大型復(fù)雜鑄件砂芯排氣工藝探討
2018-04-09 07:59:38畢海香楊恒遠(yuǎn)于建忠盧彬彬李永剛
中國(guó)鑄造裝備與技術(shù) 2018年2期
畢海香,楊恒遠(yuǎn),于建忠,盧彬彬,李永剛
(濰柴重機(jī)股份有限公司,山東濰坊 261108)
澆注時(shí)砂芯的部分表面被液態(tài)金屬包圍,砂芯在高溫鐵水的作用下,由于水分蒸發(fā)及有機(jī)物揮發(fā)、分解和燃燒,在澆注后很短時(shí)間內(nèi)會(huì)產(chǎn)生大量氣體[1]。隨著氣體膨脹,氣體量增加和氣體溫度的升高,會(huì)形成很大的氣體壓力。如果排氣通道不暢通,氣體來(lái)不及全部逸出,一部分氣體就有可能侵入金屬液中,形成氣孔類(lèi)鑄造缺陷,嚴(yán)重時(shí)導(dǎo)致鑄件報(bào)廢[2]。所以解決砂芯排氣問(wèn)題是鑄造工藝設(shè)計(jì)以及鑄件質(zhì)量提升過(guò)程中的重點(diǎn),同時(shí)也是難點(diǎn)。
1 傳統(tǒng)砂芯排氣方式及局限性
在澆注過(guò)程中,為使砂芯中的氣體能順利而迅速地從芯頭排出,砂芯中必須留有通氣孔道。目前生產(chǎn)過(guò)程中主要有以下幾種砂芯排氣方式:
(1)大尺寸砂芯在芯盒內(nèi)設(shè)置掏空塊。但受砂芯結(jié)構(gòu)以及芯盒開(kāi)模方式等所限,設(shè)置局限性大。掏空塊尺寸大,影響周?chē)旧暗木o實(shí)度以及吃砂量;掏空塊尺寸小,砂芯排氣性、退讓性差,效果不理想。
(2)對(duì)于長(zhǎng)條砂芯在芯盒內(nèi)設(shè)置排氣針。但對(duì)芯盒結(jié)構(gòu)要求較高,有弧度或拐角的地方難以做成整體排氣針;做成分段排氣針時(shí),不能保證排氣針相互連接,形成完整的排氣通道。
(3)對(duì)于細(xì)薄且形狀復(fù)雜的砂芯,制芯時(shí)在芯盒內(nèi)預(yù)埋蠟線、泡沫塑料等介質(zhì)。排氣介質(zhì)在澆注過(guò)程中受熱快速氣化,形成砂芯中的排氣通道[3]。但為了將砂芯中的氣體引至型外,還需要在外型上預(yù)埋泡沫塑料以及排氣棒,同時(shí)還需要在上型對(duì)應(yīng)位置手工鉆孔從而形成向外的排氣通道,操作繁瑣。
(4)采用手工電鉆增加排氣孔準(zhǔn)確度難以保證,可能會(huì)鉆偏導(dǎo)致砂芯報(bào)廢。對(duì)于多層砂芯累加的鑄件,也不能保證上下層砂芯的排氣通道能完全對(duì)準(zhǔn)。
2 我廠當(dāng)前砂芯排氣工藝
近年來(lái),我廠的大型鑄件較多,如大機(jī)系列機(jī)體、前后蓋等內(nèi)腔復(fù)雜鑄件,而且都是樹(shù)脂自硬砂手工制芯方式。在生產(chǎn)過(guò)程中解決砂芯排氣問(wèn)題主要通過(guò)制芯時(shí)在芯盒內(nèi)放置芯骨,芯骨上纏繞通氣繩,如圖1所示。但效果不理想,鑄件表面的氣孔類(lèi)缺陷較多,即使采取了傾斜澆注、提高澆注溫度等措施也無(wú)法徹底解決。分析其原因?yàn)椋荷靶局须m然預(yù)埋了通氣繩,但砂芯固化后通氣繩極易被芯砂壓緊壓扁,排氣效果將會(huì)大大減弱。另外,砂芯中產(chǎn)生的氣體沒(méi)有合適通道排至型外,大部分還滯留在型腔內(nèi),在澆注過(guò)程中容易和鐵水接觸從而造成氣孔以及其它鑄造缺陷。

圖1 預(yù)埋通氣繩
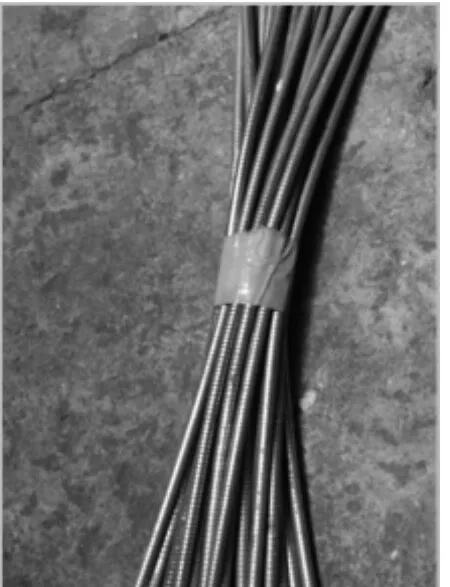
圖2 金屬軟管實(shí)物圖
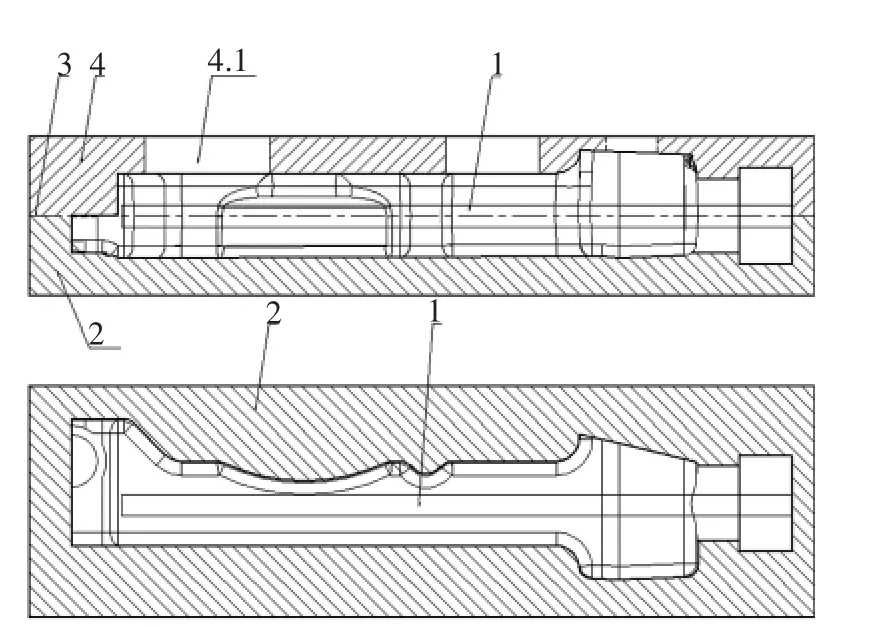
圖3 制芯過(guò)程1-1#金屬軟管 2-下芯盒 3-分芯面 4-上芯盒 5-填砂口

圖4 芯盒內(nèi)金屬軟管圖示
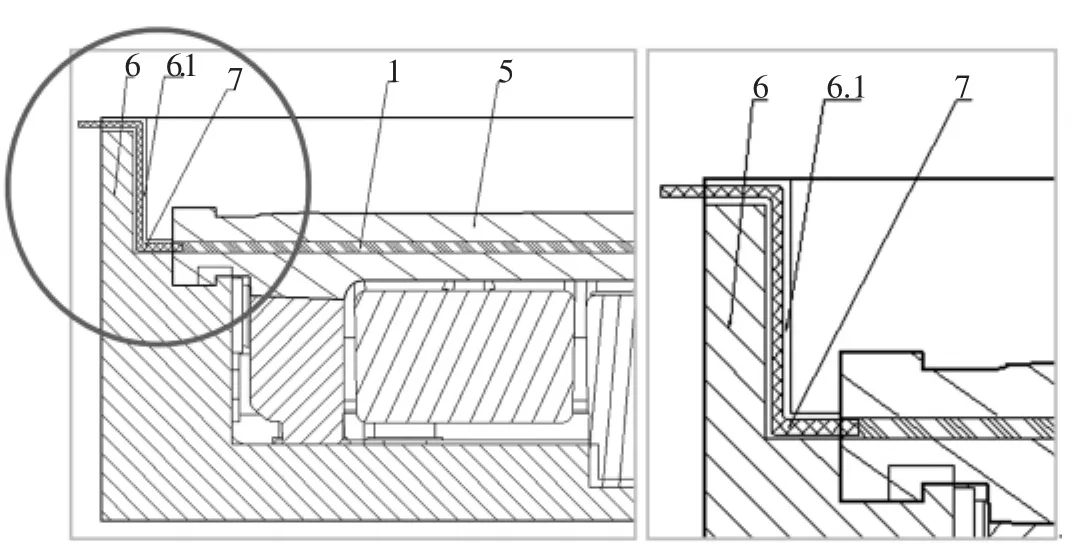
圖5 研箱過(guò)程1-1#金屬軟管 5-砂芯 6-下砂型 6.1-排氣槽 7-2#金屬軟管
3 砂芯排氣新工藝
砂芯排氣新工藝就是砂芯中預(yù)埋金屬軟管,芯頭處再連接金屬軟管引至鑄型外,形成一條由內(nèi)向外的完整通暢的排氣通道。
圖2為金屬軟管實(shí)物圖,有不同的規(guī)格尺寸。金屬管為柔性管,制作砂芯時(shí)可隨芯盒的形狀彎曲,不受芯盒結(jié)構(gòu)限制,適用性強(qiáng)。同時(shí)金屬軟管由帶狀金屬螺旋纏繞形成的,其一環(huán)與一環(huán)之間有間隙,管壁具有透氣性。在阻隔芯砂進(jìn)入金屬管腔的同時(shí),砂芯中產(chǎn)生的氣體可以通過(guò)管壁間隙進(jìn)入金屬軟管由中間通道排出。
砂芯排氣新工藝主要涉及制芯過(guò)程和研箱過(guò)程,詳見(jiàn)圖3、5。具體步驟如下:
(1)制芯過(guò)程如圖3所示:首先在下芯盒中填砂,當(dāng)芯砂到達(dá)上下芯盒分芯面附近時(shí)放置1#金屬軟管,注意1#金屬軟管的一頭要緊貼下芯盒中芯頭側(cè)壁。然后合上上芯盒,從上芯盒的填砂口繼續(xù)填砂緊實(shí)。固化好后取出砂芯,從砂芯芯頭處可以看到1#金屬軟管1。圖4為某芯盒中金屬軟管實(shí)物圖示,確保其一端放置在芯頭端壁處。
(2)研箱過(guò)程如圖5所示:從砂芯芯頭處接2#金屬軟管,其中2#金屬軟管比1#金屬軟管的直徑稍小點(diǎn),確保2#金屬軟管可以插到1#金屬軟管中間通道內(nèi),防止2#金屬軟管掉落。2#金屬軟管的其余部分隨形放置在下鑄型側(cè)壁的凹槽內(nèi),2#金屬軟管的另外一頭引到型外,并用芯砂/型砂填平。圖6為現(xiàn)場(chǎng)研箱過(guò)程,芯頭處連接金屬軟管引至型外。
利用金屬軟管形成砂芯排氣通道的新工藝尤其適用于(1)無(wú)上芯頭的砂芯,其無(wú)法通過(guò)上芯頭從上型排氣;(2)結(jié)構(gòu)復(fù)雜或者有薄弱結(jié)構(gòu)的長(zhǎng)砂芯。目前我廠采取金屬軟管排氣新工藝有效解決了前后蓋、中冷器殼體等內(nèi)腔復(fù)雜鑄件的嗆孔缺陷。
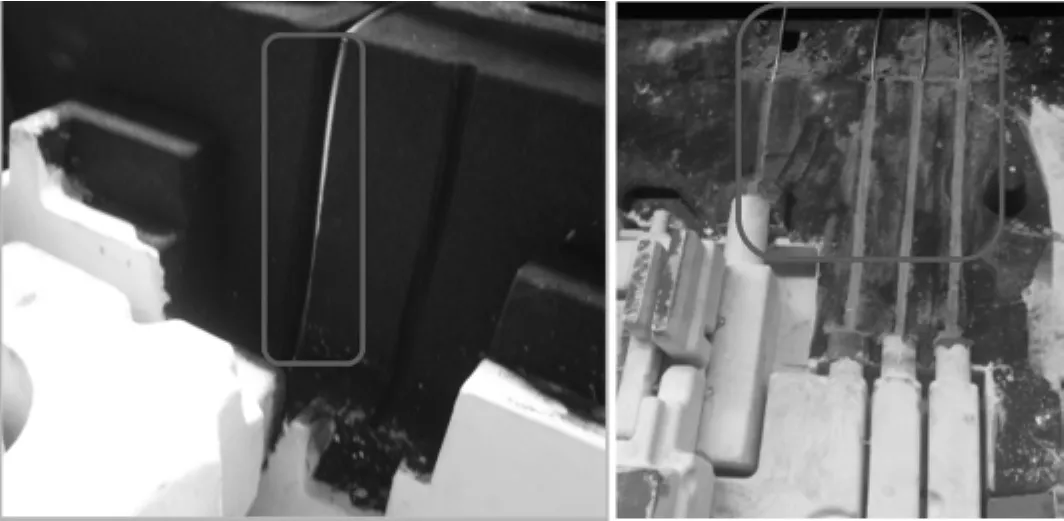
圖6 芯頭處接金屬軟管引至型外
4 結(jié)論
采取金屬軟管來(lái)解決砂芯排氣的新工藝,操作靈活方便,無(wú)需考慮芯盒結(jié)構(gòu)的復(fù)雜程度。金屬軟管具有耐壓性,保證了砂芯中產(chǎn)生的氣體能沿著金屬軟管的中間通道排出。研箱時(shí)從芯頭處再連接金屬軟管引到型外,形成一條由內(nèi)向外的完整通道,確保砂芯中產(chǎn)生的氣體能順利排到型外,避免氣體滯留在型腔內(nèi)。
參考文獻(xiàn):
[1] 中國(guó)機(jī)械工程學(xué)會(huì)鑄造分會(huì).鑄造工藝[M].第二版.北京:機(jī)械工業(yè)出版社,2003:181.
[2]畢海香,楊恒遠(yuǎn),盧彬彬,等.高牌號(hào)灰鐵前端箱體質(zhì)量提升[J].中國(guó)鑄造裝備與技術(shù),2017(6):44-47.
[3]何春華,林海強(qiáng),崔煒,等.大型鑄件砂芯的排氣措施[J].鑄造,2013,62(1):73-74.