通用沖孔模設計
2018-03-28 03:49:39朱正才
鍛壓裝備與制造技術 2018年1期
關鍵詞:設計
朱正才
(南京交通職業技術學院,江蘇 南京 211188)
如圖1所示4種零件,其幾組矩形孔的形狀、尺寸和孔間距完全一致,僅僅是零件的外形、尺寸和孔邊距不盡相同。如果沖制這樣的零件,需要10套沖壓模具。但如果設計一套通用沖孔模具,只改變定位板的形狀和尺寸,就可以用這一套模具代替10套沖孔模具,不僅減少了模具的數量,也減少了模具的安裝次數,節約生產成本。
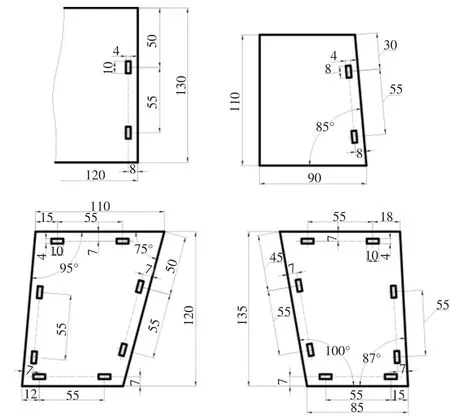
圖1 多孔板零件圖
1 定位板設計
設計一套沖制外形不盡相同零件10組孔的沖孔模具,其關鍵是需要有10種不同的定位尺寸的定位板。因此,定位板能否快速更換,使用可靠,是這副模具設計的核心問題。如圖2所示是定位板的形狀,
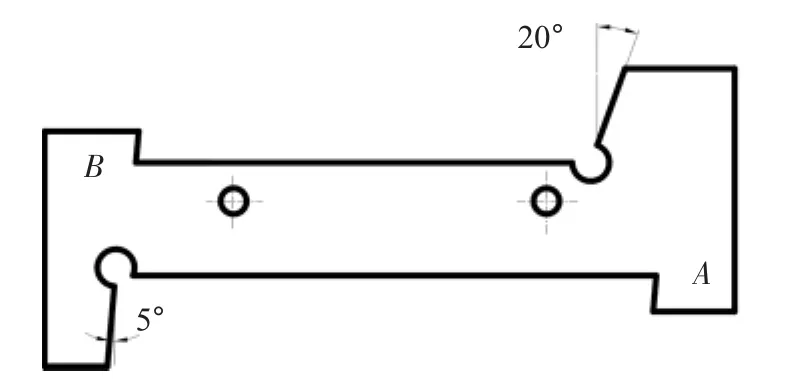
圖2 定位板
具體尺寸根據所沖零件的外形和尺寸決定。該零件具有如下特點:
(1)每塊定位板可用作兩種外形不同的零件的定位,減少了定位板的數量。
(2)定位板上要設有標記,如圖2中的A、B等,指定作為沖制某一組孔使用左側設計成與沖件外形相同,用于定位。右側角度與沖件相同,尺寸略大于沖件,操作時可做比較參考,防止把邊沖錯。
(3)定位板采用螺釘連接在凹模固定板上,利于更換。也可以采用銷釘連接,銷釘與銷孔的配合采用H8/f7,既能保證配合精度,又易于裝拆。
2 模具結構設計
模具的結構如圖3所示。凹模采用的是鑲入式結構,有利于模具刃口磨損時可以進行更換,同時節約模具材料。由于所沖制零件孔的尺寸較小,所以采用了彈性卸料裝置。定位板采用螺釘固定在凹模的固定板上,根據沖制不同的零件,來進行更換。
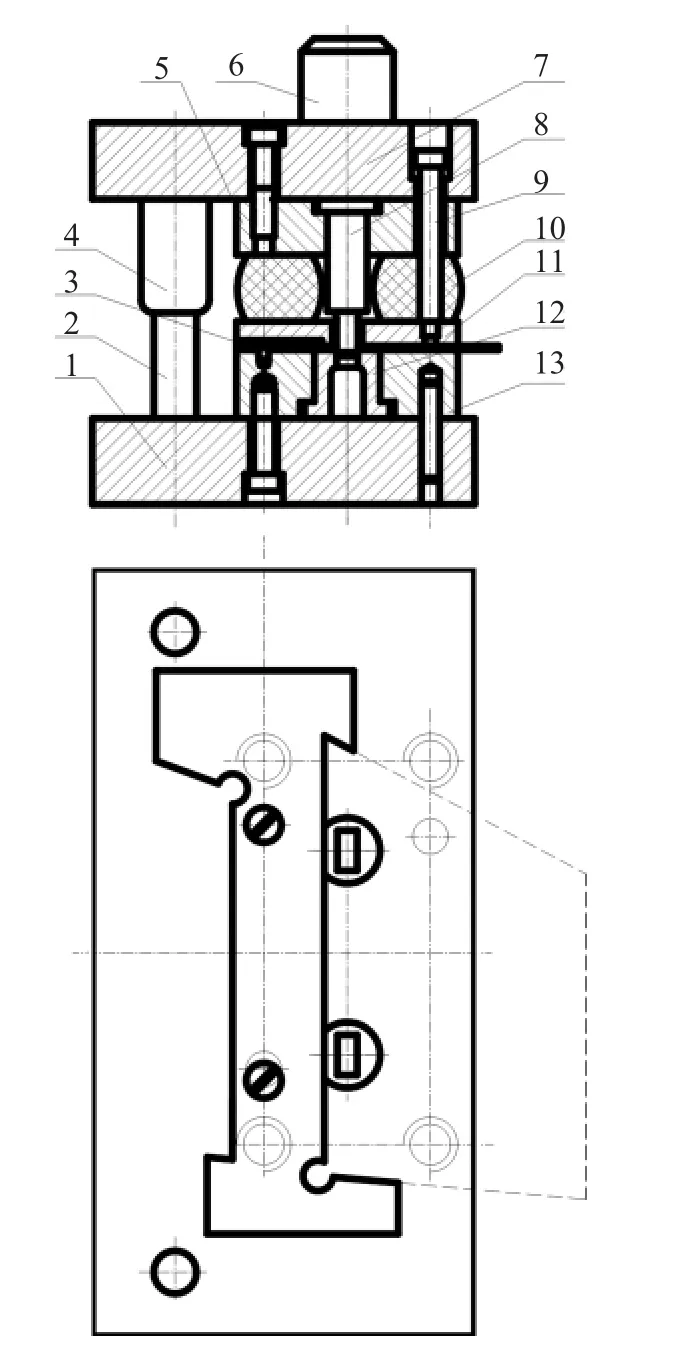
1.下模座 2.導柱 3.定位板 4.導套 5.凸模固定板 6.模柄 7.上模座8.凸模 9.卸料螺釘 10.卸料橡皮 11.卸料板 12.凹模 13.凹模固定板
經過生產實踐,該套模具切實可行,只要管理和安裝好定位板,就可以達到一模多用的目的,大大提高了生產效率,節約了模具成本。
[1] 李碩本.沖壓工藝學[M].北京:機械工業出版社,2012.
[2] 朱正才.接插件級進模設計研究 [J].鍛壓裝備與制造技術,2015,50(1):79-81.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
