薄壁零件加工工藝的研究與優(yōu)化
2018-03-30 08:24:32雷巧林
現(xiàn)代制造技術(shù)與裝備 2018年2期
關(guān)鍵詞:工藝
雷巧林
薄壁零件一般是指加工件的壁厚和輪廓尺寸之間的比例小于1:20的加工零件。其結(jié)構(gòu)有薄板型、薄壁筒型及薄壁箱型等,其具有重量輕、空間占用比較小等優(yōu)勢,被廣泛用于精密儀器、航空航天等尖端領(lǐng)域。薄壁零件的剛性一般較差、抗變形能力弱,因?yàn)樵诩庸み^程中的夾緊力、切削力、加工熱量及殘余應(yīng)力,很容易造成薄壁零件發(fā)生變形,良好合理的加工工藝對薄壁零件的加工質(zhì)量具有重要影響。
1 利用耳片改進(jìn)加工工藝
本文以薄壁零件為例,零件主輪廓尺寸如圖1、圖2所示,該零件結(jié)構(gòu)復(fù)雜,零件材料的去除率高達(dá)85%,要求加工精度高。根據(jù)該零件的加工要求,可以采取多種加工方案,但各方案均存在一定的精度及效率問題。第一種方案可采用五軸數(shù)控車床進(jìn)行加工,將零件要求的工藝凸臺進(jìn)行一次性加工,達(dá)到零件加工要求。此方案的缺點(diǎn)在于五軸機(jī)床加工成本較高,且要求操作技術(shù)水平較高。第二種方案采用三軸數(shù)控銑床進(jìn)行加工,采用專用夾具,以保證零件加工要求。該方案優(yōu)點(diǎn)在于加工成本低,但零件的薄壁容易發(fā)生變形,加工過程容易出現(xiàn)不穩(wěn)定造成精度降低,且加工效率較低。
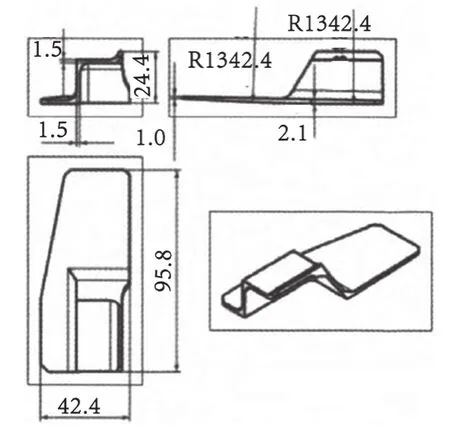
圖1 零件右側(cè)輪廓尺寸
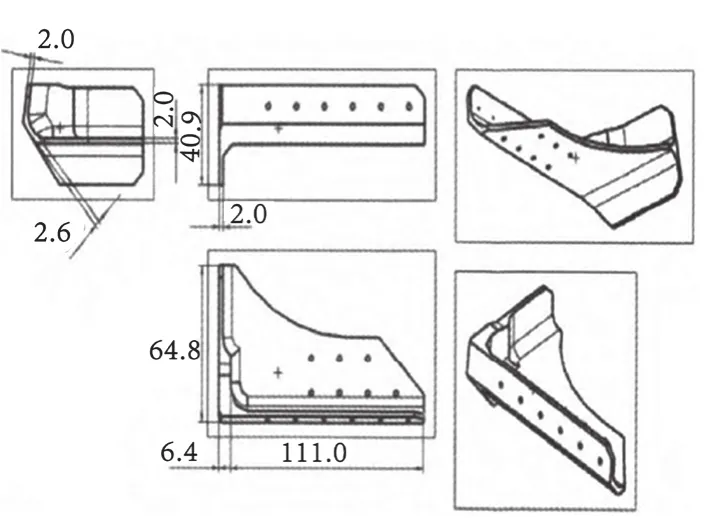
圖2 零件左側(cè)輪廓尺寸
綜合不同方案的優(yōu)缺點(diǎn),采用在毛坯料上設(shè)置工藝耳片的方案,通過耳片實(shí)現(xiàn)對零件的加工測量,既可以保證加工精度,又提升了加工效率、降低了加工成本,彌補(bǔ)了以上兩種方案的不足。該零件結(jié)構(gòu)較復(fù)雜,包括曲面、平面、孔等構(gòu)成,常規(guī)加工方案是采用專門夾具進(jìn)行夾持,先加工零件正面,再加工零件背面,該方法加工效率低且容易造成零件變形。對常規(guī)加工工藝進(jìn)行優(yōu)化,先是取體積輪廓大于零件的毛坯料,然后加工毛坯料上的定位表面,再圍繞零件去除多余材料,并保持正反面之間的筋板,保證零件不從毛坯上脫落。最后利用鉗具將零件從毛坯上取下,并進(jìn)行其他處理。
2 改進(jìn)型加工方案操作流程
2.1 毛坯處理
取比零件尺寸大的毛坯料,并設(shè)定工藝耳片,作為零件定位和測量的基準(zhǔn)。加工毛坯時,毛坯的上下表面都要進(jìn)行加工,且要保證表面粗糙度小于3.2μm,以作為找正、定位及測量標(biāo)準(zhǔn)。其他表面粗糙值要求小于6.3μm。工藝耳片大小取18~23mm,其尺寸取決于零件的尺寸,在保證零件被夾緊的前提下,盡量降低耳片尺寸,以減少用料量。
2.2 一次固定加工
將薄壁零件的毛坯料固定安裝在銑床的加工工作臺上,利用毛坯上已處理好的表面進(jìn)行定位,將壓板壓在工藝耳片上,對異形薄壁毛坯料進(jìn)行夾緊固定。然后根據(jù)圖紙上的尺寸及精度要求,對毛坯件上表面部位的異形薄壁部分進(jìn)行加工。
2.3 二次固定加工
將壓板松開,對零件進(jìn)行180°翻轉(zhuǎn),重新將壓板壓在工藝耳片上進(jìn)行加固。然后根據(jù)圖紙要求,對毛坯下表面部位的異形薄壁進(jìn)行加工,在這一加工過程中,需要留有能夠連接薄壁零件的上下部分的筋板,以保證零件不會從耳片上脫落下來,避免發(fā)生加工精度偏差。一般筋板厚度為 2~ 4mm。
2.4 后期處理
將加工后的毛坯和零件從銑床上取下,利用鉗具將零件與耳片進(jìn)行分離,并進(jìn)行一些必要的后期處理,去除多余的加工殘?jiān)瑢Ρ砻孢M(jìn)行進(jìn)一步的打磨,保證表面光滑度。
3 結(jié)語
本文對傳統(tǒng)正反面加工工藝進(jìn)行一定改進(jìn),以零件的最大輪廓尺寸為基準(zhǔn),在零件外輪廓設(shè)置工藝耳片,通過夾緊耳片,進(jìn)行基準(zhǔn)面的找正和定位,對異形薄壁零件進(jìn)行加工,并留有連接零件和毛坯件的筋板,最后利用鉗具去除筋板,將零件從毛坯上分離,完成異形薄壁零件的加工。該方法解決了異形薄壁零件加工變形的問題,在保證加工精度的前提下,既提高了加工效率,又降低了加工成本。
[1]雷立勇,張龍飛.高精度薄壁管零件的工藝優(yōu)化和加工技巧[J].金屬加工,2016,(2):34-36.
[2]崔建民.航空發(fā)動機(jī)鈦合金薄壁回轉(zhuǎn)件車削工藝研究[D].大連:大連理工大學(xué),2015.
[3]汪通悅.薄壁零件銑削穩(wěn)定性數(shù)值仿真及實(shí)驗(yàn)研究[D].南京:南京航空航天大學(xué),2010.
[4]王國強(qiáng).薄壁類內(nèi)花鍵齒輪零件的加工工藝優(yōu)化[J].新技術(shù)新工藝,2012,(10):82-84.
[5]李洋.薄壁零件的加工振動分析與加工工藝優(yōu)化對策[J].企業(yè)技術(shù)開發(fā),2016,(7):82-84.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
