立車切削加工振動(dòng)抑制探討
2018-03-30 08:24:28王建英
現(xiàn)代制造技術(shù)與裝備 2018年2期
關(guān)鍵詞:振動(dòng)
王建英
1 引言
立車主軸處于垂直位置,工作臺(tái)處在水平面內(nèi),工作臺(tái)由導(dǎo)軌支撐,工件重力直接作用在工作臺(tái)上,再由導(dǎo)軌和基礎(chǔ)承擔(dān),機(jī)床工件支撐結(jié)構(gòu)的剛性好,所以,立車也是主要選擇的機(jī)加工設(shè)備。但是,在立車加工過程中常出現(xiàn)的振動(dòng)問題影響零件表面粗糙度和加工的正常進(jìn)行,促使人們尋找產(chǎn)生振動(dòng)的原因,采取措施抑制振動(dòng),使立車加工出達(dá)到精度標(biāo)準(zhǔn)的零件,更好地發(fā)揮其應(yīng)有作用。
2 立車振動(dòng)的產(chǎn)生原因和抑振方法
機(jī)床的振動(dòng)主要有自由振動(dòng)、強(qiáng)迫振動(dòng)和自激振動(dòng),普通立車也不例外,也存在這三種振動(dòng)。
自由振動(dòng)是由切削力突然變化或其他外界沖擊等原因引起的。由于阻尼的存在,在刀架彈性系統(tǒng)和工件系統(tǒng)之間來回傳送的能量很快會(huì)消耗殆盡,所以,振動(dòng)會(huì)隨即消失。
強(qiáng)迫振動(dòng)主要是由于旋轉(zhuǎn)零件不平衡、零件加工部位不連續(xù)和某些轉(zhuǎn)動(dòng)零件的精度誤差引起機(jī)床出現(xiàn)周期性擾動(dòng)力等激發(fā)的振動(dòng)。強(qiáng)迫振動(dòng)造成了加工表面產(chǎn)生波紋,影響表面粗超度。我們可以根據(jù)不同的情況采取不同的方法抑制強(qiáng)迫振動(dòng),加工形狀不對(duì)稱的零件,轉(zhuǎn)動(dòng)會(huì)產(chǎn)生離心力使機(jī)床振動(dòng),所以,加工前需要做平衡配重;由于零件形狀造成周期間斷切削產(chǎn)生的振動(dòng)頻率與機(jī)床系統(tǒng)的固有頻率接近或相等會(huì)產(chǎn)生共振,這時(shí)要改變機(jī)床的轉(zhuǎn)數(shù),或在不影響平衡的情況下在機(jī)床工作臺(tái)上給零件進(jìn)行重量配重,相當(dāng)于增加零件重量,以此改變零件的固有頻率來消除共振;強(qiáng)迫振動(dòng)的振動(dòng)頻率與干擾振源頻率相同,發(fā)現(xiàn)機(jī)床有干擾振源引起的振動(dòng),可以測(cè)量干擾振源的頻率,尋找到由于自身振動(dòng)引起機(jī)床振動(dòng)的零件,采取增強(qiáng)零件剛度和減少零件不平衡質(zhì)量等措施提高抗振能力。
在機(jī)械加工過程中,常出現(xiàn)的一種振動(dòng)是由振動(dòng)過程本身引起的某種切削力的周期性變化,又由這個(gè)周期性變化切削力反過來加強(qiáng)和維護(hù)振動(dòng),使振動(dòng)系統(tǒng)補(bǔ)充了由阻尼作用而消耗的能量,這種振動(dòng)稱為自激振動(dòng)。自激振動(dòng)占振動(dòng)的比例大于其他兩種振動(dòng)。通常將切削過程中產(chǎn)生的自激振動(dòng)是頻率較高的強(qiáng)烈振動(dòng)稱為顫振,產(chǎn)生顫振會(huì)嚴(yán)重影響機(jī)床正常工作。自激振動(dòng)有以下特點(diǎn)。
自激振動(dòng)是一種不衰減的振動(dòng)。振動(dòng)過程本身能引起某種力周期地變化。振動(dòng)系統(tǒng)能通過這種力的變化,從不具備交變特性的能源中周期性地獲得能源補(bǔ)充,從而維持這個(gè)振動(dòng)。自激振動(dòng)的頻率等于或接近振動(dòng)系統(tǒng)的固有頻率,是由振動(dòng)系統(tǒng)本身的參數(shù)所決定的。自激振動(dòng)能否產(chǎn)生以及振幅的大小,決定于每一振動(dòng)周期所獲得的能量與所消耗的能量對(duì)比情況。當(dāng)振幅為某一數(shù)值時(shí),如果所獲得的能量大于所消耗的能量,則振幅將不斷增大;相反,如果所獲得的能量小于所消耗的能量,則振幅將不斷減小。振幅一直增加或減小到所獲得的能量等于所消耗的能量時(shí)為止。當(dāng)振幅在任何數(shù)值時(shí)獲得的能量都小于消耗的能量,則自激振動(dòng)根本就不可能產(chǎn)生。
自激振動(dòng)的形成和持續(xù),是由于過程本身產(chǎn)生的激振和反饋?zhàn)饔茫裕敉V骨邢鬟^程,即使機(jī)床仍繼續(xù)空運(yùn)轉(zhuǎn),自激振動(dòng)也就停止了。可以通過改變切削過程有影響的工藝參數(shù)來控制切削過程,從而限制自激振動(dòng)的產(chǎn)生。根據(jù)自激振動(dòng)的特點(diǎn),經(jīng)過試驗(yàn)研究立車切削加工中可采取以下措施抑制振動(dòng)。
2.1 利用變速切削法抑振
由于隨機(jī)因素的擾動(dòng),使車刀相對(duì)于工件發(fā)生振動(dòng)而在工件表面上加工出振紋,若振動(dòng)的頻率f與工件的轉(zhuǎn)數(shù)成整數(shù)倍,則在切削后一圈時(shí),由于前一圈(實(shí)線表示前一圈的起始切削狀態(tài))與后一圈(虛線表示后一圈起始切削狀態(tài))間同步?jīng)]有相位差(見圖1),切削深度就基本上保持不變,切削力也不發(fā)生變化,不產(chǎn)生動(dòng)態(tài)切削力,也就不會(huì)引起再生顫振。如果振動(dòng)頻率與工件轉(zhuǎn)速不成整倍數(shù),此關(guān)系可表示成:
式中,n為工件的轉(zhuǎn)數(shù);J為一圈中刀具與工件相對(duì)振動(dòng)的次數(shù)中的整數(shù);ε為一圈中刀具與工件相對(duì)振動(dòng)的次數(shù)中的余數(shù),且-0.5≤ε<0.5。
圖2表示在ε>0時(shí)后一圈(虛線和實(shí)線表示同前)超前切削的情況,車刀切入時(shí)前半周期的平均厚度大于后半周期切出時(shí)平均厚度,在一個(gè)振動(dòng)周期中,也是在一圈中,切削力所作的負(fù)功大于正功,振動(dòng)不斷減小,不會(huì)產(chǎn)生自激振動(dòng)。
圖3表示在ε<0時(shí)后一圈(虛線和實(shí)線表示同前)滯后切削的情況,車刀切入時(shí)前半周期的平均厚度小于切出時(shí)后半周期平均厚度,在一個(gè)振動(dòng)周期中,也是在一圈中,切削力所作的正功大于負(fù)功,有多余的能量輸入系統(tǒng)中,振動(dòng)得以加強(qiáng)和維持。
從圖1、圖2、圖3和式(1)看到ε和n對(duì)自激振動(dòng)的影響,其實(shí)ε反映了后一圈第二刀產(chǎn)生的波紋與前一圈第一刀切成的波紋之間相位差,與切削速度有關(guān)的n的改變會(huì)使ε也改變。經(jīng)過理論論證和實(shí)驗(yàn)都證明,采取變速切削法抑振,只需連續(xù)改變切削的速度,不斷地改變工件每一轉(zhuǎn)的相位差,使工件表面上同一部位在前后兩轉(zhuǎn)切削中受到不同的切削速度的切削,讓再生效應(yīng)起相反地抑制振動(dòng)的作用,從而達(dá)到穩(wěn)定加工切削的效果。
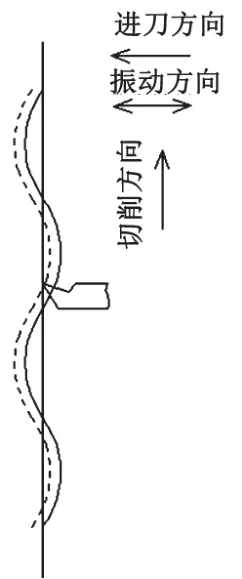
圖1 前后兩圈起始同步切削示意圖

圖2 后一圈起始 滯后切削示意圖

圖3 后一圈起始超前 切削示意圖
2.2 改變切削用量抑振
車削過程中,切削速度vc在20~60m/min,自激振動(dòng)振幅增加很快,而vc超過此范圍以后,則振動(dòng)又逐漸減弱了,通常vc在50~60m/min穩(wěn)定性最低,很容易產(chǎn)生自激振動(dòng),所以可以選擇高速或低速進(jìn)行切削以避免自振。
車削進(jìn)給量f,通常當(dāng)f較小時(shí)振幅較大,隨著f的增大振幅反而會(huì)減小,所以可以在加工粗糙度要求的許可下選取較大的進(jìn)給量以抑制自激振動(dòng)。
車削切削深度ap和切削寬度aw,隨著切削深度ap的增加,振幅也增大。為減少振動(dòng),可減少ap,但會(huì)導(dǎo)致生產(chǎn)率下降。因此,一般都優(yōu)先采用調(diào)整切削速度和進(jìn)給量的出現(xiàn)振動(dòng),切削過程是穩(wěn)定的。增加切削寬度aw,就能達(dá)到不穩(wěn)定的狀態(tài),產(chǎn)生自激振動(dòng)。
2.3 合理選擇刀具的幾何角度
當(dāng)切削速度vc較低時(shí),隨著正前角γ0的加大,振動(dòng)隨之減弱,切削的穩(wěn)定性增強(qiáng)。當(dāng)切削速度vc較高時(shí),正前角γ0對(duì)振動(dòng)的影響減弱。因?yàn)榍敖铅?加大要影響刀尖的強(qiáng)度,所以,在中、低速加工時(shí),可選用較大的前角,在高速加工時(shí),才選用負(fù)前角加工。
適當(dāng)?shù)卦龃笾髌莐r,能減少切削分力Fy而減少振動(dòng),采用90°的主偏角kr振動(dòng)最小。后角α0可盡量取小,但精加工中由于ap較小,刀刃不容易切入工件,而且α0過小時(shí),車刀后面與加工面間的摩擦可能過大,反而容易引起自振。在實(shí)踐中,在后角面上磨出一倒棱,形成負(fù)后角窄棱面,對(duì)抑振有很好的效果。
刀尖半徑r0增大,則切削分力Fy將隨之加大,所以,刀尖半徑r0俞小,則俞不易產(chǎn)生振動(dòng)。但是,減小刀尖半徑r0,不但影響車刀壽命,而且還有使零件表面的加工粗糙度Ra值增大,所以,選擇時(shí)要綜合考慮做出選擇。
2.4 進(jìn)行切削實(shí)驗(yàn)作出穩(wěn)定性界限圖
在機(jī)床加工中要考慮使切削加工處于穩(wěn)定狀態(tài),以達(dá)到加工的最佳效果。立車垂直刀架滑枕伸出的長度需要控制到一定程度,盡量使伸出的長度短一些,一般單立柱立車垂直刀架滑枕伸出長度L<0.3LMAX、雙立柱立車垂直刀架滑枕伸出長度L<0.2LMAX(LMAX為滑枕伸出最大長度)時(shí),刀架允許承受最大切削力。各種類型立車垂直刀架滑枕伸出長度與垂直刀架滑枕下端的刀架允許承受的切削力關(guān)系可從機(jī)械工程手冊(cè)的圖表查出,一般情況下,按以上要求立車垂直刀架滑枕伸出長度加工,可保證加工實(shí)現(xiàn)正常切削。
隨著加工零件復(fù)雜程度的變化,立車在使用時(shí)經(jīng)常要加工較深的內(nèi)孔,需要立車垂直刀架滑枕伸長超限進(jìn)行切削加工,立車垂直刀架滑枕伸出長度增加后,其自身剛度下降,切削時(shí)彈性位移量加大,并出現(xiàn)振動(dòng),影響工件的加工精度、表面粗超度和機(jī)床精度的保持。激振試驗(yàn)和加工實(shí)踐表明,立車垂直刀架滑枕總是振幅最大的部件,當(dāng)垂直刀架滑枕的伸長量增加時(shí),振幅增大,頻率降低,即更容易產(chǎn)生再生顫振。可見,應(yīng)研究抑制因垂直刀架滑枕伸長引起的振動(dòng)。
在某一切削條件下,當(dāng)垂直刀架滑枕的伸長到一定長度,剛度減弱到一定值后就會(huì)產(chǎn)生振動(dòng),裝卡在垂直刀架滑枕下端刀架上的車刀振動(dòng)切削給工件留下波紋,在此留下的波紋上再次切削就會(huì)產(chǎn)生自激振動(dòng),嚴(yán)重的會(huì)產(chǎn)生再生顫振。除采取以上措施防止振動(dòng)外,還可以采取切削實(shí)驗(yàn)的方法,通過切削加工進(jìn)行實(shí)驗(yàn),針對(duì)直接反映出的機(jī)床振動(dòng)問題,找出在立車垂直刀架滑枕伸長超限條件下使機(jī)床不振動(dòng)的切削用量,使切削加工處于穩(wěn)定狀態(tài)。切削實(shí)驗(yàn)可以根據(jù)實(shí)際遇到加工深孔的深度及加工部位,相應(yīng)確定不同的垂直刀架滑枕的伸長長度在不同的切削用量下的切削加工實(shí)驗(yàn),實(shí)驗(yàn)得到的數(shù)據(jù)經(jīng)過整理作成機(jī)床穩(wěn)定界限圖,用于以后在相同條件下選擇合適的切削要素進(jìn)行正常加工切削而不產(chǎn)生振動(dòng)。圖4為某立車經(jīng)過整理切削實(shí)驗(yàn)數(shù)據(jù)作出的在不同進(jìn)給量f1、f2、f3下的穩(wěn)定性界限圖,曲線以上部分為相應(yīng)走刀量的不穩(wěn)定區(qū)。ap值和vc值同時(shí)落在f1、f2、f3中的一條曲線以下部分,就是在這三種進(jìn)給量之一的進(jìn)給量下切削加工不振動(dòng)的穩(wěn)定區(qū)。為達(dá)到較高的生產(chǎn)率,ap值和vc值盡可能取得大一些。如果需要作出不同的垂直刀架滑枕的伸長長度下的立車穩(wěn)定性界限圖,就要根據(jù)實(shí)際加工需要改變垂直刀架滑枕的伸長長度,作出相應(yīng)的不同進(jìn)給量f1、f2、f3的穩(wěn)定性界限圖,以滿足實(shí)際抑振的需要。

圖4 立車穩(wěn)定性界限圖
2.5 使用削振裝置抑振
在垂直刀架滑枕內(nèi)裝置阻尼削振裝置,是一較容易的通過設(shè)備改造抑振的方法。如果垂直刀架滑枕的內(nèi)腔結(jié)構(gòu)加工出孔不會(huì)影響垂直刀架滑枕的剛度,可在垂直刀架滑枕內(nèi)軸向加工出一個(gè)園柱形孔,中間間隔一定距離裝入多個(gè)重錘片、下部裝入由比重大的鉛塊制成的重錘,由拉桿將它們連成一體與上蓋相連,重錘片和重錘與園柱形孔壁有一定間隙。下部重錘通過O形圈與球面形的支撐盤接觸,構(gòu)成了一個(gè)阻尼和沖擊削振器。通過上部的調(diào)節(jié)螺帽就可調(diào)節(jié)由上蓋、拉桿和O形圈所形成的彈簧的有效長度,以便調(diào)節(jié)其固有頻率。當(dāng)發(fā)生自激振動(dòng)時(shí),能緩和和吸收振動(dòng),同時(shí)結(jié)合切削深度調(diào)整、改善刀具的幾何形狀和減小切削重疊系數(shù),使切削加工從振動(dòng)進(jìn)入到穩(wěn)定狀態(tài)。
3 結(jié)語
通過對(duì)立車切削加工過程中各種振動(dòng)原因進(jìn)行分析研究,應(yīng)用實(shí)驗(yàn)成果和加工實(shí)踐經(jīng)驗(yàn)對(duì)立車抑振方法,特別是立車抑制自激振動(dòng)的方法進(jìn)行探討,可為研究立車抑制振動(dòng)保持其在穩(wěn)定狀態(tài)下切削加工提供借鑒。
[1]《機(jī)械制造工藝?yán)碚摶A(chǔ)》編寫組.機(jī)械制造工藝?yán)碚摶A(chǔ)[M].上海:上海科學(xué)技術(shù)出版社,1985:4.
[2]顧崇銜.機(jī)械制造工藝學(xué)[M].西安:陜西科學(xué)技術(shù)出版社,1981:8.
[3]柯明揚(yáng).機(jī)械制造工藝學(xué)[M].北京:北京航空航天大學(xué)出版社,1996:6.
[4]F.柯尼希貝格等.機(jī)床結(jié)構(gòu)[M].北京:機(jī)械工業(yè)出版社,1982:3.
[5]《機(jī)械工程手冊(cè)/電機(jī)工程手冊(cè)》編輯委員會(huì).機(jī)械工程手冊(cè)第8卷[M].北京:機(jī)械工業(yè)出版社,1982:12.
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
大電機(jī)技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛科學(xué)(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學(xué)物理學(xué)報(bào)(2018年4期)2018-09-14 03:40:58
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動(dòng)控制(2015年4期)2015-01-01 07:08:44
計(jì)算物理(2014年2期)2014-03-11 17:01:44
鄭州大學(xué)學(xué)報(bào)(理學(xué)版)(2014年3期)2014-03-01 04:21:00
