NiCrMoV轉子鋼窄間隙焊接接頭顯微組織及力學性能研究
2018-04-09 12:18:57丁玉明汪雄飛蘆鳳桂
上海金屬 2018年1期
關鍵詞:焊縫
丁玉明 汪雄飛 劉 霞 蘆鳳桂
(1.上海交通大學材料科學與工程學院,上海 200240;2.上海電氣電站設備有限公司上海汽輪機廠,上海 200240)
隨著人類社會經濟的快速發展,對能源的需求日益激增。據報道,目前火力發電量仍在整個中國的能源結構中占有較大比重[1- 2]。然而傳統的火力發電技術由于發電效率低、消耗大量石化資源及對環境污染嚴重,已不能滿足當代能源的發展需求[3- 4]。研究表明,提高熱電設備的蒸氣壓力及溫度,可使發電效率得到大幅提升,因此超超臨界發電機組得到了廣泛的應用[5- 6]。汽輪機轉子是汽輪機的核心部件,因其巨大的直徑在運行中承受巨大的離心力。而在實際工況中需要轉子具有很高的安全性和穩定性[7- 8],因此有必要對汽輪機轉子的力學性能進行研究。
蔡志鵬等[9]對比研究了25Cr2Ni2MoV鋼焊接轉子熱處理前后的殘余應力分布情況,結果表明轉子深窄間隙接頭處存在較為明顯的軸向壓應力;內、外圈在熱處理時均會產生較大的切向拉應力;熱處理后,殘余應力大大降低,表明加工過程具有很高的穩定性。沈紅衛等[10]進行了25Cr2Ni2MoV鋼的試制及性能試驗,結果表明該材料具有良好的淬透性和綜合力學性能,能滿足核電低壓焊接轉子的設計和使用要求。和平安等[11]研究了25Cr2Ni2MoV鋼焊接接頭中焊縫及母材的熱膨脹特性,結果表明不同溫度范圍焊縫及母材發生的固態相變是其熱膨脹特性的原因。李明等[12]借助JMatPro軟件對25Cr2Ni2MoV鋼進行了焊接性計算分析,間接評定了其工藝焊接性,計算可得焊絲的加入可降低焊縫區的裂紋傾向,從而提高焊縫的強度,且母材與焊材的匹配性良好。預熱溫度為200~250 ℃時,焊接接頭的性能滿足設計要求。
隨著焊接工藝的發展,焊接接頭的性能日益受到關注。本研究旨在全面考察25Cr2Ni2MoV鋼焊接接頭的組織及常規力學性能,包括微觀組織及顯微硬度、常溫及高溫拉伸性能、抗彎及沖擊性能等,為同種焊接轉子的安全設計及運行提供試驗依據。
1 試驗材料和方法
1.1 試驗材料
本試驗所用材料為NiCrMoV轉子鋼,采用鎢極氬弧焊(TIG)對焊接模擬件進行打底,接著采用埋弧焊(SAW)進行多層多道填充,焊后進行相應的熱處理以消殘余應力并穩定焊縫組織。母材及焊縫的化學成分如表1所示。
1.2 顯微組織觀察及硬度分析

表1 母材及焊絲的化學成分(質量分數)Table 1 Chemical composition of the base and fire metals (mass fraction) %
對焊接模擬件進行切割、磨削、拋光等處理,然后用體積比為3∶3∶5的HCl+HNO3+H2O溶液進行腐蝕,再用乙醇清洗樣品表面并吹干。采用Imager A2m蔡司金相顯微鏡和JSM7600F掃描電子顯微鏡觀察樣品的顯微組織。顯微硬度測試的試驗力為1 kg,進行兩排測試,左右間隔500 μm,上下間隔300 μm,保壓時間15 s。
1.3 拉伸試驗
分別按照GB/T 228.1—2010金屬材料室溫拉伸試驗方法和GB/T 4338—2006金屬材料高溫拉伸試驗方法進行室溫和高溫拉伸性能試驗。試驗溫度分別為室溫、100、150、200、250、300、350 ℃,每個溫度進行三組試驗,拉伸速率為1 mm/min,預載力為150 N,加熱速度根據所需溫度的不同分別選擇3~8 ℃/min,加熱到設定溫度后保溫5 min。拉伸試樣的尺寸示意圖如圖1所示。
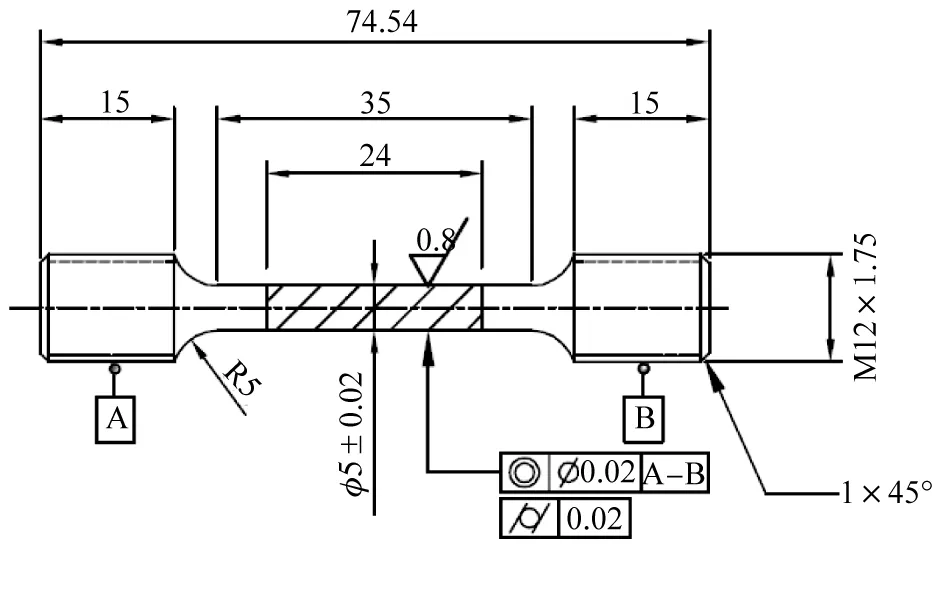
圖1 拉伸試樣尺寸示意圖Fig.1 Schematic diagram of the tensile test sample
1.4 抗彎性能試驗
側彎試樣取樣時覆蓋全埋弧焊焊縫。試驗參數如表2所示。試樣彎曲后的角度在140°左右,平均最大應力為20.02 kN。
1.5 沖擊性能試驗
沖擊試驗試樣V型缺口位置分別處于母材、焊縫中心、焊縫1/4處及熱影響區4個不同部位,試樣尺寸如圖2所示。焊縫中心的沖擊試驗溫度變化范圍為-60~60 ℃,以獲得其韌脆轉變溫度,其余位置的沖擊試驗均在常溫下進行。由于熱影響區的不均勻性,故在此處加工了9組試樣以獲得統計性的試驗結果,以充分反映熱影響區的沖擊性能。

表2 彎曲試驗參數Table 2 Parameters for bending test specimen

圖2 沖擊試樣尺寸示意圖Fig.2 Schematic diagram of the impact test specimens
2 結果與討論
2.1 顯微組織與硬度
焊接接頭各區域的顯微組織如圖3所示。可以看出,整個接頭呈典型的多層多道焊形貌,焊縫寬度約20 mm。由圖3(c)可知,焊縫中心細晶區的晶粒很細,主要為回火貝氏體。圖3(d)~3(g)分別為熱影響區、母材、粗晶區及細晶區的組織。可見母材晶粒粗大,主要為回火索氏體;細晶區晶粒較細且分布均勻,粗晶區晶粒較大且分布不均勻,兩者均為回火馬氏體/貝氏體組織。
圖4為焊接接頭的顯微硬度測試結果。可見焊接接頭的顯微硬度大致呈對稱分布,母材硬度約為265 HV,焊縫處的硬度波動較大,約在225~275 HV,焊縫中心細晶區存在明顯的軟化區,硬度約為240 HV。兩側粗晶區的組織為板條馬氏體,因此該區域的硬度最高,達350 HV左右。兩側熱影響區均存在明顯軟化區,硬度約為240 HV。兩側熱影響區及焊縫中心細晶區的軟化區硬度都較低,易成為整個接頭的薄弱環節。
2.2 拉伸性能
圖5(a)為焊接接頭的屈服強度及抗拉強度隨試驗溫度的變化曲線。可見室溫下的屈服強度和抗拉強度最大,分別約為730和790 MPa。隨著試驗溫度的升高,屈服強度和抗拉強度逐漸降低,但當溫度高于200 ℃時逐漸趨于穩定,且在250 ℃時屈服強度有最小值約640 MPa,350 ℃時抗拉強度有最小值約699 MPa。圖5(b)為斷面收縮率及斷后伸長率隨溫度的變化曲線。可見室溫下的斷后伸長率約為15%,斷面收縮率約為68%,隨著溫度的升高,斷后伸長率小幅度增加,但在300 ℃時明顯降低至約12.5%,而斷面收縮率隨溫度的升高無明顯變化。
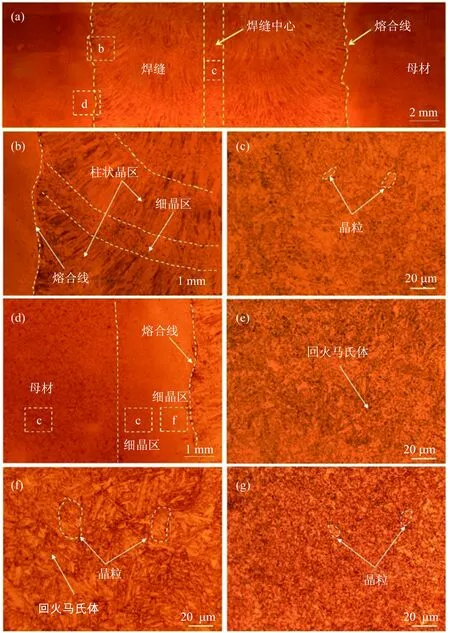
圖3 焊接接頭的宏觀組織(a)和焊縫(b)、焊縫中心細晶區(c)、熱影響區(d)、母材(e)、粗晶區(f)、 細晶區(g)的顯微組織Fig.3 Macrostructure of welded joints(a) and microstructures of WM(b), FGZ of the welded center (c), HAZ (d),BM (e),CGZ (f),FGZ (g)
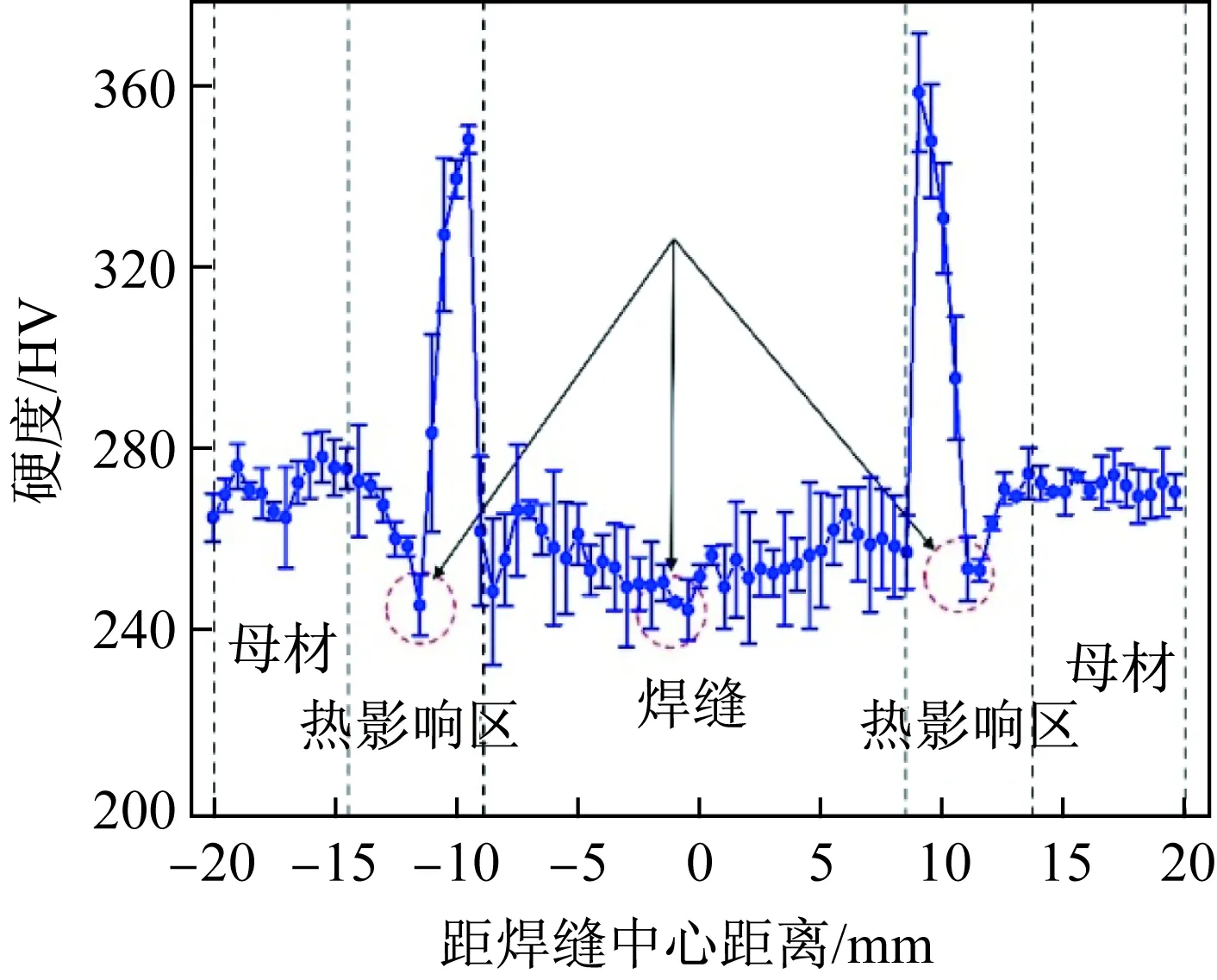
圖4 焊接接頭的顯微硬度Fig.4 Micro- hardness across the welded joint
圖6為不同溫度拉伸試驗后試樣的斷口微觀形貌。由圖6(a)~6(d)可以看出,拉伸試樣均為韌性斷裂,斷口的主要特征為等軸韌窩,部分韌窩中可見到顆粒,且高溫拉伸試樣的大尺寸韌窩的比例比室溫拉伸試樣的更高。由圖6(e)~6(f)可見,350 ℃拉伸的試樣除了等軸韌窩這一明顯特征外,還在斷口處觀察到一定數量的孔洞,該類空洞深且大,尺寸遠遠超過周圍的韌窩,部分孔洞中還可觀察到第二相粒子的存在。此外所有溫度下的拉伸試樣均斷在了焊縫中心的細晶區處,這是由于焊縫中心的硬度為整個接頭的最低值,易成為整個接頭的薄弱環節。

圖5 焊接接頭的屈服強度、抗拉強度(a)和斷面收縮率、斷后伸長率(b)隨試驗溫度的變化Fig.5 Variation of yield strength, tensile strength (a) and reduction in area, elongation (b) of the welded joint with test temperature

圖6 室溫(a)、100 ℃(b)、300 ℃(c)和350 ℃(d~f)拉伸試驗后試樣的斷口微觀形貌Fig.6 Fracture morphologies of the specimens after tensile testing at RT(a), 100 ℃(b), 300 ℃(c) and 350 ℃(d~f)
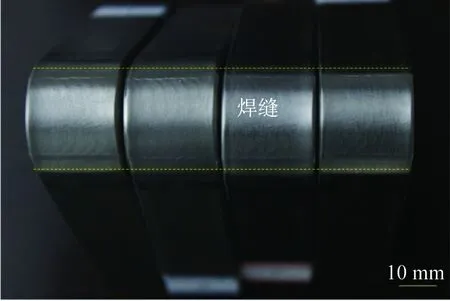
圖7 試樣抗彎試驗后的宏觀照片Fig.7 Macrograph of the specimens after bending test
2.3 抗彎性能
圖7為抗彎試驗后試樣的宏觀照片。由側彎試驗結果可見,4片寬度為20 mm的側彎試樣上均未出現裂紋,表明焊接接頭的抗彎性能合格。
2.4 沖擊性能
圖8為焊縫中心的韌脆轉變溫度曲線。通過擬合計算不同溫度下焊縫中心沖擊試樣的脆性斷口率,以脆性斷口率為50%時對應的溫度作為韌脆轉變溫度,得到焊縫中心的韌脆轉變溫度FATT為-17.0 ℃,這與文獻中焊接接頭焊縫的韌脆轉變溫度較為接近[13],說明擬合得到的韌脆轉變溫度是準確且合理的。

圖8 焊接接頭焊縫中心的韌脆轉變溫度曲線Fig.8 Ductile- brittle transition temperature curve of the welded center
表3為室溫下母材、焊縫中心、焊縫1/4處及熱影響區的沖擊吸收能量,可以看出室溫下母材的沖擊性能明顯優于焊縫1/4處。母材及焊縫1/4處的沖擊吸收能量均比較穩定,分別為252.4和43.8 J。熱影響區的沖擊吸收能量數據較為分散,最大及最小沖擊吸收能量分別為6號試樣的293.8 J和3號試樣的56.3 J,因此選取了4個具有代表性的沖擊試樣(2、3、6、8號),觀察其斷口附近的組織特征。如圖9所示,4個試樣在沖擊過程中均發生了斷裂路徑的偏轉,2號試樣偏向了焊縫的柱狀晶區,3號試樣則完全沿焊縫的熔合線發生斷裂,6號試樣偏向了母材,8號試樣斷裂的路徑一部分位于焊縫柱狀晶區,而另一部分則沿焊縫的熔合線。對比可知熱影響區沖擊試樣的斷裂路徑不同是造成其沖擊性能差別較大的原因。
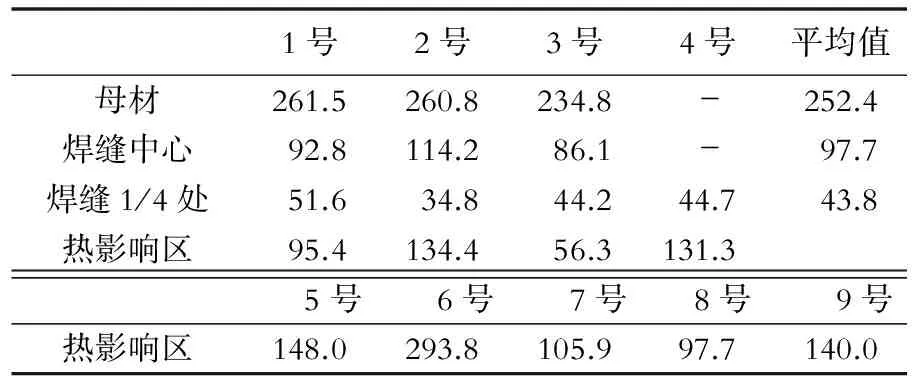
表3 室溫下母材、焊縫中心、焊縫1/4處及熱影響區的沖擊吸收能量Table 3 Impact energies of the BM, welding center, 1/4 WM and HAZ at room temperature J
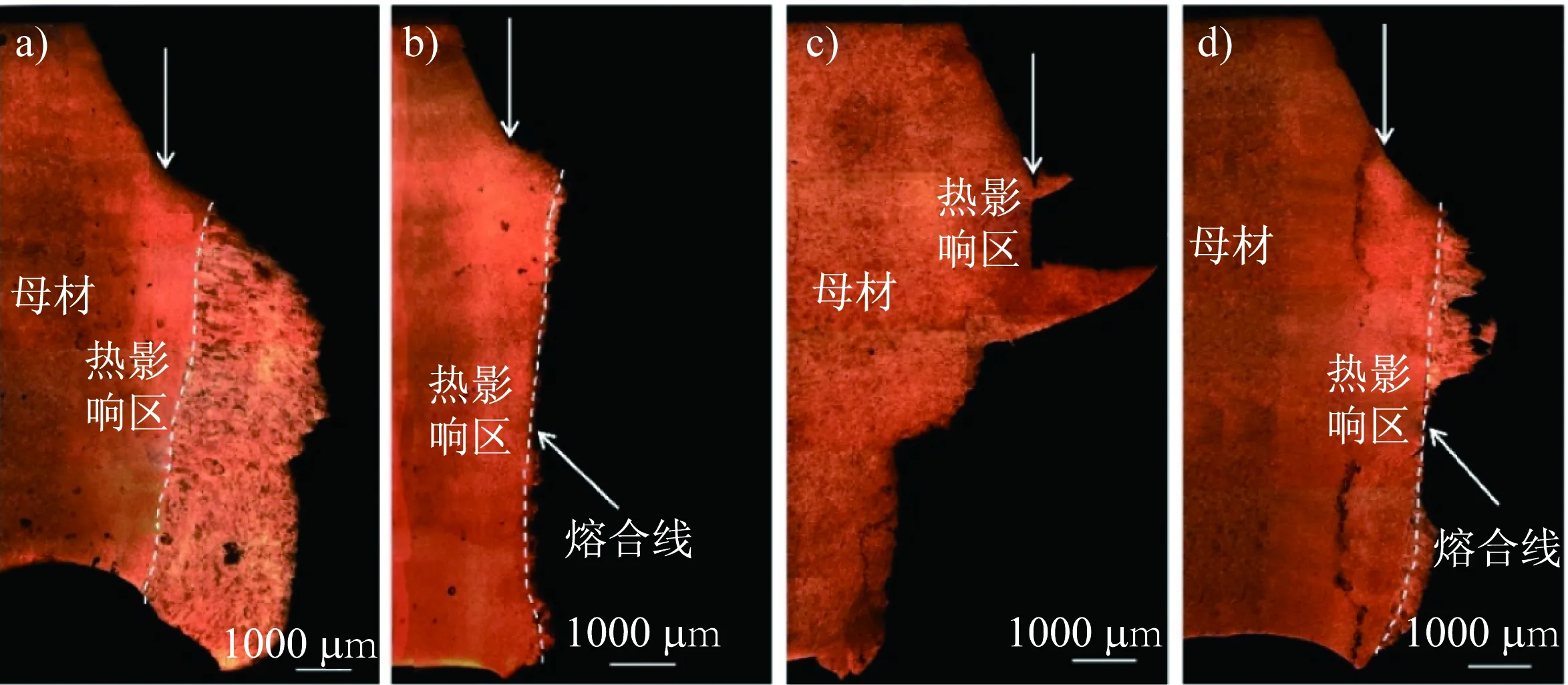
圖9 熱影響區沖擊試樣斷口附近的光鏡圖片(白色箭頭為缺口位置)Fig.9 Optical images of location near the fracture of the impact specimen in HAZ (the white arrow represents the notch position)
圖10為缺口在焊縫中心的試樣在不同溫度沖擊試驗后的斷口微觀形貌。可以看出,在-60 ℃時(見圖10(a)),斷口特征全部為解理平面;在0、20 ℃時,斷口特征變為韌窩與解理平面同時存在,且隨著溫度的降低,韌窩的數量和尺寸均減小(見圖10(b)~10(c))。在60 ℃時,斷口特征全部為撕裂型韌窩(見圖10(d))。隨著溫度由60 ℃降低到-60 ℃,沖擊試樣的斷裂類型由韌性斷裂轉變為準解理斷裂最后變為解理斷裂,所以導致沖擊吸收能量逐漸降低。
3 結論
(1)焊接接頭在室溫下的屈服強度和抗拉強度值最大,約為730和790 MPa,斷后伸長率約為15%,斷面收縮率約為68%。隨著試驗溫度的升高,屈服強度和抗拉強度逐漸降低。但當溫度高于200 ℃時逐漸趨于穩定,斷后伸長率小幅度增加,但在300 ℃時明顯降低,而斷面收縮率隨溫度的升高無明顯變化。不同溫度下試樣均斷裂在焊縫中心。
(2)室溫下母材的沖擊吸收能量最高,均值約250 J,焊縫中心和1/4處的沖擊吸收能量均值分別約97和44 J,熱影響區的沖擊吸收能量分散性較大,在56~293 J內波動,這主要是由裂紋的擴展路徑產生偏折導致的。

圖10 在-60 ℃(a)、0 ℃(b)、20 ℃(c)、60 ℃(d)沖擊試驗后下焊縫中心試樣的斷口形貌Fig.10 Fracture morphologies of the impact specimen taken from the welded center after impact testing at temperatures of -60 ℃(a),0 ℃(b),20 ℃(c) and 60 ℃(d)
(3)焊縫中心處的沖擊吸收能量隨試驗溫度的降低而減小,沖擊試樣的斷裂類型由韌性斷裂轉變為準解理斷裂最后變為解理斷裂,其韌脆轉變溫度為-17 ℃。焊接接頭的抗彎性能符合設計要求,表明基于多層多道技術的埋弧焊工藝是一種適合NiCrMoV轉子鋼的焊接方法。
致謝:
本文受上海市科學技術委員會科研計劃項目資助(No.13DZ1101502),謹以此致謝!
[1] DINCER I. Renewable energy and sustainable development: a crucial review[J]. Renewable and Sustainable Energy Reviews, 2000, 4 (2): 157- 175.
[2] 牛玉靜,馮文吉,蔣成虎,等.汽輪機轉子葉片斷裂原因分析[J].上海金屬,2012,39 (1): 65- 69.
[3] 劉鵬,蘆鳳桂,劉霞,等. 高溫條件下NiCrMoV轉子鋼焊接接頭的高周疲勞性能研究[J].上海金屬, 2013, 35 (3): 31- 35.
[4] LU F G, LIU P,JI H J,et al. Dramatically enhanced impact toughness in welded 10% Cr rotor steel by high temperature post- weld heat treatment [J].Materials Characterization, 2014, 92(6): 149- 158.
[5] 丁凱,霍鑫,姬慧君,等. 夾雜物對F92/F22異種鋼焊接接頭沖擊性能的影響[J].上海金屬, 2016, 38 (4): 31- 35.
[6] 李軼非,蔡志鵬,湯之南,等. 焊接接頭低周疲勞性能薄弱區轉移[J].清華大學學報(自然科學版), 2015, 55 (10): 1056- 1060.
[7] WEI Y H, QIAO S F, LU F G, et al. Failure transition mechanism in creep rupture of modified casting 9Cr- 1.5 Mo- 1Co welded joint [J]. Materials & Design, 2016,97 : 268- 278.
[8] 李軼非,王梁,吳建棟,等. NiCrMoV耐熱鋼貝氏體焊縫韌性薄弱區的確定[J].機械工程學院, 2013,49(4): 83- 88.
[9] 蔡志鵬,黃欣泉,潘際鑾,等.汽輪機焊接轉子接頭殘余應力研究一:25Cr2Ni2MoV鋼核電轉子模擬件熱處理前后殘余應力的對比[J].熱力透平, 2011, 40 (3): 159- 164.
[10] 沈紅衛,王思玉,劉霞.新焊接轉子材料25Cr2Ni2MoV鋼的試制及其性能試驗[J].熱力透平, 2008, 37 (3): 149- 152.
[11] 和平安,樊丁,趙海燕,等. 25Cr2Ni2MoV鋼焊接接頭中焊縫及母材的熱膨脹特性[J].金屬熱處理, 2012, 37 (3): 14- 16.
[12] 李明,侯勇,張玉紅.JMatPro輔助的25Cr2Ni2MoV鋼焊接性分析試驗[J].熱加工工藝, 2016, 45 (15): 229- 232.
[13] LIN R Q, CUI H C, LU F G ,et al. Study on the microstructure and toughness of dissimilarly welded joint of advanced 9Cr/CrMoV [J]. Journal of Materials Research, 2016,31(22): 3597- 3609.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
