基于汽車輕量化的板材液壓成形技術(shù)研究
2018-03-28 03:49:37朱梅云
鍛壓裝備與制造技術(shù) 2018年1期
朱梅云
(安徽江淮汽車集團股份有限公司 技術(shù)中心,安徽 合肥 230601)
基于低碳、綠色、節(jié)能、環(huán)保、安全等理念,汽車輕量化技術(shù)是現(xiàn)代汽車設(shè)計制造的一大主流,汽車輕量化技術(shù)可提高汽車燃油經(jīng)濟性,實現(xiàn)節(jié)能減排的目的。汽車重量每降低100公斤,每百公里油耗至少可節(jié)約1.6升,所以,近年來汽車輕量化技術(shù)發(fā)展勢頭迅猛,據(jù)統(tǒng)計2016年,中國汽車產(chǎn)銷量已超過2800萬輛,可見汽車輕量化技術(shù)的應(yīng)用顯得尤其重要。其中,板材液壓成形技術(shù)是實現(xiàn)汽車輕量化的主要途徑之一,同時,板材液壓成形技術(shù)是實現(xiàn)車體輕量化和提高碰撞安全性的最好途徑[1-2]。
板料液壓成形(Sheet hydroforming)是一種特殊的柔性塑形加工成形工藝,主要采用液體作為介質(zhì)代替剛性凸模或凹模傳遞載荷,使坯料在傳力介質(zhì)壓力作用下貼靠凸模或凹模以實現(xiàn)金屬板材或管材零件的成形,其研究對象主要為筒形件、盒形件、復雜曲面零件、中空管件等,板料液壓成形也可稱為液力成形。液壓成形技術(shù)主要用于汽車、航空航天、電器儀表等領(lǐng)域多品種復雜零件的生產(chǎn),以滿足使用條件的特殊性對零件質(zhì)量的嚴格要求。本文主要研究液壓成形技術(shù)在汽車車身輕量化技術(shù)上的應(yīng)用。圖1為典型的液壓成形技術(shù)零件。

圖1 液壓成形技術(shù)沖壓件
1 液壓成形工藝原理
1.1 工藝原理[3]
液壓成形工藝包括液壓脹形、橡皮膜液壓脹形、充液拉深成形、無模液壓脹形、粘性介質(zhì)液壓脹形等。液壓成形工藝原理如圖2所示,圖a表示液體代替凹模,圖b表示液體代替凸模。
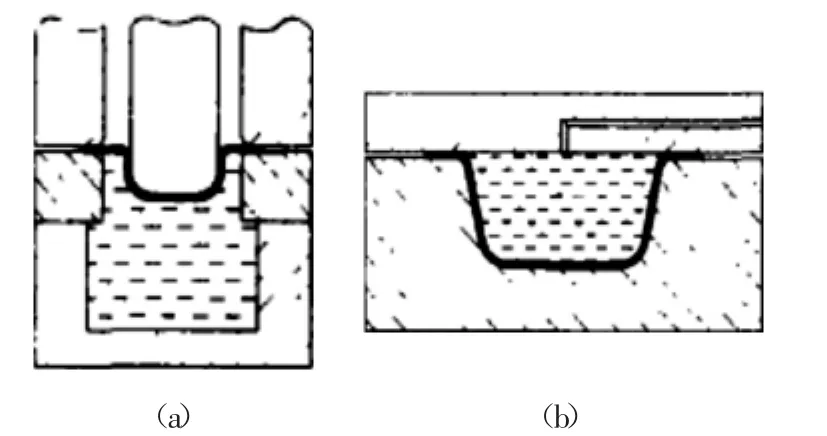
圖2 液壓成形工藝原理
1.2 板材液壓脹形工藝原理
流體介質(zhì)充當凸模,在液體壓力的作用下,板料貼靠模腔成形零件。液壓脹形技術(shù),其特點就是在液體壓力作用于板料在模具約束下成形,甚至可以無模約束成形,生產(chǎn)復雜的中空零件,如圖3所示。
1.3 橡皮囊板材液壓脹形工藝原理
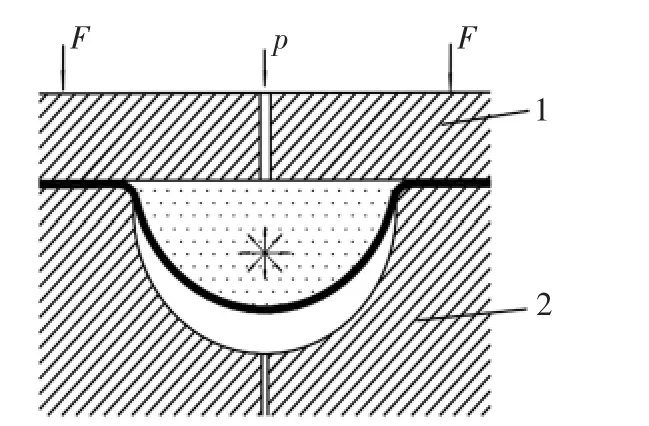
圖3 液壓脹形工藝原理
在板材液壓發(fā)展初期,應(yīng)用的是橡皮囊液壓成形技術(shù),該技術(shù)是利用橡皮囊作為彈性凹模或凸模,用液壓油作為壓力傳力介質(zhì)來實現(xiàn)板材零件的成形,即在成形過程中有一個橡皮隔膜將液體介質(zhì)與板坯隔開,凹模被省略,由于橡皮在成形中始終緊貼零件,所以,零件表面無擦傷痕跡,并且,在高壓和摩擦力作用下,材料的塑性可以得到充分發(fā)揮,零件的回彈小,貼膜效果好,厚度變化比較均勻,材料內(nèi)部損傷率降低,可以明顯地提高零件成形質(zhì)量和結(jié)構(gòu)的可靠性,適合復雜汽車覆蓋件的沖壓成形,如圖4所示。
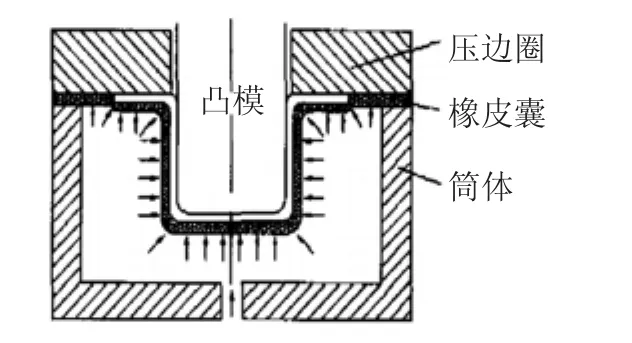
圖4 橡皮囊板材液壓脹形工藝原理
1.4 板材沖液拉深工藝原理
板材沖液拉深工藝主要包括徑向拉深和徑向沖液反拉深兩種工藝,拉深工藝主要由壓邊圈、凹模、沖液室、凸模幾部分組成,如圖5所示。
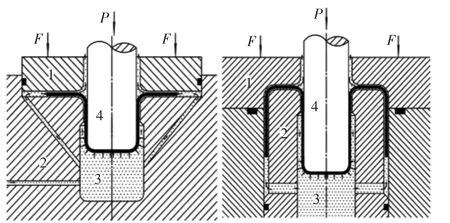
圖5 板材沖液拉深工藝原理
1.5 可動凹模液壓成形工藝原理
可動凹模板材液壓成形技術(shù)是采用固定部分和可動部分組成的組合凹模,實現(xiàn)拉深與脹形的復合成形。采用可動凹模板材液壓成形技術(shù),板材的減薄可明顯減輕,成形極限得到顯著提高,這種新技術(shù)適用于鋁合金等復雜形狀板料件盒低塑性輕材質(zhì)材料如鎂合金材質(zhì)的沖壓成形,如圖6所示。
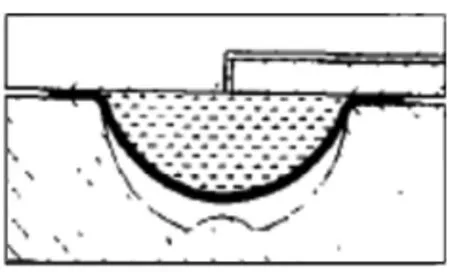
圖6 可動凹模液壓成形工藝原理
2 液壓成形工藝特點
液壓成形工藝與傳統(tǒng)沖壓成形相比較,主要有如下特點:
(1)板材液壓成形僅需要凹模或凸模,另一半被液體介質(zhì)所代替,減少了模具制造費用,一般模具費用可降低30%以上,降低零件的生產(chǎn)成本。同時,液壓成形的模具可以用便宜的材料來加工,不同厚度和不同材料的零件可以在同一套模具上生產(chǎn)。
(2)板材液壓成形能提高產(chǎn)品的質(zhì)量,并能顯著改善產(chǎn)品的性能,液壓成形的零件有重量輕,強度高,硬度高和質(zhì)量好的優(yōu)點,材料利用率高,尺寸精度高,回彈小,殘余應(yīng)力低等優(yōu)點。
(3)可以通過改變凹模或沖模的形狀,來成形各種各樣形狀的零件,液壓成形可以單道次成形一些形狀復雜的零件,而傳統(tǒng)的沖壓成形則需要多道次才可實現(xiàn),大大優(yōu)化沖壓工藝。
(4)板材液壓成形特別適合于成形性能差或高強度的材料,還能成形復合材料,這對于減輕零件重量是有幫助的,有利于汽車輕量化技術(shù)的發(fā)展。
(5)更換模具和成形所需的時間相對較短,大大提高生產(chǎn)效率。
3 液壓成形工裝模具結(jié)構(gòu)設(shè)計
如圖7所示,a為液壓成形工裝模具結(jié)構(gòu)圖,b為液壓成形工裝模具密封系統(tǒng)。
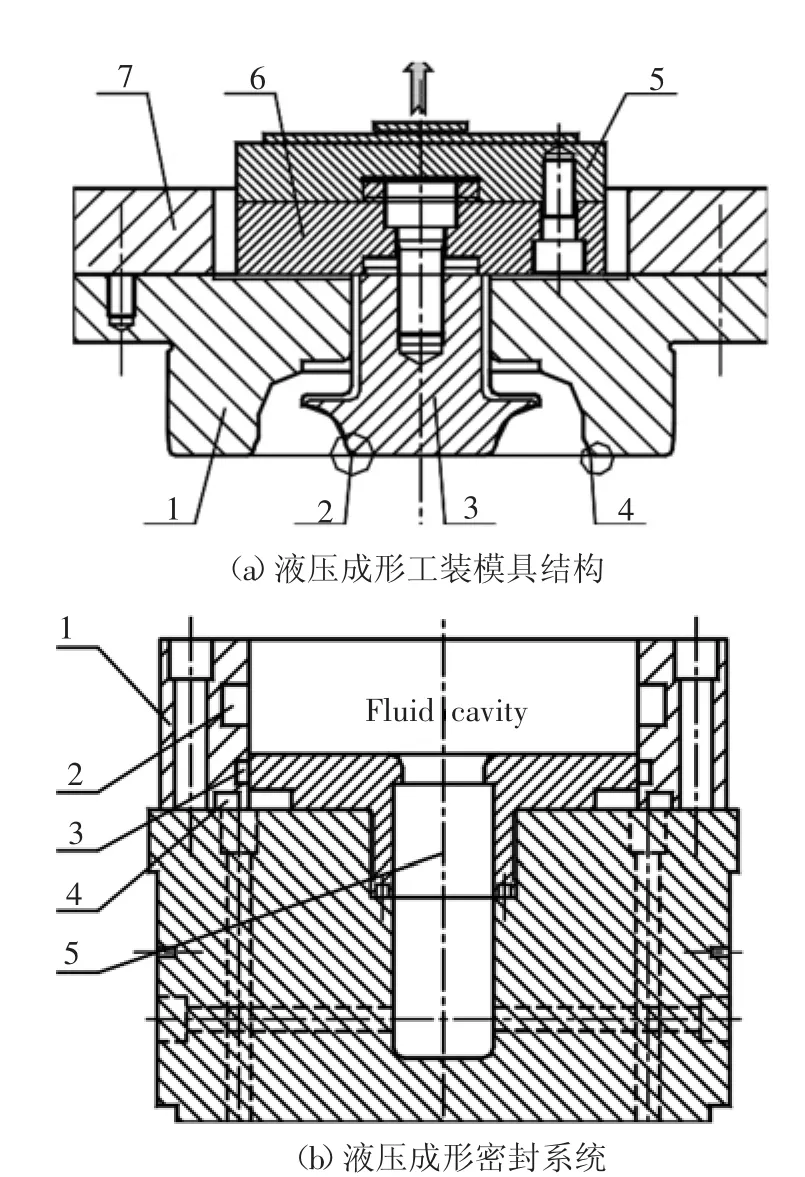
圖7 模具結(jié)構(gòu)圖
4 液壓成形實驗結(jié)果與分析
為了驗證液壓成形技術(shù)在沖壓板料成形技術(shù)中的應(yīng)用,對某款車型發(fā)動機蓋板進行液壓成形模擬實驗與物理驗證,該沖壓件屬于空間幾何形狀尺寸比較復雜的汽車覆蓋件,用普通模具進行沖壓成形,通常拉深成形后沖壓件會出現(xiàn)圓角及側(cè)壁破裂缺陷,型面起皺及疊料缺陷等,通過調(diào)節(jié)沖壓工藝參數(shù)無法完全消除以上沖壓成形缺陷。但是,通過液壓成形技術(shù)的應(yīng)用,以上破裂及起皺缺陷基本消除,如圖8所示,表示發(fā)動機蓋板沖壓件成形極限圖,從成形極限FLD圖[4]可以看出,產(chǎn)品主要落于綠色安全區(qū)域,產(chǎn)品表面無破裂、起皺和疊料缺陷。圖9為物理驗證沖壓件,從圖可以看出,產(chǎn)品質(zhì)量完全符合技術(shù)要求,模擬實驗和物理試驗驗證一致,液壓成形技術(shù)得到合格沖壓成形件。

圖8 發(fā)動機蓋板液壓成形極限圖
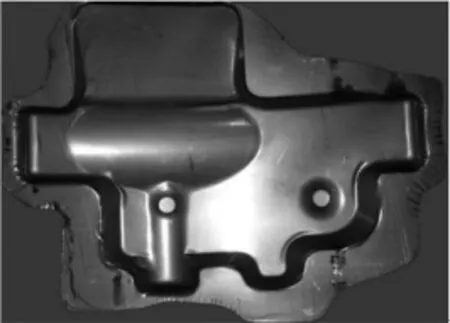
圖9 發(fā)動機蓋板液壓成形物理驗證件
5 結(jié)論
(1)液壓成形技術(shù)研究結(jié)果表明,液壓成形技術(shù)可以提高產(chǎn)品質(zhì)量,解決復雜沖壓件成形質(zhì)量問題,同時,液壓成形技術(shù)的應(yīng)用還可以節(jié)約模具研發(fā)成本。
(2)液壓成形技術(shù)的應(yīng)用,可以大大優(yōu)化沖壓成形工藝,減少沖壓成型工序。
(3)液壓成形技術(shù)的應(yīng)用,有效的推進汽車輕量化技術(shù)的快速發(fā)展。
[1] Hauger.Tailor Rolled Blanks for Automotive Light-weight Engineering[C].Automotive Circle International Conference,F(xiàn)rankfurd:2008:26-27
[2] BENEDYK J C.Lihgt metals in automotive applications[J].Light Metal Age,2000,10(1):34-36
[3] 林忠欽.車身覆蓋件沖壓成形仿真[M].北京:機械工業(yè)出版社,2004:49-52.
[4] 朱梅云,傅 建,等.基于伺服技術(shù)的板材沖壓成形性研究[J].鍛壓技術(shù).2014(10):43-46.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車與安全(2019年9期)2019-11-22 09:48:03
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
