基于微積分的動平衡銑削算法研究
2018-03-30 08:24:19王冠勛田倬于連美麗
現(xiàn)代制造技術(shù)與裝備 2018年2期
王冠勛 田倬于 李 巖 連美麗
為便于理解,本文以制動鼓為例作詳細(xì)說明,機(jī)加工后的制動鼓在動平衡機(jī)上測定出不平衡量的確定位置,并做位置標(biāo)記,在加工中心上銑削去除工件材料以降低不平衡量。在確定銑削位置后,需要根據(jù)制動鼓的初始不平衡量來確定銑削角度和銑削深度,銑削深度是客戶確定的。銑削的角度和去除不平衡量之間為非線性關(guān)系,隨著銑削角度的增加,銑削去除不平衡量的增加量會逐漸降低。因此,人們需要計(jì)算出銑削角度和去除不平衡量之間的函數(shù)關(guān)系,根據(jù)此函數(shù)來計(jì)算每個銑削角度所對應(yīng)的去除不平衡量。這樣在銑削時才能根據(jù)制動鼓初始不平衡量來選擇合適的銑削角度。
為此,通過微積分的方法,人們可以計(jì)算銑削角度與去除不平衡量之間的關(guān)系,先推導(dǎo)出數(shù)學(xué)公式,然后用此公式來計(jì)算銑削去重量。最后,利用公式制作一個表格,列出每個銑削角度所對應(yīng)的去除不平衡量,現(xiàn)場操作人員可以根據(jù)初始不平衡量從以此表格中選擇合適的銑削角度銑削工件。
1 制動鼓銑削研究
制動鼓形狀如圖1所示,為便于理解,本文所附圖片中,工件尺寸做一定的放大。制動鼓銑削位置及形狀如圖2所示。

圖1 制動鼓形狀
銑削位置在加強(qiáng)帶處,加強(qiáng)帶直徑為Φ,加強(qiáng)帶半徑為R,銑削高度為H,銑削深度為A,銑削角度為2θ,銑刀半徑為r,制動鼓的密度為ρ。去重克數(shù)計(jì)算原理如下。
以圖3為例,制動鼓經(jīng)過動平衡機(jī)測量,其動不平衡位置在C點(diǎn)上,銑削時,需要以O(shè)C直線為對稱線,向OC線兩側(cè)銑削相同角度θ,當(dāng)單邊銑削角度由θ增加△θ時,且△θ量趨于0,此時銑削去除質(zhì)量的增加量為△s。

圖2 制動鼓銑削位置及形狀

圖3

R而動不平衡位置在OC線上,需要將銑削去除不平衡量投影至OC線上,需要將去除質(zhì)量?s對工件的不平衡影響量 ?s′ 投影在 OC線上,?s′=?sRcosθ,此時 ?sR乘以cosθ即為實(shí)際去除的不平衡量。
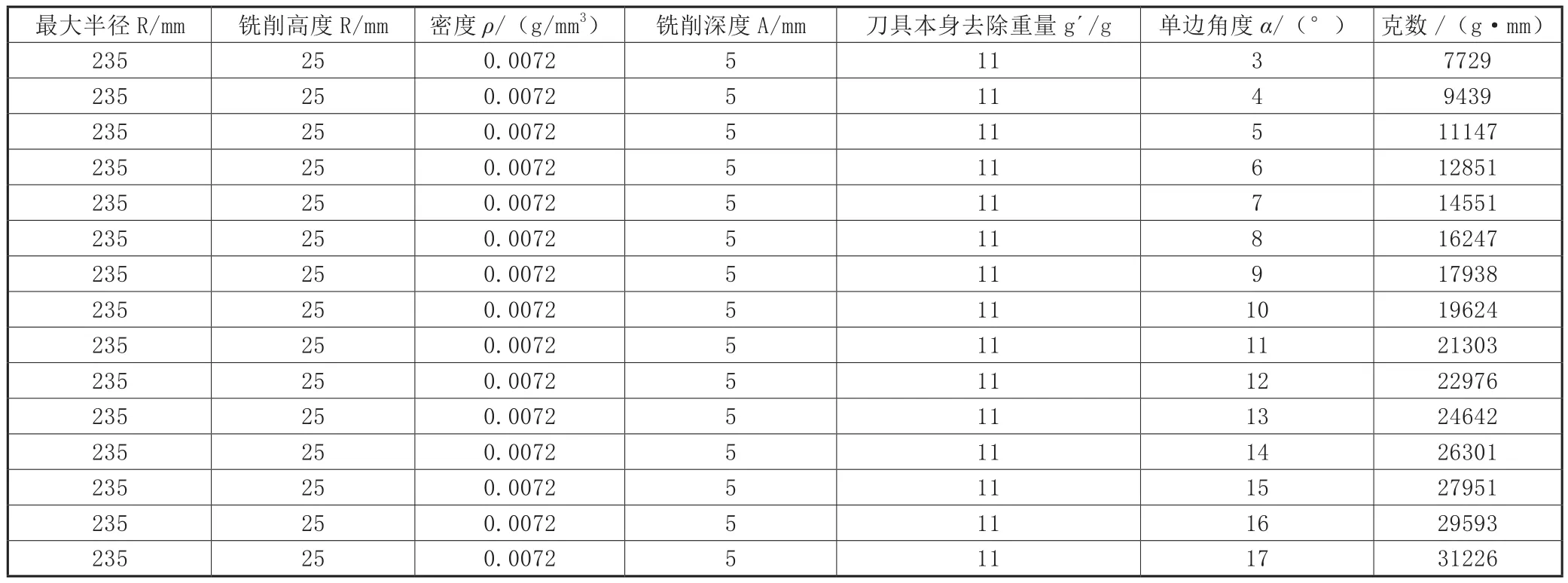
表1 動平衡去重

2 公式推導(dǎo)
在不考慮刀具本身切除制動鼓重量g′的情況下,當(dāng)單邊銑削角度由0增加至α?xí)r,此時銑削去除不平衡單邊總量應(yīng)為?S。
考慮刀具本身切除工件重量g′,由于g′重量為定值,重量g′對整體銑削去除重量影響甚微,故將g′視為銑削最大角度處一質(zhì)點(diǎn),當(dāng)銑削角度為α?xí)r,g′的動不平衡量投影到OC線上,對最大半徑處動不平衡量的影響?g為:

在正常情況下,制動鼓銑削是從OC線開始,向制動鼓兩側(cè)等角度銑削,銑削單邊為α?xí)r,銑削去除不平衡量G為:

式(5)即為制動鼓銑削去除不平衡量與銑削角度之間的函數(shù)關(guān)系。
3 銑削表格編制
設(shè)計(jì)一個Excel表格,將銑削所需制動鼓尺寸最大外圓處半徑R、銑削高度H、制動鼓密度ρ,銑削深度A、刀具本身切除制動鼓重量g′(g′值通過三維軟件模擬計(jì)算)、銑削角度等輸入該表,再將銑削所推導(dǎo)出公式輸入Excel中,在Excel單元格中填入銑削角度α的值,通過Excel自動計(jì)算銑削去除重量,舉例如表1所示。
4 結(jié)語
根據(jù)微積分原理,逐步推導(dǎo)出的銑削角度與銑削去重量之間的函數(shù)關(guān)系,利用Excel表格,將此函數(shù)與各個函數(shù)中的變量關(guān)聯(lián)起來,做成一個銑削去重表格。這樣只需要輸入最大半徑、銑削高度、銑削深度、工件密度、刀具本身去除重量和銑削角度,即可自動生成銑削去重表格。利用此表格計(jì)算出的去重量,大大提高了銑削準(zhǔn)確度,避免了因銑削公式的采用錯誤而導(dǎo)致的工件報(bào)廢。此外,此方法還可用在其他采用銑削方式去重的產(chǎn)品上,如輪轂及制動盤產(chǎn)品,值得借鑒與推廣。
[1]尹成湖,周湛學(xué).機(jī)械加工工藝簡明速查手冊[M].北京:化學(xué)工業(yè)出版社,2015:35-37.
[2]趙午云,郭維強(qiáng).動平衡測試技術(shù)方法淺析[J].機(jī)械工程師,2004,(4):15-18.
