基于FANUC 0i系統的正八邊形周邊倒角及拐角圓弧過渡宏程序應用研究
2018-03-30 08:24:16嚴瑞強陳賢清肖善華
現代制造技術與裝備 2018年2期
嚴瑞強 陳賢清 肖善華
(宜賓職業技術學院,宜賓 644003)
隨著現代制造業的普及和發展,數控加工技術在世界各國得到廣泛應用,CAD/CAM軟件的應用也很普遍,但手工(宏程序)編程依然存在。文中通過對正八邊形周邊倒角及拐角圓弧過渡宏程序應用研究,在數控應用和數控職業教育領域掀起了學習宏程序的熱潮。
1 宏程序概述
迄今為此,盡管各種CAD/CAM軟件日趨普及,但手工編程是基礎,各種“疑難雜癥”的解決往往還得依靠手工編程;且手工編程可用變量,即宏程序的應用。宏程序可以使用變量,并給變量賦值,變量之間可以運算,程序運行可以跳轉。
其最大特點是將有規律的形狀或尺寸用宏程序完整表達出來,即使再復雜,程序篇幅也較短小精悍,可以說任何一個合理、優化的宏程序,極少超過60行,換算成字節數,至多不過20kB,具有極好的易讀性、易修改性和通用性。數控機床在執行此類程序時,數控系統的CPU單元可直接進行插補運算,并且運算速度極快,再加上伺服電機和機床本體的迅速響應,較執行CAD/CAM軟件生成的程序更加快捷,極大提高了加工效率。
2 簡化編程功能
拐角圓弧過渡程序段編程格式:
G1/G2(G3) X_ Y_,R_
說明,在R后指定拐角圓弧的半徑。拐角圓弧過渡只能在(G17、G18或G19)指定的平面內執行,平行軸不能指定這些功能。在平面切換之后(G17、G18或G19被指定)的程序段中,不能指定圓角圓弧過度。指定圓弧過渡的程序段必須跟隨一個用直線插補或圓弧插補指令的程序段。如果下一個程序段不包含這些指令,出現P/S報警NO.052。
3 實例應用
如圖1所示,材料為45#鋼,80mmx80mm外輪廓已經加工完,使用平底銑刀采用順寫,由下至上追層加工正八邊形周邊倒角及拐角圓弧過渡為例來說明宏程序易讀性、易修改性、通用性和拐角圓弧過渡簡化編程功能的應用。其編寫程序和注譯如表1所示。
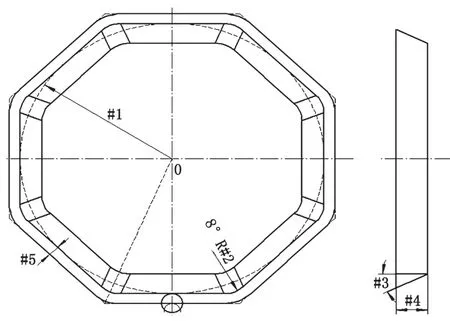
圖1 正八邊形周邊倒角及拐角圓弧過渡
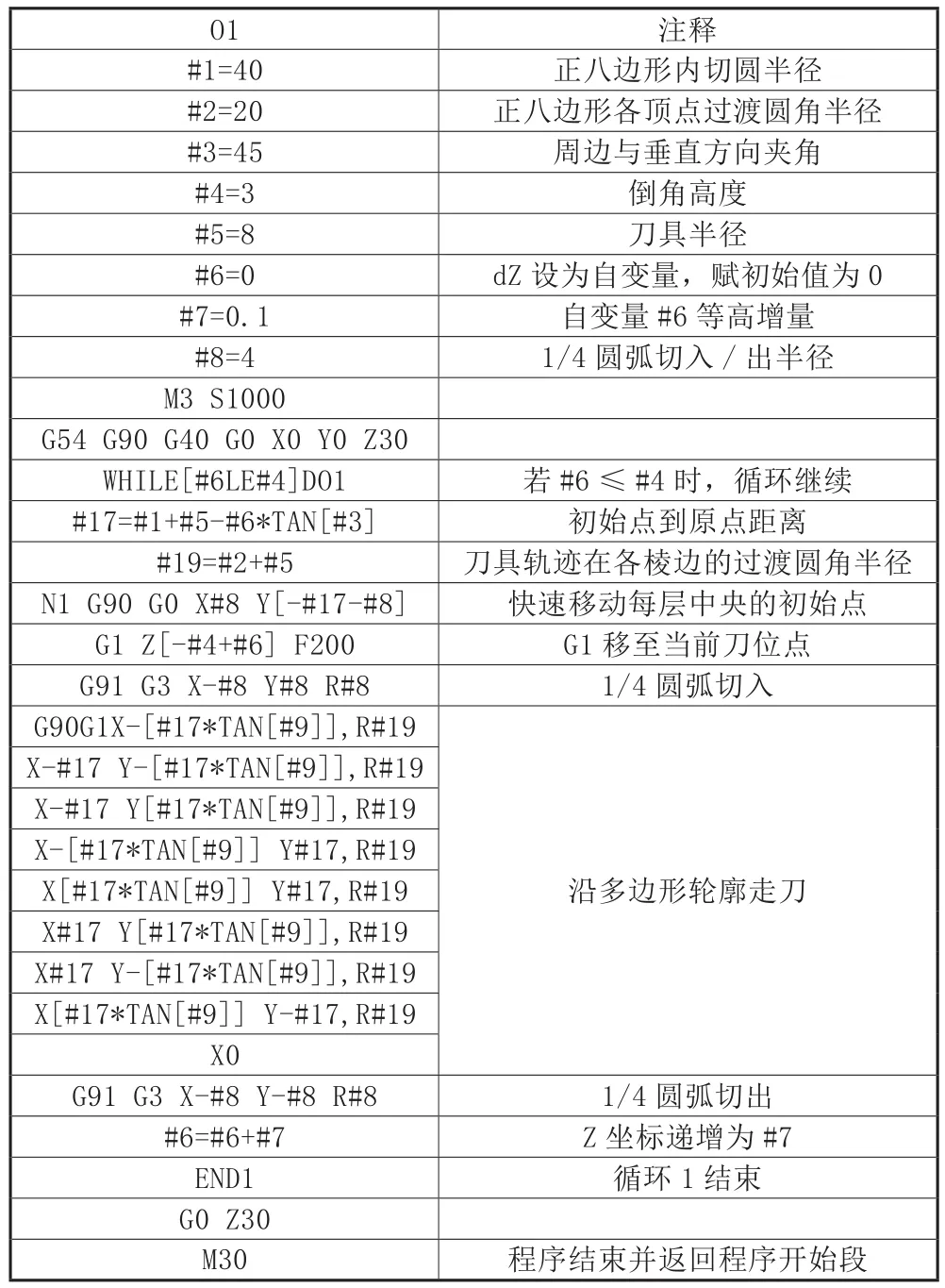
表1 宏程序與簡化編程及注釋
4 結語
上述宏程序已上機驗證,可放心使用。以上述宏程序為范本,其他標準正多邊形周邊倒角及拐角圓弧過渡加工,可參考本例類型的數學表達,類比推導出相應的宏程序。
[1]CSDN.FANUC 0i Mate-MC操作說明書.B-64144CM/01[EB/OL].(2013-06-22)[2018-02-01].http://download.csdn.net/download/zzywangs/5630413.
[2]陳海舟.數控銑削加工宏程序及應用實例[M].北京:機械工業出版社,2011:56-58.
