渦扇發動機裝配脈動生產線分析
2018-03-30 08:24:29孫貴青
現代制造技術與裝備 2018年2期
孫貴青 趙 哲 王 彤
隨著航空制造技術的快速發展,在大涵道比渦扇發動機生產中采用裝配脈動生產線已成為世界主流的發展趨勢。渦扇發動機裝配脈動生產線主要針對主機組裝及外部附件、管路等安裝工作。
不同于汽車連續移動的流水生產線,脈動生產線根據節拍間斷式按固定裝配路線移動[1]。不僅節拍時間相對較長,而且當生產線出現異常情況時,允許生產節拍停頓或發動機下線。對于渦扇發動機這種批量較小、型號系列化及部件單元體化程度較高的產品裝配特點而言,更適合于脈動生產線模式。
相比傳統的固定站位式(停車場式)裝配模式,裝配脈動生產線具有效率高,縮短周期和裝配工時的特點;裝配工作地環境和工人操作強度可有效改善;采用專人、專項標準規程對應專項裝配操作,質量和生產安全更易保證,同時對工序集件、備件采購等生產供應鏈起著規范和拉動作用等諸多好處[2-7],是適應現代渦扇發動機制造技術發展的必要需求。
1 國內外發展狀況
國內發動機生產體系的發展尚處于起步階段,基本是繼承蘇聯或斯貝發動機發展起來的,總裝工作采用固定式的裝配架(車),裝配車車身較高,只能單自由度翻轉,無升降功能,車身較窄,易發生外部附件、管路等磕碰,工人在轉動搖臂上、發動機正下方以極不舒適的姿勢下作業,給裝配質量帶來風險。總裝裝配時,操作工人不斷上下裝配車拿取管路、工具等,裝配效率相比地面操作降低30%以上,大幅增加裝配周期,如圖1所示。
國外發動機總裝最初也是利用裝配架(車)的停車場式作業模式,同時由多個團隊進行裝配,每個人要負責幾個部件若干個工序作業,不僅生產管理困難,而且由于操作人員技能差異,使發動機性能表現分散度較大,弊病很多。因此,發動機主要制造廠商開始嘗試生產方式的變革。最先出現的是由停車場式向站點式生產線過渡:在生產布局上重新整合各工序,使工作場地相對集中,從而可以利用吊梁、吊索等通用設備對發動機進行工序間傳遞[8],并對各工序配以專門操作人員,從而質量得以穩定、效率得到提高,如圖2所示。但隨著精益生產理念及管理水平的不斷提升,裝配脈動生產線在國外發動機生產上開始不斷涌現并日益發展,主要體現在采用專用的固定生產線設施,物料和工具的精確到位、均衡和節拍。生產模式由傳統的推式計劃管理改為裝配拉動,從而實現了整個供應鏈的拉動生產。

圖1 國產斯貝發動機總裝示意圖
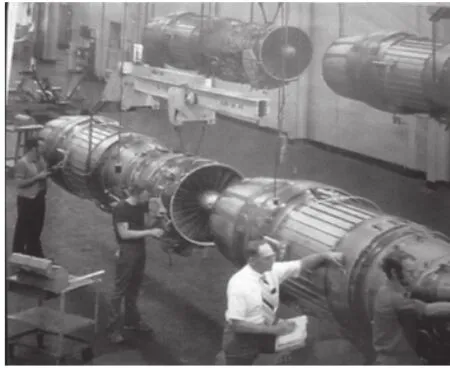
圖2 Pratt & Whitney發動機公司 發動機總裝示意圖
法國的斯奈克瑪(Snecma)公司改變了以往的立式固定機架總裝模式(見圖3),在2011年實現了CFM56發動機的裝配脈動生產線(見圖4)[9-10],完成一臺發動機僅需10天,而在1999年需要29天,減少裝配周期65%,這條裝配脈動生產線每年可生產850臺發動機,并可用于LEAP發動機的裝配。

圖4 CFM56發動機的 脈動裝配生產線

圖3 法國斯奈克瑪公司采用立式固定框架總裝示意圖
美國的Pratt & Whitney發動機公司為滿足“潔凈動力”發動機激增的生產需求,于2010-2011年在加拿大Mirabel建立了自動化水平移動組裝線,如圖5所示。以適應不同推力等級的“潔凈動力”發動機組裝(PW1100G-JM、PW1200G、PW1400G、PW1500G、PW1700G和 PW1900G)。 最大產能500臺發動機/每年。
德國漢莎航空也于2010年建成了CFM/V2500發動機的精益裝配脈動生產線,進行發動機的分解/檢修和重裝,大修周期從60多天減少到45天[1]。
綜上,可發現采用脈動生產線已成為世界各大主要航空制造商競相采用的發動機裝配新模式。

圖5 Pratt & Whitney發動機公司建立的發動機裝配脈動生產線
2 渦扇發動機裝配線特點
與飛機結構特點不同,發動機外形和重量遠遠小于飛機,零部件有自己的定位與連接基準,且剛性較強,不需要借助大量工裝進行組合定位,裝配中也無制孔、鉚接等機械加工工作,可進行多次重復裝拆。因此,在技術和管理復雜程度上,與飛機裝配脈動生產線相比,生產線設計及建設相對簡單。但航空發動機零部件結構相對復雜,機件裝配精度較高且裝配路徑可視性、可達性較差,外部管路、附件等工作量占整個總裝配過程比重較大。總結歸納渦扇發動機裝配脈動生產線主要特點如下。
2.1 應用對象
渦扇發動機按照涵道比不同,通常分為大涵道比、中涵道比和小涵道比渦扇發動機。國外已運行的脈動生產線基本上為大涵道比渦扇發動機,而小涵道比發動機發展為固定式多自由度裝配平臺(見圖6)[11],分析原因可能如下:一是大涵道比渦扇發動機主要為民用航空動力,需求數量相對較多,從生產線建設成本、周期、交付進度要求等多因素權衡分析,性價比較高;二是大涵道比渦扇發動機通常采用主單元體水平安裝工藝,風扇機匣外廓尺寸較大,在固定站位生產模式中占用空間較大、無法翻轉,核心機、低壓渦輪等單元體、外部管路及電纜等部件安裝困難,相比中、小涵道比發動機,移動裝配的技術需求更加強烈。

圖6 德國MTU發動機公司總裝設備
2.2 裝配線主體
同飛機裝配生產線相同,裝配線主要由四部分組成:裝配線主體、物流供給系統、可視化管理系統、技術支持[1]。但由于發動機同飛機在外形尺寸、重量、裝配特點、產量等方面的不同,裝配線主體同飛機差異較大。如圖7所示,飛機的移動裝配線主體包括站位設施、對接定位的設備、拖動裝置、可移動的裝配架等[1]。而發動機裝配線主體為鋼結構,主要實現發動機空中運輸(見圖8),不包含對接、定位、制造等設備。由空中運轉車攜帶發動機零部件在空中行走。可以調節發動機升降到理想的工作高度,并實現360°旋轉有助于到達難接觸區域,這樣就可以完全取消梯子和平臺等輔助設施,在發動機下方工作不用彎腰、攀爬等,更符合人素工程的工作環境。

圖8 裝配線采用上部運輸

圖7 波音787移動式裝配線
以斯奈克瑪(Snecma)公司的裝配脈動生產線為例,如圖9所示,生產線分左右兩條,可同時進行裝配。每條生產線分五個工位:風扇和核心機裝配工位;低壓渦輪裝配工位;附件齒輪箱裝配工位;和另外兩個控制系統和外部設備的裝配。其中,發動機同運輸小車相連,運輸車吊裝在臺架下面,由電機驅動小車行走機構沿臺架移動。當完成裝配任務后,卸下發動機的小車可通過中間專用通道返回到起始裝配工位,進行下一臺發動機裝配。
世界各大渦扇發動機制造商紛紛建立移動裝配線,也催生了一批專業發動機生產線的制造廠商,如Clemessy、BA assembly &TURNKEY SYSTEMS等。當前,BA assembly&TURNKEY SYSTEMS已將輸送系統發展成模塊化結構,如圖10所示,做到減少30%安裝時間、20%成本投入,與廠方建筑無直接影響,可實現對不同型號、增加產能時的“快速工廠”構建。

圖10 杜爾公司的生產線 模塊化輸送系統

圖9 法國斯奈克瑪公司脈動裝配生產線示意圖
2.3 自動化與數字化
對于發動機生產線而言,僅僅實現了線體的基于柔性控制系統的脈動式自動化運行。由于發動機機件裝配自動化受工裝制造精度、工裝安裝精度、零部件制造精度影響,實施比較復雜。考慮到發動機裝配精度及裕度較高,而結構相對緊湊復雜、開敞性差,且臺份數量規模較小,裝配過程中夾雜著大量調整、修配工作,完成裝配所必須的工作運轉及操作多種多樣,從投入與收益方面考慮,會導致裝配自動化成本較高。而采用專業化分工、標準化作業模式完全能夠滿足生產及技術需要,所以,發動機裝配仍以手工操作為主。
但相對傳統手段,可引入智能擰緊設備(見圖11)、無線測量儀表(見圖12)、感應加熱器等數字化手段,并利用MES系統通過生產線上的顯示屏實時顯示部件流信息、系統生產狀態信息、裝配操作規程等,使發動機裝配生產更簡潔高效。其中,智能擰緊設備利用計算機控制的直流電動擰緊扳手,實現對連接件的定力矩、定轉角精確控制及監控,避免漏擰等質量事故發生,并實現裝配后的可追溯性,從而使裝配過程的控制和質量保證變得簡單易行。電子塞尺由雙電容傳感器合成的位置補償測量單元,同軟件驅動的微控制器集成,用于葉尖間隙測量,可消除不同操作者帶來的測量誤差,效率提高4倍以上,并具有數據統計分析功能,數據輸出可支持USB模式或無線模式。
3 對國內建設發動機裝配脈動生產線的思考
在渦扇發動機生產中,采用裝配脈動生產線是世界主流的發展趨勢,也是我國發動機裝配生產發展必須經歷的階段。目前,四川國際航空發動機維修有限公司(SSAMC)通過引入國外生產線裝備,已實現了CFM56發動機的順利分解(見圖13)。

圖11 直流電子扭矩扳手及控制計算機
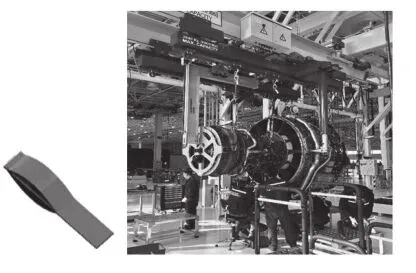
圖12 具有無線功 能的電子塞尺房
但裝配脈動生產線的建立不是簡單地將原有一個工位拆分成若干個工位,而是一次發動機裝配模式的變革,是一項涵蓋生產管理、工藝優化、技術創新、分配模式、員工素養等諸多方面的系統工程[12]。因此,建立和應用渦扇發動機裝配脈動生產線還應注意以下幾個問題。
第一,裝配生產線需要各部門全員參與構建及運行。它不再局限于發動機總裝室(車間),而是整個廠(所)生產計劃、機件供應、設備保障、技術支持等各項工作都圍繞著生產線展開,缺少其中任何一環都很難有效運行。
第二,有精益制造思想并貫徹到生產線實踐中。裝配生產線的核心及基礎就是精益制造,只有從領導到員工都深刻領會并愿意積極踐行,并善于應用各種精益工具,生產線才會有生命和活力。
第三,做好渦扇發動機脈動生產線的技術規劃。生產線的建設涉及生產線線體設計、新工藝技術應用評估、各種異常情況處理預案、生產管理系統、物料配送系統等,是關系到整個企業的系統工程。在吃透國內外飛機、發動機等脈動生產線的基礎上,進行充分論證,必要的話,應輔以模型化的試驗檢驗。
總之,推廣渦扇發動機裝配脈動生產線不僅提高裝配效率、降低單位成本,而且能夠有效促進企業生產管理模式升級。因此,應主動研究相關裝配脈動生產線技術,通過建設裝配脈動生產線,實現國內發動機裝配技術、生產管理和供應鏈管理的跨越式提升。
[1]李金龍,杜寶瑞.脈動裝配生產線的應用與發展[J].航空制造技術,2013,(17):58-60.
[2]陳紹文,王舸.精益制造和飛機移動式裝配線[J].航空制造技術,2011,(16):34-37.
[3]薛良昌.飛機總裝脈動生產線及其信息管理系統的應用與研究[J].航空制造技術,2014,(18):89-91.
[4]郭佳,吳永林.通用飛機總裝脈動式生產線構建[J].航空制造技術,2015,(5):58-61.
[5]魏小紅,談軍.航空發動機水平脈動總裝生產線規劃研究[J].航空制造技術,2015,(19):8-12.
[6]魏小紅,陳貴林.航空發動機數字化脈動總裝線規劃技術研究[J].航空制造技術,2015,(21):155-162.
[7]周爍,汪俊熙,劉宜勝,等.大型商用航空發動機整機裝配工藝淺析[J].航空制造技術,2014,(5):92-96.
[8]喬俊山.可信賴的發動機:普惠公司史話[M].北京:航空工業出版社,2013:10-90.
[9]皮埃爾·斯帕克.斯奈克瑪 藍天引擎[M].北京:航空工業出版社,2008:66-103.
[10]辛彥秋,吳斌.民用航空發動機脈動裝配淺析[J].航空制造技術,2013,(20):118-120.
[11]黃松.航空發動機多自由度裝配平臺設計與分析[D].北京:中國農業機械化科學研究院,2015.
[12]張小洪,王聰.成飛變革飛機裝配模式脈動生產線駛入快車道[N].中國航空報,2013-03-27.
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
汽車與新動力(2014年2期)2014-02-27 12:10:15
汽車與新動力(2013年5期)2013-03-11 16:08:17
