船舶管路表面處理工藝淺談
2018-03-30 08:24:30龔挺
現代制造技術與裝備 2018年2期
龔 挺
隨著科技的發展,船舶制造技術也在不斷發展,船舶管路表面處理技術日趨成熟。本文重點梳理了當前船舶管路表明處理的相關技術知識,闡述了酸洗、鍍鋅、磷化、涂塑這三種主要船舶表面處理技術的要點與特點。
1 船舶管路酸洗工藝
酸洗是以一種化學清洗方法,是指利用化學反應,使用5%濃度值的稀鹽酸去除管路表明的油漬、氧化層、鐵銹等雜質。酸洗工藝主要應用于船舶的有燃油管路、潤滑油管路、潤滑油管路、壓縮空氣管路、制冷劑管路、油艙空氣、測量、注入孔及吸入口管路、主機淡水冷卻管路、鍋爐過熱蒸汽管、給水管、冷凝水管路等部位。船舶管路酸洗工藝流程如圖1所示。
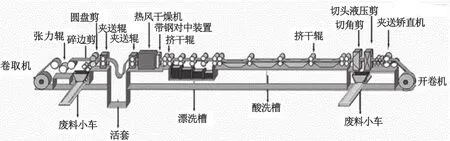
圖1 酸洗線工藝流程圖
1.1 前期清洗
在對管路進行酸洗之前,要先用水基清洗劑或柴油漂洗涂抹油封的管道,對于表面油污、銹蝕嚴重的管道可以采用其他方法處理。
1.2 浸泡除油
將經過前期清洗的管道完全浸入由磷酸三鈉(Na5P3O10)、氫氧化鈉(NaOH)、碳酸鈉(Na2CO3)混合而成的溶液中,排清管道內的殘余空氣。每隔20min將管道翻動一次,以確保管道內部得到徹底清洗。浸泡工序完成后,再將管道侵入溫度為50~70℃的流動水中,目的是沖洗掉管道表面殘留的混合溶液。
1.3 管路酸洗
采用類似于上個步驟的浸泡方式,將管道完全浸入濃度為5%的鹽酸溶液中。根據管道的銹蝕和污濁程度確定浸泡時間,以管道表面的油污、氧化層、鐵銹等雜質完全去除干凈為酸洗完成的標準。也就是說,當管道表面的氧化層、鐵銹等雜質變成附著力非常小的粉末狀,用抹布輕輕擦拭就可以去除時,就說明酸洗工序完成。
1.4 管路水洗
用清水沖洗經過酸洗處理的管道,以便去除管道表面和管道內部殘留的鹽酸溶液,然后將管道浸入碳酸鈉(Na2CO3)溶液中進行中和,中和時間大概為5~15min,去除管道表面pH值大于7的殘留堿性物。
1.5 管路吹干
將管道置于壓縮空氣或熱空氣中吹干,確保管道表面恢復為正常的灰白色。根據技術要求及時在管道表面涂抹保護油漆,用塑料封頭或布基膠帶密封在管道兩端,以免雜物進入管道內部。
2 船舶管路表面鍍鋅工藝
對船舶管路進行鍍鋅處理的目的是有效防止管道被腐蝕,延長管道的使用壽命。鋅是一種金屬,化學形式非常活潑,可溶于酸也可溶于堿,而干燥的鋅性質很穩定,基本不會發生變化,但在潮濕的空氣或水中容易被氧化,鋅被氧化后會在表面形成質地密實的一層白色氧化物和堿性碳酸鋅,保護內部的鋅不再繼續被氧化,因此可以利用這個原理在管道表面鍍鋅保護管道不被腐蝕。鍍鋅方法主要有熱鍍和電鍍兩種。熱鍍是指將經過前期處理的管道浸入融化的鋅浴中,使管道表面附著一層鋅和鋅的氧化物,熱鍍處理的管道表面的鋅層較厚,可達到60~180μm,且處理工序簡單,耗時短,因而被廣泛應用。船舶管路熱鍍鋅工藝主要被應用于船舶的消防水管路、艙底壓載管路、電纜管、排水管、測深管等部位。管道經過熱鍍鋅工藝處理時,應確保管道內部和表面的鋅層光滑,不能出現明顯的漏鍍、滴瘤、起皮等缺陷。敲擊管道測試,確認管道鍍鋅層沒有發生剝離現象,如果存在漏鍍問題,應該用噴涂富鋅涂料的方法進行修復。
3 船舶管路表面磷化工藝
在對船舶管路表面進行酸洗除銹處理后,為進一步減少船舶管路表面的銹蝕,就需要用到磷化工藝。磷化工藝是以酸洗工藝為基礎的一種防銹工藝。磷化+酸洗的處理工藝主要用于船舶的給水管路、蒸汽管路、凝水管路,特別是主輔機的淡水冷卻管路。當前,我國磷化工藝還不是很成熟,最明顯的缺陷在于管道經過磷化處理后,在噴涂油漆之前必須進行噴砂處理,不然會出現油漆脫落的問題。日本的磷化工藝相對比較成熟,其主要采用一種叫做PC400的溶液去除管道表面的軋制氧化皮(黑皮)、鐵銹、熔渣等雜質,去除后能夠起到短期防銹作用。相較于以往使用的硫酸和鹽酸,PC400的溶液可以縮減磷化工藝的工序,安全性更好,廢液處理更方便。使用考慮到作業工序的縮減、安全衛生方面、廢棄液體處理等因素開發此產品。PC400溶液可以同時達到除銹和短時間防銹的目的,只在一個溶液槽內完成,從而大大減少工作量,提高處理效率,同時,對管道原材料的影響較小,不會對管道鐵銹覆蓋基礎材質造成破壞,也不會腐蝕管道小孔,加工處理后的管道看起來更加美觀,表面均勻有光澤。處理面和涂裝準備兼備,可以在清洗后直接噴漆,無需進行噴砂處理,沒有引火、爆炸的危險。PC400溶液的使用方法:通常是將管道浸入PC400溶液中,經過一段時間后,再用布擦拭管道,可以除去輕度的銹和銹水。再將PC400的水溶液加熱到40~60℃,將管道浸泡在溶液中除銹,經過一段時間后拿起來讓其風干或用熱風吹干。如果需要達到長時間防銹的效果,就可以在對管路進行磷化處理后,在管道內部噴涂防銹油,再用橡膠墊片和鐵盲板封死管道內部,達到更理想的防銹效果。一般來說,在磷化處理完成后的3~6個月內不會發生銹蝕現象。
4 船舶管路涂塑工藝
涂塑工藝主要采用聚乙烯樹脂作為材料,聚乙烯樹脂的耐腐蝕涂覆性能優良,涂覆在管道上的聚乙烯樹脂具有良好的物理性質,具備長期可靠性能。涂塑工藝主要應用于船舶的海水管路、壓載水管路等部位。
4.1 涂塑工藝流程
第一,管道檢查,用眼睛觀察管道,確認管道的外形、焊接是否存在問題。第二,前期準備:先使用鋼砂對管道進行噴砂處理,去掉管道表面的氧化物、鐵銹、油污等異物。第三,加熱,用噴槍或加熱爐進行加熱,使用自動溫度調節計測量加熱溫度。第四,涂覆,根據管道的具體形狀、管道直徑選用加工裝置。第五,冷卻,確定管道內部和法蘭墊片面涂覆皮膜的熔融狀態,然后用水澆淋在管道表面進行冷卻。根據管道直徑、形狀選擇合適的冷卻水軟管。對冷卻水軟管上按照的水量調節桿進行調試,在進行冷卻工序時,確保冷卻至常溫。第六,精加工,用拋光設備對法蘭密封面進行拋光精加工。第七,檢查,用經過校正的專業檢測儀器檢查管道是否存在漏點。第八,外部油漆,根據圖紙的要求對檢查合格的涂塑管道進行外部油漆噴涂。第九,標識,在管道表面上標示管道信息。第十,打包出貨,對檢查合格的涂塑管道用膠合板密封起來,避免雜物進入管道內部,同時可以有效保護管道法蘭密封面的涂塑層。
4.2 涂塑工藝的優點
第一,涂塑工藝具有抗老化熱點,制作的高品質聚乙烯涂覆鋼管可以長期使用,沒有維修的必要。
第二,聚乙烯樹脂化學性質穩定,對化學腐蝕具有很強的抵抗能力,耐酸堿腐蝕,適用于各種應用。
第三,經過涂塑工藝處理的管道抗拉強度很強,抗拉機械性能和延展性能好、具備較強的粘附力和韌性,可有效防止涂覆層破裂、脫落。尤其是可以很好地抵抗應力腐蝕開裂。
第四,具有非常小的摩擦系數,涂覆層的摩擦系數很小,表面非常平滑,因此,具備極高的流體傳送速率。
第五,對海生物的附著有很好的抵抗性,沒有極性,與水的接觸角度小,因此,能夠附著在管道涂覆層上的海洋生物非常少。
第六,具有良好的絕緣性能,絕緣電阻大意味著有良好的防腐蝕性和高效的陰極保護。
第七,即使在零下40℃的環境下也不會發生退變和開裂。第八,涂覆層非常均勻,即使是在形狀復雜的管接頭或異型管到表面依然能保證不出現針孔等缺陷。
第九,沒有污染,不包含類似增塑劑這樣的可溶物,因此,不會對水體造成污染,保證流體的純度。
第十,耐氣候性好,在經過特殊的防氣候老化處理后,可有效抵抗陽光造成的紫外線降解。
4.3 涂塑管道的使用安裝注意事項
第一,避免敲擊、撞擊管道表面和法蘭表面。不要用銳利的金屬物或石頭放入管道內。在運輸管道的過程中,不要撞擊管道或彎曲管道,在開始安裝時才能去掉保護法蘭的膠合板。不要隨意移動保護層的法蘭連接管道,也不要用腳踩踏管道涂覆層,不能用鋼絲來吊裝管道,而是要用尼龍繩索貨吊帶來吊升外管道。第二,避免受熱,不能用燃氣噴嘴加熱聚乙烯。要向后移動足夠的距離才能進行焊接,小心避免管道涂覆層受到臨近焊接等熱源的影響,否則,涂覆層很可能被附近的焊接噴濺物破壞。以防萬一,可以在管道涂覆層上覆蓋一層十部。在對涂覆層管道進行焊接作業時,一定要在涂層上覆蓋一層濕布或其他覆蓋物,從而有效避免焊接噴濺物落在涂層上。第四,管道安裝注意事項,在安裝管道之前請務必確認管道涂覆層是否受到破壞,如有破壞應及時修復。使用墊板或支架,避免管道涂覆層受到過于集中的載荷而被破壞。在安裝管道時,要避免管道受到機械振動的直接作用,使用符合規格的螺栓,均勻用力擰緊螺栓,直到達到規定扭矩為止。在使用磨床或氣割器加工管道時,務必確保管道涂覆層不處于噴濺物下方,保障管道涂覆層不會直接受熱。
5 結語
本文簡單論述了幾種常見的船舶管路表面處理工藝,在具體作業時,應按照船舶管理的用途選擇相應的管路表面處理工藝,從而為船舶管路的正常運行提供最佳保障。
[1]周志遠,呂興飛.淺談船舶管路表面處理[J].農家科技(旬刊),2015,(6):347.
[2]林開進.船舶管路清洗新工藝的應用[J].中國修船,2008,21(6):15-17.
[3]趙旭凱.船舶管路表面處理相關淺談[J].城市建設理論研究(電子版),2015,(9):2510-2511.
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
艦船科學技術(2022年2期)2022-03-29 01:12:44
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
山東冶金(2019年6期)2020-01-06 07:45:54
船舶標準化工程師(2019年4期)2019-07-24 07:21:12
世界農藥(2019年2期)2019-07-13 05:55:12
中國船檢(2017年3期)2017-05-18 11:33:09
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
