淺析虛擬找正在聯軸器找正中的應用
2018-04-02 07:29:42王新華曹艷艷
科技視界 2018年3期
王新華 曹艷艷
(1.中車大連機車車輛有限公司質量保證部,遼寧 大連 116021;2.中車大連機車車輛有限公司城軌技術開發部,遼寧 大連 116021)
0 引言
聯軸器連接兩軸,使兩軸共同旋轉以傳遞運動和轉矩,廣泛應用于起重、礦山、船舶及其它重機行業。對于大型設備來說,裝配、檢修作業環境差,設備起吊、調整困難,設備需多次調整,方能使聯軸器找正,重復作業給裝配人員增加勞動強度且產生安全隱患。因此對于大型設備的聯軸器找正,避免重復作業,尤為重要。
本文從函數角度分析了聯軸器找正原理和計算方法,進行虛擬找正,依據虛擬找正結果把設備在有限次數內調整到位。下文分別闡述設備裝配過程中函數計算方法、虛擬找正過程分析、找正方法及步驟等內容。
1 從函數角度分析聯軸器找正時的計算方法
聯軸器找正時的偏移情況可分為以下 a、b、c、d四種情況(見圖1),聯軸器處于后3種情況時都不正確,b、c、d情況均需要進行找正,直到獲得 a情況為止。在聯軸器的調整過程中,理想化的狀態是兩個半聯軸器的端面處于絕對平行狀態,同時兩個半聯軸器的端面的中心線絕對在同一軸線上,實際調整過程中幾乎不可能達到,因此,在聯軸器的安裝調整過程中允許存在誤差。聯軸器的形式有多種多樣,不同形式和不同規格的聯軸器同軸度和端面間隙要求也不相同,調整前需核實聯軸器形式、規格,確定同軸度和端面間隙的調整標準。
從函數角度分析(見圖2),延長主動軸半聯軸器中心線,從動軸上安裝百分表(B)測量主動軸半聯軸器,主動軸上安裝百分表(A)測量從動軸半聯軸器。
過百分表 (A)點做從動軸半聯軸器中心線的垂線,交點 A;過百分表(B)點做從動軸半聯軸器中心線的垂線,交點B;以從動軸半聯軸器中心線為x軸,以過A點的垂線為Y軸,A點為原點。主動軸半聯軸器中心線,可看成一次函數 y=k·x+b。
假設:百分表(A)讀數為 A;百分表(B)讀數為 B
百分表(A)、(B)在 0°、270°位置時,表值調 0,使兩個半聯軸器同時轉動 180°。
百分表讀數的一半:A/2、B/2,即為主動軸半聯軸器中心線相對從動軸聯軸器中心線在A、B兩點的徑向位移。
百分表讀數之差:A/2一B/2,通過三角函數計算,可得出聯軸器偏斜角度θ,即主動軸中心線相對從動軸中心線的傾斜角:θ=arctan((A-B)/2AB)
將 A/2、B/2, 代入一次方程 y=k·x+b則 A/2=b;B/2=k×AB+b
則 k=(B/2-A/2)/AB=(B-A)/2AB;b=A
主動軸半聯軸器中心線,可看成一次函數 y=(BA)/2AB·x+A
則 C點數值:C=(B-A)/2AB×AC+A
D 點數值:D=(B-A)/2AB×AD+A

圖1 聯軸器找正時的偏移情況
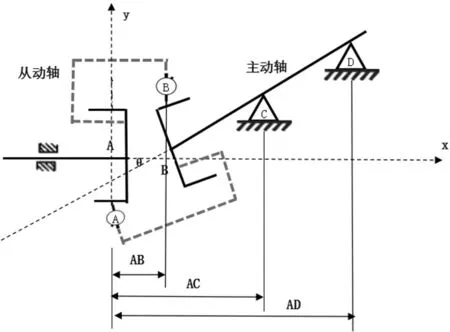
圖2 分析示意圖(函數角度)
如圖2所示,為了要使主動機上的半聯軸器和從動機上的半聯軸器同軸,則必須在主動機的支腳C底下,減掉厚度為C mm的墊片,而在支腳D底下減掉厚度為D mm的墊片。
因一次函數其特性,其函數是一條直線,可直接通過示意圖推斷出主動軸聯軸器中心線相對位置,如圖3中所示,在測得A、B值的情況下,連接A、B兩點構成直線,并延伸與C點垂線、D點垂線相交,直線與垂線相交所得數值,即為支腳C、支腳D的所需加、減墊片的厚度。
2 虛擬找正過程分析
找正后的C、D兩點構成直線,并延伸與B點垂線、A點垂線相交,所得的A、B值即為百分表(A)、百分表(B)的測量值。
2)核實虛擬調整后的 A、B值、A一 B值是否都在允許的公差范圍內(見圖3中的標準界限)
3)如不在,需重新匹配墊片厚度,重復上述虛擬操作,直至A、B值、A一B值都在允許的偏差范圍內為止,再進行實物找正。
4)虛擬找正方法可通過虛擬匹配的墊片厚度預測復核結果,最大限度減少重復作業。
3 聯軸器找正方法及步驟
聯軸器找正前提:從動設備調整到位,主從動設備完成粗調。聯軸器找正是對聯軸器進行微調,保證聯軸器的徑向偏差和傾斜偏差在允許的公差范圍內。現以圖2中的兩聯軸器即不平行也不同心的彈性圓柱銷聯軸器為例闡述聯軸器找正方法及步驟。
如彈性圓柱銷聯軸器:徑向位移r≤0.06mm,偏斜角度 θ≤0.029°假設兩個百分表(A)(B)之間的距離AB=100mm。 帶 入 公 式 :|A|≤2r,|B|≤2r;|A 一 B|≤2AB×tanθ
則 |A|≤0.12mm,|B|≤0.12mm;|A 一 B| ≤0.10mm
3.1 調定基準的確定
在設備安裝過程中,在從動設備調整到位后,從動設備輸入軸的位置便被確定,在后續的安裝過程中,
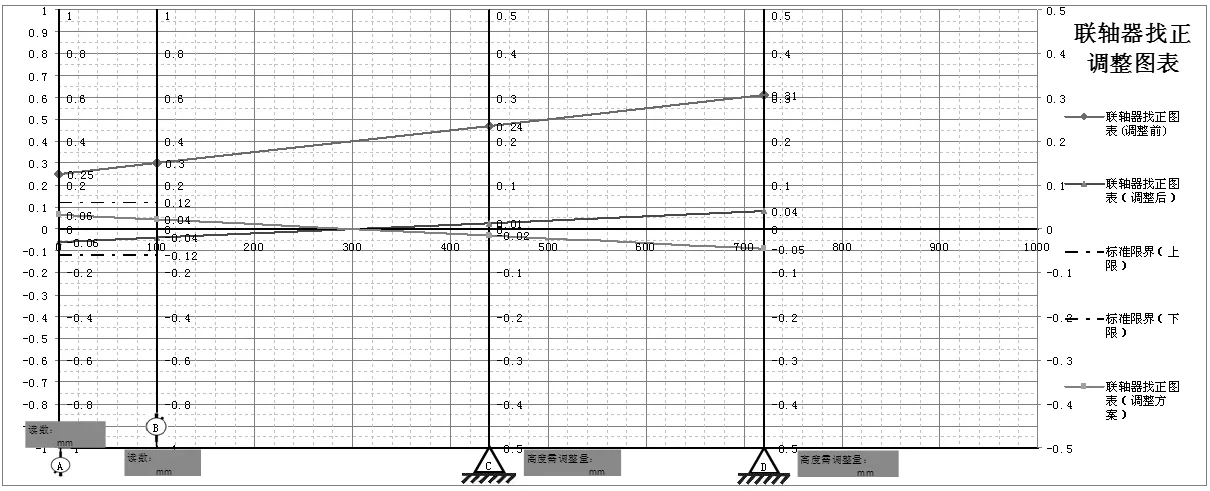
圖3 聯軸器找正調整圖表
前文所述,主動軸半聯軸器中心線相對從動軸聯軸器中心線在 A、B兩點徑向位移偏差 r:A/2、B/2
允許聯軸器偏斜角度偏差 θ:arctan((A-B)/2AB)。
為操作方便,可對公式進行變換:
|A|≤2r;|B|≤2r
|A 一 B|≤2AB×tanθ
在聯軸器的調整過程中,理想狀態下,兩個支腳減掉上述規定厚度墊片,在現場的實際調整過程中幾乎不可能達到。由于墊片厚度、規格的限制,多數情況下,無法匹配規定厚度的墊片,所以在聯軸器的安裝調整過程中,需盡量匹配出接近規定厚度的墊片。
1)如圖 3中 “聯軸器找正圖表 (調整方案)”所示,在C點、D點虛擬減去匹配厚度的墊片,連接虛擬其位置是固定、不變的。所以聯軸器的找正、測量與調整都必須以從動設備輸入軸為調定基準。
3.2 聯軸器的測量與計算、虛擬找正、實物找正及復核檢測
3.2.1測量與計算
測量:使用直尺、厚薄規將兩聯軸器找正后,按規定力矩把緊各支腳螺栓,使用1或2個彈性套柱銷將兩半聯軸器相聯結,使其能同步轉動,將兩個百分表分表按圖2所示裝好,從動軸上安裝百分表(B)測量主動軸半聯軸器,主動軸上安裝百分表(A)測量從動軸半聯軸器。測量前,把百分表桿調至一定量程處(使表針可伸、可縮)。 百分表在 0°、270°位置時,百分表(A)、(B)分別調 0,按設備旋轉方向將調整軸轉動 180°,記錄百分表(A)、(B)讀數A、B值。注意調整軸轉一圈時百分表應恢復原位(0位),如其不歸零,查找原因、并解決后,重新安裝百分表,再次進行測量。
計算:如圖 3所示,假設百分表(A)、(B)讀數 A=0.25mm 、B=0.3mm,將百分表讀數 A、B值輸入“圖 3聯軸器找正調整圖表”,連接 A、B兩點構成直線,并延伸與C點垂線、D點垂線相交,直線與垂線相交所得數值 C=0.24mm、D=0.31mm。即支腳 C應減掉 0.24mm的墊片,支腳D應減掉0.31mm的墊片。如圖3中的“聯軸器找正圖表(調整前)”所示。
3.2.2虛擬找正
1)匹配墊片厚度
由于墊片厚度、規格的限制,無法匹配規定厚度的墊片,現匹配出接近規定厚度的墊片。C支腳需0.24mm的墊片,匹配0.25mm的墊片;支腳D需0.31mm的墊片,匹配0.35mm的墊片。
2)虛擬找正及判定
C點虛擬減掉0.25mm的墊片,D點虛擬減掉0.35mm的墊片,則C=-0.02mm ,D=-0.05mm。連接C、D兩點構成直線,并延伸與B點垂線、A點垂線相交,直線與垂線相交所得數值A=0.06mm、B=0.04mm,A-B=0.02 。 符合標準:|A|≤0.12mm,|B|≤0.12mm;|A一B|≤0.10mm,虛擬調整方案可行。虛擬找正后的圖表見圖3中的“聯軸器找正圖表(調整方案)”。
3)如虛擬調整后,A、B值、A-B值不在允許的公差范圍內,需重新虛擬匹配墊片厚度,重復上述虛擬找正方法,直至A、B值,A-B值在允許的公差范圍內為止。
3.2.3實物找正及復核檢測
根據虛擬找正結果,在支腳C減去0.25mm的墊片,支腳D減掉0.35mm的墊片,按規定力矩把緊支腳螺栓后,重復3.2.1的測量步驟,復核檢測,得出A=-0.06,B=-0.04,A-B=-0.02。 符 合 標 準 : |A|≤0.12mm,|B|≤0.12mm;|A 一 B|≤0.10mm。 其 值 在 允許的公差范圍內。如A、B值、A-B值不在允許的公差范圍內,需依據復核所得的A、B值,再次進行計算、虛擬找正、實物找正、復核檢測。直至 A、B測量值、A-B值在允許的公差范圍內為止。找正后的圖表見圖3中的“聯軸器找正圖表(調整后)”。
3.2.4在水平方向上對兩個半聯軸器進行調整。
以相同的找正方法及步驟同樣可在水平方向上對主動設備進行調整,與垂直方向調整方法不同之處在于,不調整支腳C和支腳D處的墊片厚度,而在水平方向上把支腳C和支腳D進行調整。
4 結語
從函數角度,采用虛擬找正分析聯軸器找正原理和計算方法,通過聯軸器的測量、計算、虛擬找正、實物找正、復核檢測,可把裝配、檢修作業環境差的大型設備的聯軸器在有限次數內找正,避免重復作業,減輕工人勞動強度,最大限度減少安全隱患,有效提高經濟效益。
【參考文獻】
[1]程大先.機械設計手冊[M].北京:化學工業出版社,2000.
[2]程協瑞.通用機械設備安裝工程[M].北京:中國計劃出版社.1997.
[3]王建國.聯軸器的找正方法[期刊論文]-科技情報開發與經濟.2001,11(4).
[4]曹文海.聯軸器找正的方法與步驟[期刊論文].問題探討,2007.06(18).