程技術上進行了廣泛深入的研究,從計算機輔助設計到計算機輔助制造,由于高額的人力、物力、財力的投入,已經出現了很多商品化的CAD/CAM軟件,如目前在機械加工領域應用比較廣泛的Pro/E[49,50]、UG[51~53]、MasterCAM[54,55]、Cimatron[56]等,都可以生成用于數控加工的文件。
Pro/E是美國參數技術公司(PTC)推出的新一代CAD/CAM/CAE軟件,其CAM系統可以提供最佳加工路徑,具有智能化加工路徑創建功能,允許NC編程人員對整體的加工路徑中最細節的部分進行控制[49,50];UG是美國UGS公司的主導產品,是全球應用最普遍的 CAD/CAM/CAE一體化軟件系統之一,UG的CAM模塊功能十分強大,它提供了一種產生精確路徑的方法,該模塊允許用戶通過觀察刀具運動來圖形化地編輯刀具軌跡,其后置處理模塊支持各種數控系統[51~53];MasterCAM是一種應用廣泛的中低檔CAD/CAM軟件,由美國CNC Software公司開發具有可靠的路徑校驗功能,新的加工選項如多曲面徑向切削和將刀具軌跡投影到數量不限的曲面上,使用戶具有更大靈活性[54,55];Cimatron是由以色列Cimatron公司開發的軟件,該軟件功能齊全、操作簡便、學習簡單、經濟實用[56]。這幾款軟件都可以提供多種圖形文件接口,在數控加工中應用廣泛。
CAM軟件廣泛應用于機械產品生產、模具制造等企業的數控編程及加工,正逐步替代傳統的手工編程方式。CAM應用于數控加工中不但節約了成本、增高了加工的靈活性和加工的可重復性,而且數控機床按照所設計的程序進行加工,使得生產時間也相對容易控制。這些系統都有自己完整的功能模塊,應用環境也相對成熟。然而,雖然這些CAM軟件在數控加工領域應用廣泛,在石材雕刻加工上卻有很大局限性。
3 石材數控雕刻CAM的現狀及發展
CAM是石材數控雕刻加工系統的一個重要組成部分,由于石材數控雕刻自身的特殊性及復雜性,其對CAM系統的功能要求也有很大不同,無法采用常規的數控加工CAM系統對其進行編程,雖然目前市場上有一些可用于石材數控雕刻的CAM軟件,但其功能也不能很好地滿足石材數控雕刻的要求。
3.1 石材雕刻 CAM的現狀
目前石材領域應用較多的是通用CAM軟件Delcam Powermill[57,58]、Hypermill[59],以及具備藝術浮雕建模功能的Type3和ArtCAM[60],雖然這些軟件一定程度上節約了加工成本、提高了加工效率,但對石材的針對性不強。國外許多知名石材立體加工設備制造商大都開發自己的設備專用的CAM軟件,這些軟件具有較強的針對性和操作簡便的優點,非常適合石材雕刻,如Breton公司開發的Breton Lathe、BretonSmartCam Mill,Prussiani公司開發的STONECAM 3D,以及QD公司開發的用于CAM后置處理過程的Robo MOVE[61]等。
經過多年的努力,我國CAD/CAM技術在硬件生產、軟件的開發與應用方面都取得了很大進展。但在用于石材加工的CAM軟件系統方面,雖然我國很早就有學者開始進行路徑規劃方面的研究,我國的三維模型的CAM系統也有了一定的發展,如浙江玉環弘法公司開發了弘法數控編程系統,但也只是解決了3P+R以內的機床加工的市場需求,仍不成熟,尤其在多刀具、多工藝的CAM系統研究方面仍未有合適的軟件投入市場使用[62]。
目前我國使用的CAD/CAM軟件主要仍是從國外購買,市場上主流CAD/CAM軟件的總體趨勢是朝著大而全的方向發展,存在可移植性差、功能復雜、學習困難、資源浪費、價格昂貴等問題,而我國數控雕刻行業大都是中、小型企業和個體戶,購買大而全的CAD/CAM軟件不僅不能做到充分利用,且由于石材本身的特殊性,用于金屬加工的常規CAM在加工工藝和軌跡上也不能很好滿足石材加工的要求。因此,在石材加工方面,雖然我國設備數量繁多,但缺乏高效、專用、規格化的系列產品,目前市場上尚沒有完善的針對石材雕刻的CAM軟件,雕刻編程軟件的匱乏已經成為制約國內雕刻行業進一步發展的瓶頸。
3.2 石材雕刻對CAM提出的特殊要求
石材是具有一定強度、穩定性、可加工性以及裝飾性能的天然巖石。與金屬材料不同,石材是一種天然材料,硬度高、脆性大、成分復雜,不具有良好的延展性、彈性和塑性。在加工工藝上金屬材料的加工過程是均勻的、連續的塑性去除,而石材是礦物顆粒的聚集體,含有大量的石英和長石等超硬成分,石材內部還存在許多孔隙、裂紋和雜質,且結構具有非均勻性和各向異性,使得其加工過程是一個非線性、非連續的斷裂去除過程,造成加工時的受力不連續,容易產生振動和崩碎。因此,石材加工的難易程度涉及到很多因素,其加工機理要比金屬等均質材料復雜的多,用于金屬加工的CAM軟件系統在工藝上不能很好地滿足石材加工的 要求[63,64]。
在加工方式上,石材由原石到雕刻成品要通過鋸、切、磨和其他加工方法來完成,其中大塊材料的去除通常采用鋸切加工方式來提高加工效率[65],而在金屬的加工過程中這種加工方式是不存在的。石材的銑削加工也是一種以磨削為主,兼有銑磨的復雜工藝過程,因此用于金屬加工的CAM在加工方式上也不能很好地適用于石材加工[66]。
在加工曲面形狀上,異型石材制品大都具有復雜的曲面特征,其表面凹凸不平、曲面曲率變化不連續,復雜雕刻曲面加工的效率和精度很大程度上依賴高效的路徑規劃和生成算法,不合理的加工軌跡會造成工件表面殘料不均,進而影響加工精度。而金屬加工對象大都具有規則的幾何形狀,用于金屬加工的CAM軟件只能用于簡單的有規則特征的編程,不能很好滿足石材雕刻復雜曲面的要求。
此外,不同石材品種的物理組分及其結構各不相同,因而加工不同的石材品種,其所適宜的加工設備、加工刀具、加工工藝參數及工作條件等都各不相同,對此很多國家都進行了一定的研究,其研究熱點主要集中在石材物理或化學組分對石材制品高效加工的影響、匹配與石材品種的最佳工藝參數研究等幾個方面[67~70]。我國的研究也只是針對某種特定石材對其進行實驗分析找出最優工藝參數,還沒有人能夠提出系統地實現任意石材品種高效加工的具有指導性的加工工藝參數組合[71]。目前,對于石材制品高效加工的研究相對于金屬的高效加工來說差距還很大,仍有很多問題亟待解決。
3.3 石材雕刻的發展趨勢
在當前的制造環境中,傳統的手工作業及半機械化作業已經遠遠不能滿足人們對石材雕刻制品的需求。隨著制造業自動化水平的提高,越來越多的數控自動化設備開始投入到石材雕刻制品的加工中,石材數控加工機械裝備正在朝著高效率、高精度、高自動化、低耗費方向發展。CAM作為石材數控雕刻的一個重要環節,開發針對石材數控雕刻加工的CAM不僅能大大減少雕刻加工時間,還可以在一定程度上提高加工的速度和精度[72],目前其技術發展還不成熟,發展趨勢主要為自動化、智能化、高效化、數據庫系統的完善及易使用水平的提高。只有不斷加強CAM技術在石材雕刻中的研究和應用工作,才能使CAM軟件的優勢得到有效利用,充分發揮全自動化石材雕刻設備的優越性,提高行業整體生產水平,促進社會經濟的發展。因而,通過開發針對石材雕刻加工的CAM,來進一步提高石材數控雕刻設備的加工水平,是石材雕刻行業發展的一個必然 趨勢。
4 結束語
石材雕刻具有悠久的發展歷史,是我國傳統文化的一部分。如今,石雕以其特有的藝術魅力得到了越來越多人們的青睞,石材雕刻工藝制品成為現代裝飾、建筑的重要組成成分[73]。目前石材雕刻主要采用的手工與半自動化結合的加工方式已遠遠不能滿足人們的需求,全自動化數控雕刻具有更高自動化與智能化,將其與傳統的加工方式相結合已成為石材加工行業發展的必然趨勢。CAM作為全自動化數控石材雕刻中的關鍵性一步,對加工的精度和效率有很大影響,目前市場上已經有很多數控加工CAM軟件,然而由于石材雕刻加工的特殊性,用于常規數控加工的CAM軟件在石材雕刻上的應用存在很大局限性,針對石材雕刻的CAM軟件的缺乏很大程度上阻礙了行業的進一步發展。提高石材雕刻加工設備的性能,自主研發石材專用數控石材雕刻的CAM軟件對實現高效、合理地加工石材制品,實現其社會效益和經濟效益的最大化,有著非常重要的意義。
參考文獻:
[1]吳玉厚,趙德宏,陸峰,張珂.異型石材制品加工技術與設備發展概述[J].石材,2007,(8):29-33.
[2]劉增文,任秀華,王志,等.淺論異型石材及其加工設備發展趨勢[J].石材,2004(2):24-27.
[3]何開明,李璨.雙臂機器人用于工藝品雕刻的研究[J].機械科學與技術,1996,15(4):573-578.
[4]泉宣.我國石雕石刻分類及主要產地[J].石材,2010(6):44-47.
[5]袁杰.石材異型制品復合加工技術與設備研究[D].濟南:山東大學,2008.
[6]朱鴻巍.CAD/CAM/Robotic一體化石材雕刻系統研制與實驗研究[D].廈門:廈門大學,2014.
[7]張善永.石材立體工藝制品雕刻機器人加工技術研究[D].濟南:山東大學,2012.
[8]霍洪超.石材立體工藝制品高效加工技術研究[D].濟南:山東大學,2015.
[9]陳輝.石材加工行業存在的職業病危害因素分析及對策措施[J]. 科技視界,2015.
[10]張體學,王文軍,趙方,等.石雕作業農民工聽力損害狀況及影響因素研究[J].濟寧醫學院學報,2011,34 (2):126-128.
[11]蔡銳龍,李曉棟.國內外數控系統技術研究現狀與發展趨勢[J]. 機械科學與技術,2016,35(4):493-500.
[12]張得禮,周來水,神會存. 高速數控加工速度的自適應控制[J]. 機械科學與技術,2005,24(9):1071-1113.
[13]劉蒙,劉延林.機器人用于藝術雕刻的研究[J].機床與液壓,2003,(5):110-112.
[14]韓文凱.經濟型三維雕刻機的研究與設計[J].機械工程與自動化,2015(01):100-102.
[15]韓立洋.經濟型五軸數控雕刻機關鍵技術的研究[D].蘇州:蘇州大學,2010.
[16]李曉東,段雪聰,楊昕,等.臺式可編程三坐標雕刻機結構設計與運動分析[J].機械工程師,2014(9):97-99.
[17]庹超,寇曉菲,易傳云.石材異形板材加工中心設計的關鍵技術研究[J].機械設計與制造,2014(6):5-7.
[18]吳玉厚,劉巖,肖楠,等.五軸聯動數控加工在異型石材制品中的應用研究——CAD/CAM在立體人像中的應用[J].機電產品開發與創新,2012,25(02):152-154.
[19]吳玉厚.異型石材車銑復合加工中心專用后置處理算法及程序研究[J].制造業自動化,2012,35(01):16-20.
[20]趙德宏.異型石材鋸銑復合加工中心的設計與分析[J].組合機床與自動化加工技術,2014(02):102-105.
[21]庹超.石材異形板材加工中心的研究與設計[D].武漢:華中科技大學,2014.
[22]田濤,鄧雙城,楊朝嵐,等.工業機器人的研究現狀與發展趨勢[J]. 新技術新工藝,2015(3):92-94.
[23]Norfadzlan Yusup, Azlan Mohd Zain, Siti Zation Mohd Hashim. Evolutionary techniques in optimizing machining parameters: Review and recent applications(2007-2011)[J]. Expert Systems with Applications ,2012(39):9909-9927.
[24]S. Turchetta. Cutting force and diamond tool wear in stone machining[J]. Int J Adv Manuf Technol ,2012(61);441-448.
[25]Araújo Fernández, Maria.Tests for the Optimization of Cut-Off Parameters for Seven Galician Granite Varieties[J].Key Engineering Materials ,2013(548):82-89.
[26]Nicolae Plitea, Dorin Lese, Doina Pisla, et al. Structural design and Kinematics of a new parallel reconfigurable robot[J].Robotics and Computer-Integrated Manufacturing,2013(29):219-235.
[27]Fares J. Abu-Dakka, Francisco Rubio, Francisco Valero, et al. Evolutionary indirect approach to solving trajectory planning problem for industrial robots operating in workspaces with obstacles[J].European Journal of Mechanics A/Solids, 2013(42):210-218.
[28]Engxi Pan, Joseph Polden, Nathan Larkin, et al. Recent progress on programming methods for industrial robots[J].Robotics and Computer-Integrated Manufacturing.2012(28):87-94.
[29]M. Pellicciari, G. Berselli, F. Leali, et al. A method for reducing the energy consumption of pick-and-place industrial robots[J]. Mechatronics ,2013(23):326-334.
[30]劉蒙,劉延林.機器人用于藝術雕刻的研究[J].機床與液壓,2003(05):110-112.
[31]單金鳳.石材立體工藝制品雕刻機器人的設計與研究[D].濟南:山東大學,2011.
[32]H.A.M. Danen, F.B. Ter Har. 3D whole body scanners revisited[J]. Displays,2013(34):270-250.
[33]Arnulfo Leon Reyes et al. Low cost 3D scanner by means of a 1D optical distance sensor[J]. Procedia Technology,2013 (7):223-230.
[34]孫偉華.三維掃描儀在當代雕塑領域的應用[J].藝術科技,2014,(4):3-3.
[35]韓文,王玉濤,徐晗.三維掃描技術在宜興超薄陶瓷雕刻中的應用研究[J].陶瓷學報,2014,135(03):314-317.
[36]李昊,陳劍.基于CIMS的CAD/CAM集成系統總體方案研究[J]. 機械科學與技術,1998,17(3):514-516.
[37]陳定方,李文鋒.CAD/CAM的起源與發展[J].機械工人(冷加工),2001,(4):11-12.
[38]李瓏.對數控加工中CAM軟件應用的幾點探討[J].技術與市場,2016,23(6):241-241.
[39]周文玉,李菊麗,魏秀蘭.數控加工中CAM軟件的選擇[J].中國制造業信息化,2005,34(1):94-95.
[40]李萬軍.基于分形中Hilbert曲線的復雜曲面加工刀具軌跡規劃算法研究[D].南京:南京航空航天大學,2011.
[41]Stanislav S M, Weerachai A. Advanced Numerical Methods to Optimize Cutting Operations[M].Berlin, Heidelberg, New York: LE-TEX Jelonek, Schmidt&Vckler GbR, Leipzig,2007.
[42]S. Ding,A.N. Poo,D.C.H. Yang.Adaptive iso- planar tool path generation for machining of free- form surfaces[J]. Computer,2003,35(2):141-153.
[43]Wei He, Ming Lei, Hongzan Bin. Iso-parametric CNC tool path optimization based on adaptive grid generation[J]. International Journal of Advanced Manufacturing Technology, 2009, 41(4 /5): 538-548.
[44]沈斌,歐陽華兵.關于復雜曲面刀具軌跡規劃技術的研究[J].新技術新工藝,2010(9):24-28.
[45]胡寅亮,熊濤,黃翔.五軸聯動數控機床的后置處理方法[J].機械科學與技術,2003,22(10):175-177.
[46]孔凡斌,姜培剛,高月輝.6R雕刻機器人NURBS曲面刀路規劃的研究[J].機床與液壓,2007,35(11):59-76.
[47]Niu XJ, Liu JT. Robot 3D Sculpturing Based on Extracted NURBS[A].2007 IEEE International Conference on Robotics and Biomimetris[C], Sanya, China, 2007:1936-1914.
[48]吳濤.數控石材雕刻機CAD/CAM系統研制[D].武漢:中國地質大學,2004.
[49]李雪.PROE與數控加工編程[J].科學咨詢,2012(34):60.
[50]賈鵬.基于PROE/CAM交互式圖形編程中的工藝處理[J].機械工人(冷加工),2008,(1):71-72.
[51]張賀. 基于UG/POST的異型石材數控加工中心SYH4608專用后處理器研究[J].制造業自動化,2010,32(10): 20-23.
[52]張賀,郭樺,肖楠.基于UGNX的異型石材多功能復合加工中心數控加工與仿真技術研究[J].沈陽工程學院學報(自然科學版),2010,6(02):175-178.
[53]高強,張陳,于哲.基于UG與VERICUT的裝飾類石材樣件加工[J].沈陽電力高等專科學校學報,2013,9(4): 362-366.
[54]丁海濤,周怡,宋剛強.CAM軟件在數控加工中的應用研究[J].中國制造業信息化,2015(4):35-38.
[55]張琳,曾育賢.Mastercam在模型數控加工技術中的應用[J].數字技術與應用,2012(03):53.
[56]李愛紅.CAD/CAM軟件在數控加工中的應用[J].宿州教育學院學報,2007,10(2):133-134.
[57]Liu J. The process strategies of mould high-speed machining and their applications in the environment of PowerMILL[J].Advanced Materials Research, 2011(188):542-548.
[58]Lin, Xin Gui. The programming strategies of high milling on aluminum ally bowl-shaped and thin-walled part by using powermill software[J].Advanced Materials Research.2013 (706-708):357-360.
[59]Warrzyniak, Patrick. Refining CAM toolpath Production [J]. Manufacturing Engineering,2011(146):61-69
[60]沈長生.基于ArtCAM軟件的浮雕設計與加工研究[D].蘭州:蘭州大學,2015.
[61]CAD-CAM off line programming for industrial robots[EB/OL].ROBOmove on line help v.2.0,2007.
[62]王玉國. 數控雕刻加工關鍵技術研究[D].南京:南京航空航天大學,2007.
[63]趙德宏,孫晶,吳玉厚.異型石材鋸銑復合加工中心的設計與分析[J].組合機床與自動化加工技術,2014(02):102-109.
[64]張政梅.基于分形理論花崗石異型面高效磨削關鍵技術研究[D].濟南:山東大學,2012.
[65]王平江,齊江飛,李勇,等.全自動鋸片磨床數控系統的研究與應用[J].機械科學與技術,2013,32(2):170-177.
[66]楊杰,嚴榮萌,等.中國石材[M].1994:129.
[67]J. Xiea, J. Tamakib. Parameterization of micro-hardness distribution in granite related to abrasive machining performance[J].Journal of Materials Processing Technology, 2007(186):253-258.
[69]P.M. Amaral, J. Cruz Fernandes,L.Guerra Rosa. Wear mechanisms in materials with granitic textures[J].Wear,2009(266):753-764.
[70]覃闖泉.材料表面微觀不平度對其光澤度影響的實驗研究[D]. 廈門:華僑大學,2004.
[71]高勝.石材高效加工工藝數據庫系統的設計研究[D].濟南:山東大學,2011.
[72]吳玉厚,吳崗,等.國內外異型石材機械的現狀及發展趨勢[J].石材,2008,03(06):22-25.
[73]馬毅.三維浮雕CAD/CAM軟件系統開發研究[D].成都:電子科技大學,2003.
