電機(jī)端扁頭鍛造工藝的數(shù)值模擬研究
2018-03-28 03:49:35馬鵬翔牛立群魏海東王旭明張哲瑞
鍛壓裝備與制造技術(shù) 2018年1期
馬鵬翔 ,牛立群 ,楊 武 ,魏海東 ,王旭明 ,張哲瑞
(1.蘭州蘭石能源裝備工程研究院有限公司,甘肅 蘭州 730314;2.甘肅省高端鑄鍛件工程技術(shù)研究中心,甘肅 蘭州 730314;3.蘭州蘭石鑄鍛有限責(zé)任公司,甘肅 蘭州 730314)
傳統(tǒng)鍛造工藝憑借生產(chǎn)實(shí)踐經(jīng)驗(yàn),通過不斷試錯(cuò)得到比較符合要求的工藝,既耗時(shí),又得不到最好的工藝。本文借助法國Transvalor公司開發(fā)的Forge模擬軟件,以有限元思維先模擬電機(jī)端扁頭鍛件的鍛造工藝,通過模擬過程中參數(shù)優(yōu)化,對(duì)鍛造的各火次進(jìn)行計(jì)算和分析,最后通過實(shí)際生產(chǎn)驗(yàn)證了模擬的可靠性,通過模擬軟件對(duì)參數(shù)模擬優(yōu)化,對(duì)生產(chǎn)優(yōu)質(zhì)鍛件具有重要意義[1,2]。
1 工藝簡介
電機(jī)端扁頭鍛造工藝有以下要求:工藝方案符合實(shí)際、可操作性強(qiáng);模具形狀要求簡易、數(shù)量少,最好是通用的常規(guī)模具,以降低生產(chǎn)成本;坯料尺寸要求合適,以減少生產(chǎn)成本和降低鑄錠難度;在保證制得的電機(jī)端扁頭鍛件必須滿足粗加工尺寸要求的基礎(chǔ)上,優(yōu)化工藝過程,降低生產(chǎn)成本,提高鍛件質(zhì)量。
通過對(duì)電機(jī)端扁頭鍛造工藝研究分析,該工藝有三個(gè)重要過程,即滾圓拔長、鐓粗和FM法拔長[3,4]。工藝相對(duì)簡單,模具使用常規(guī)模具,對(duì)于現(xiàn)場(chǎng)的實(shí)際生產(chǎn),難度在于拔長時(shí)的單次壓下量和每道次的拔長次數(shù)的控制及保證在一次鐓拔之后保證鍛件內(nèi)部鍛合。因此,需要通過數(shù)值模擬來確定更為精確的鍛造工藝參數(shù)。
1.1 工藝概述
電機(jī)端扁頭鍛件是由35 t的鋼錠整體鍛壓而成,電機(jī)端扁頭的鍛造設(shè)備為50 MN快鍛機(jī)組,材料牌號(hào)33NiCrMoV14-5,始鍛溫度為1250℃,共分四個(gè)火次。經(jīng)過倒棱、鐓粗、FM法拔長、倒方、沖盲孔得到電機(jī)端扁頭的初始毛坯。然后再經(jīng)過精加工,熱處理最后得到電機(jī)端扁頭成品。鋼錠尺寸如圖1所示。
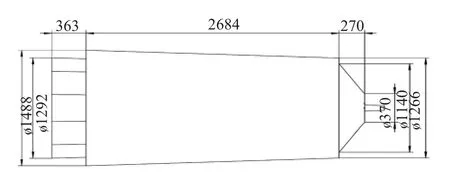
圖1 鋼錠尺寸示意圖
1.2 工藝火次解析
扁頭毛坯鍛件總共有四個(gè)火次,每一火次的具體內(nèi)容如表1所示。
2 有限元基本參數(shù)的設(shè)定
電機(jī)端扁頭的鍛件尺寸比較大,根據(jù)大鍛件的模擬計(jì)算[5],不斷調(diào)整優(yōu)化,得到如表2的參數(shù)設(shè)定值,該參數(shù)在計(jì)算時(shí)具有計(jì)算速度快、收斂性好、誤差小等優(yōu)點(diǎn),下面分別對(duì)重要參數(shù)的設(shè)定進(jìn)行說明。
模擬計(jì)算前,通過Solidworks三維繪圖軟件繪制所有鍛造過程中所需的工裝模具轉(zhuǎn)換為.stl格式并導(dǎo)入鍛造模擬軟件Forge中,鋼錠模型是通過鑄造模擬軟件Thercast對(duì)35t鋼錠進(jìn)行鑄造模擬后的結(jié)果文件導(dǎo)入Forge軟件,繼承鋼錠鑄造過程中產(chǎn)生的所有結(jié)果數(shù)據(jù),其中包括對(duì)鍛造影響較大的縮松縮孔結(jié)果數(shù)據(jù)[6]。鋼錠鍛造有限元模型如圖2所示。
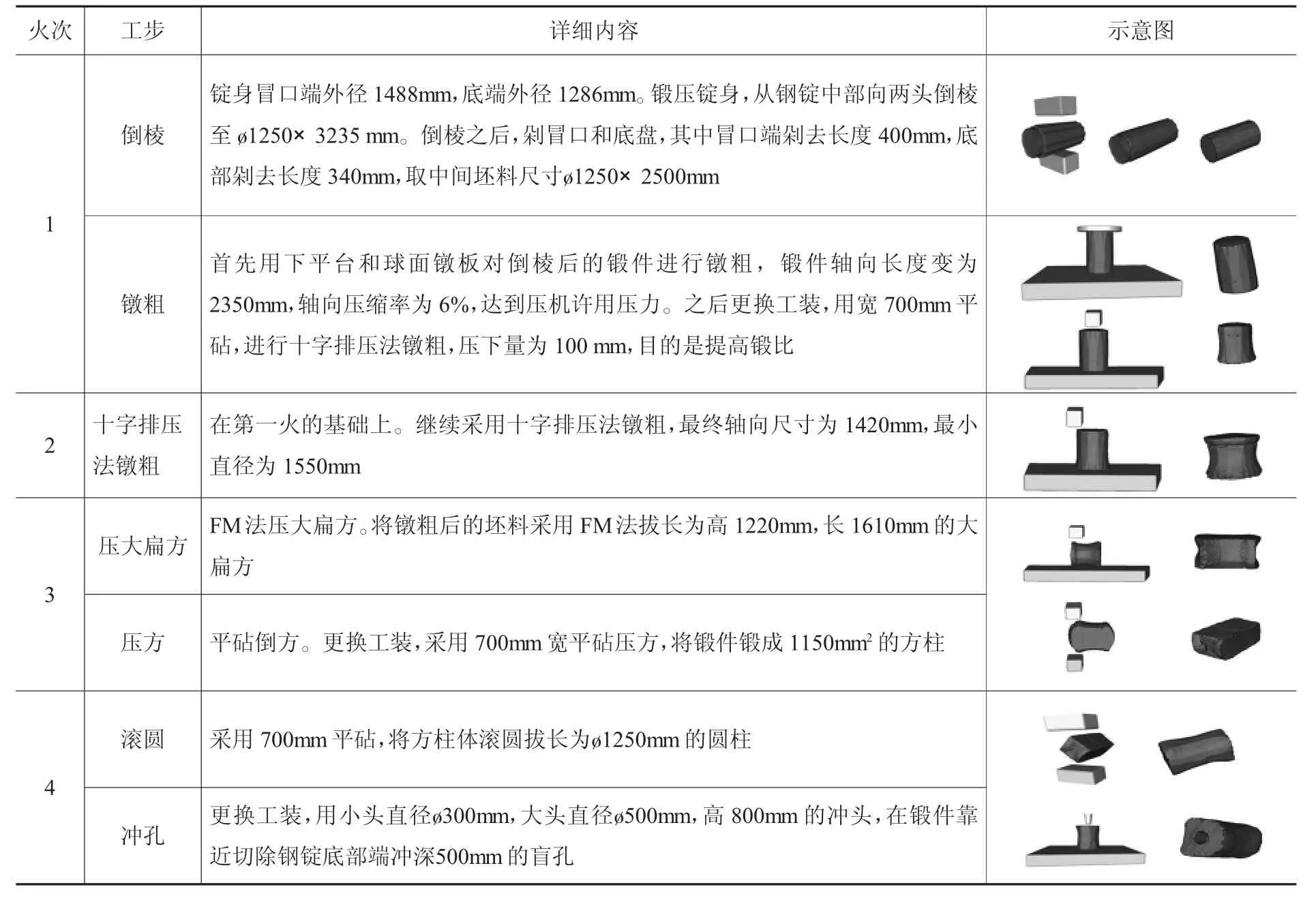
表1 鍛造工藝火次詳細(xì)內(nèi)容

表2 有限元參數(shù)設(shè)定
根據(jù)實(shí)際生產(chǎn)情況,上砧的下壓速率取4~5 mm/s,摩擦系數(shù)取0.4~0.7,摩擦類型為庫侖摩擦,環(huán)境溫度設(shè)為50℃。不考慮潤滑,是為了保證在惡劣的計(jì)算條件下獲得更好的模擬效果,這樣更能保證實(shí)際的工藝操作。
3 鍛造工藝模擬分析
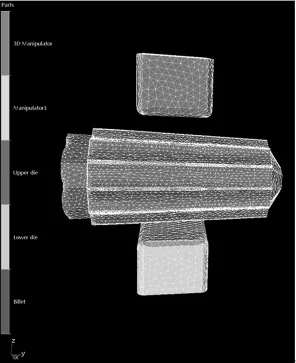
圖2 鋼錠鍛造有限元模型
拔長、鐓粗和倒方是大鍛件的主要工序,同時(shí)也是影響鍛件內(nèi)部質(zhì)量、改善鍛件內(nèi)部缺陷的關(guān)鍵工藝過程。對(duì)完整鍛造工藝的所有火次進(jìn)行數(shù)值模擬計(jì)算,并在模擬中分析鍛件的應(yīng)力應(yīng)變、縮松縮孔分布情況。為完善和正確制定鍛造工藝提供科學(xué)的理論依據(jù),并為該鍛件的實(shí)際生產(chǎn)提供最優(yōu)的工藝參數(shù)。
實(shí)際的鍛造工藝分為四個(gè)步驟:(1)爐內(nèi)加熱;(2)將工件運(yùn)送至壓機(jī),并進(jìn)行定位調(diào)整;(3)鍛壓;(4)鍛后冷卻,工件放置在常溫環(huán)境中,等待熱處理。在數(shù)值模擬過程中,需要充分考慮時(shí)間對(duì)工件散熱的影響。
3.1 第一火次結(jié)果分析
(1)模擬圓盤鐓粗的等效應(yīng)變和縮孔分析。如圖3所示,工件變形的等效應(yīng)變具有累積效應(yīng),因此取工件圓盤鐓粗完的情況進(jìn)行分析,越遠(yuǎn)離心部等效應(yīng)變?cè)酱螅糠謶?yīng)變量較大,是由于倒棱造成的部分尖角區(qū)域。圓盤端的應(yīng)變量較小。圖3右邊M代表冒口端,D代表鋼錠底部,標(biāo)尺數(shù)值為0.00024~0.0024。鋼錠本身縮孔分布在軸線附近區(qū)域,底部縮孔較嚴(yán)重。由于底部缺陷較為嚴(yán)重,工件倒棱后,將D端置于上部進(jìn)行圓盤鐓粗,縮孔較嚴(yán)重區(qū)域有所改善,但由于工件壓下量微弱,縮孔分布范圍基本沒有變化。
(2)十字排壓法鐓粗模擬結(jié)果的等效應(yīng)變和縮孔分析。圖4為兩步平砧鐓粗之后,等效應(yīng)變和縮孔縮松分布情況。最大應(yīng)變出現(xiàn)在工件表面尖角處,心部變形量約為100%;表面變形量達(dá)到了130%左右。越遠(yuǎn)離心部應(yīng)變?cè)酱蟆S捎诘撞磕>呤谴笃脚_(tái),接觸面積和摩擦大,難變形的原因,工件底部變形量較小。縮孔有部分壓實(shí),但D部依然存在較大縮孔。
3.2 第二火模擬結(jié)果分析
圖5表示本火次終鍛時(shí)的等效應(yīng)變分布及縮孔縮松分布情況。左圖顯示工件軸向截面的應(yīng)變情況,最大應(yīng)變出現(xiàn)在上表面,變形量約為205%。心部變形較上一火次有提升,但總體變形量依然較小,約為80%。右圖顯示軸向截面縮孔分布情況,工件D端縮孔尺寸有所減小,最大值基本在0.0021左右。
3.3 第三火次模擬分析
(1)最大主應(yīng)力分布。對(duì)第三火次壓大扁方時(shí)的應(yīng)力最大值出現(xiàn)時(shí)的工件進(jìn)行分析,圖6中顯示的最大主應(yīng)力分布主要集中在工件表面附近,工件與模具的接觸區(qū)域,工件主要受壓應(yīng)力。下圖軸向截面的應(yīng)力分布顯示,在工件的受力面上(模具對(duì)工件的鍛壓面),拉應(yīng)力主要出現(xiàn)在工件與模具的非接觸區(qū)域,表面的拉應(yīng)力在10MPa左右;徑向截面的應(yīng)力分布顯示,拉應(yīng)力主要出現(xiàn)在工件與模具的非接觸面上,拉應(yīng)力最大的區(qū)域應(yīng)力達(dá)到30MPa左右。壓方過程中應(yīng)力分布與壓大扁方過程基本相似。
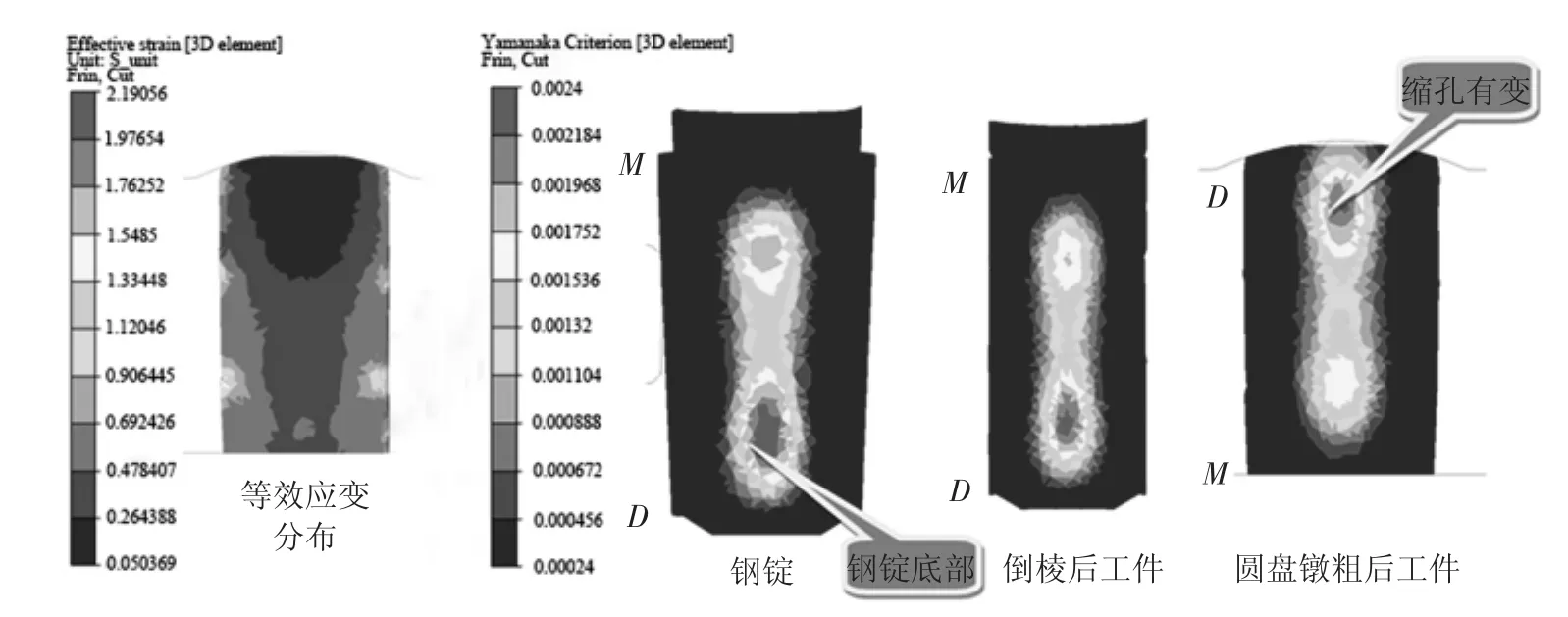
圖3 等效應(yīng)變和縮孔縮松分布情況示意圖
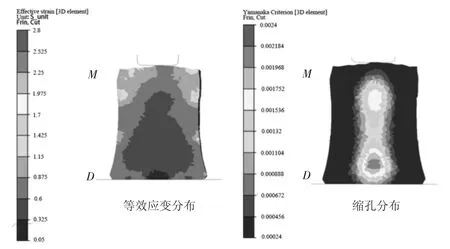
圖4 等效應(yīng)變和縮孔縮松分布情況示意圖
(2)等效應(yīng)變及縮孔分析。第三火由壓大扁方和壓方兩個(gè)步驟組成。最大等效應(yīng)力出現(xiàn)在兩端尖角處,變形量在300%左右。從軸向截面的標(biāo)尺顏色分布情況來看,等效應(yīng)變隨著遠(yuǎn)離心部,應(yīng)變值逐漸增大。縮孔分布如圖7所示,縮孔尺寸及區(qū)域分布在壓大扁方過程中變化較大。大尺寸的縮孔進(jìn)一步縮小到0.0018量級(jí),壓方后更縮小到0.0016量級(jí),最大尺寸較鋼錠本身縮孔有了較大幅度的縮小且分布區(qū)域縮小。但是依然可以看出工件D端較M端縮孔更加嚴(yán)重。
3.4 第四火次模擬
本火次分為兩個(gè)步驟,第一步先將邊長為1250 mm,長2200mm的方柱滾成直徑為1250mm的圓柱;第二步在工件D端表面采用同種沖頭,在不同壓下量下分別進(jìn)行模擬,對(duì)比不同壓下量對(duì)等效應(yīng)變、縮孔縮松的影響。在此,只對(duì)兩種不同沖盲孔方案進(jìn)行分析。兩種方案的模具如圖8所示,方案一沖盲孔深度為500mm,方案二沖盲孔深度為550mm。
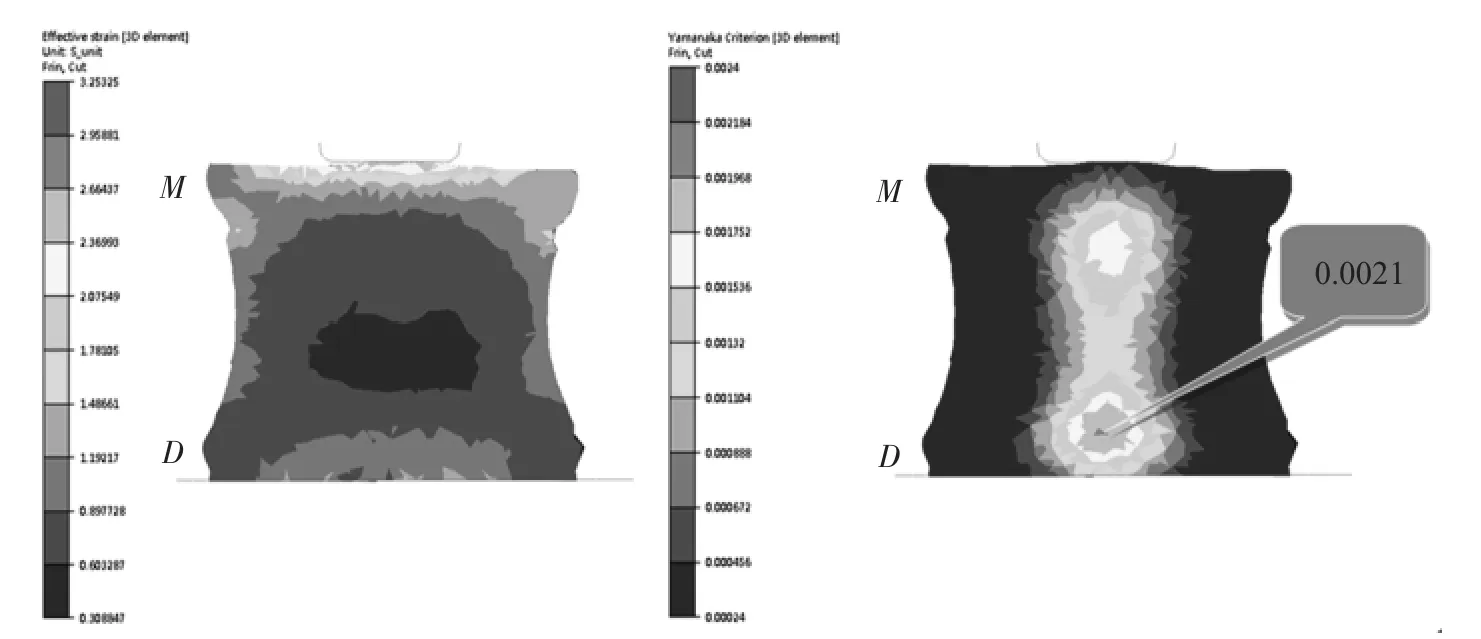
圖5 等效應(yīng)變和縮孔縮松分布情況示意圖
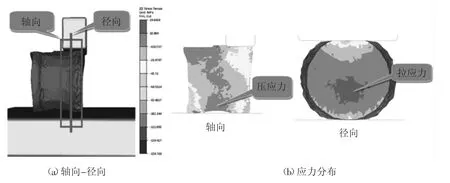
圖6 應(yīng)力分布示意圖
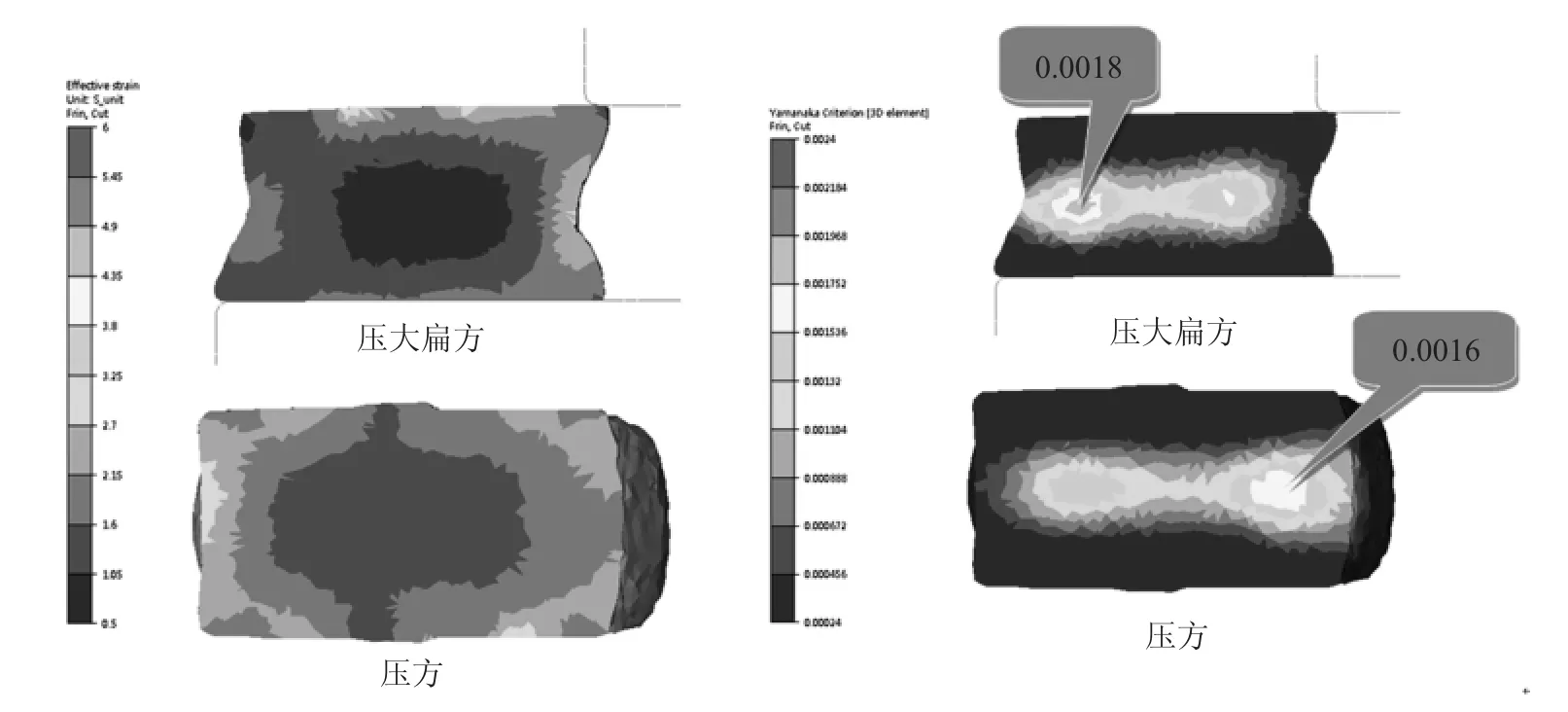
圖7 等效應(yīng)變和縮孔分布示意圖
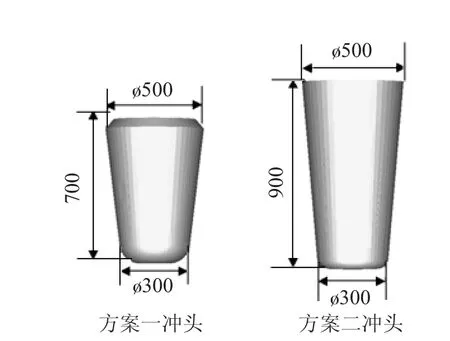
圖8 模具示意圖
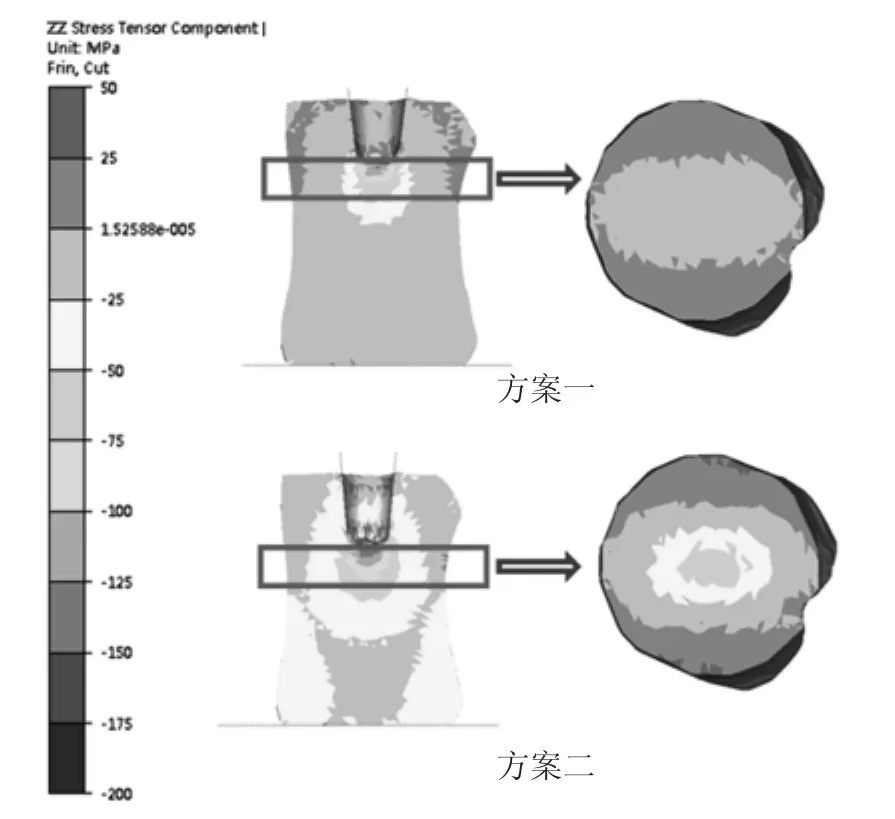
圖9 主應(yīng)力分布示意圖
(1)最大主應(yīng)力分布。主應(yīng)力分布如圖9所示。對(duì)比兩方案,拉應(yīng)力主要分布在沖盲孔一端靠表面區(qū)域。最大主應(yīng)力分布在沖頭地面與工件接觸的區(qū)域,方案一達(dá)到125MPa,方案二達(dá)到了150MPa,且方案二中壓應(yīng)力覆蓋的區(qū)域更大。徑向截面可以看出,方案一壓應(yīng)力分布呈兩個(gè)區(qū)域,心部區(qū)域大約在25MPa,表面大約在2MPa;方案二從心部向表面呈階梯狀分布,心部最大主應(yīng)力約為50MPa,越遠(yuǎn)離心部,壓應(yīng)力越小。
(2)等效應(yīng)變和縮孔分布。如圖10所示,對(duì)比兩方案等效應(yīng)變分布情況可知,在方案二加大沖頭壓下量后,沖頭底部與工件接觸的區(qū)域,應(yīng)變量較方案一更大,方案一應(yīng)變量最大值為700%左右,方案二達(dá)到了800%以上。工件其他區(qū)域的形變量,兩個(gè)方案差別不大。
從圖10中可以看出,兩方案縮孔尺寸根據(jù)軟件所測(cè)結(jié)果顯示方案一為0.0015量級(jí),方案二為0.0013量級(jí),工件D端和M端的縮孔分布區(qū)域相似。同時(shí)注意到,方案二中,將D端的最大縮孔分布區(qū)域變得更小,有利于壓實(shí)縮孔縮松。
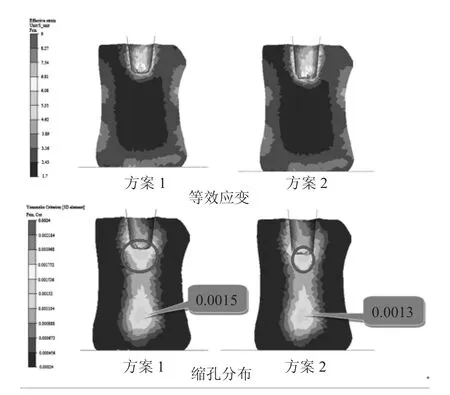
圖10 等效應(yīng)變和縮孔分析示意圖

圖11 鍛件毛坯示意圖
4 試驗(yàn)驗(yàn)證
最終鍛件毛坯如圖11所示,按?2靈敏度掃查,均合格。
5 結(jié)論
通過以上對(duì)電機(jī)端扁頭鍛造工藝的基本參數(shù)進(jìn)行詳細(xì)分析,利用有限元數(shù)值模擬計(jì)算模型的思想,采用有限元模擬軟件Forge對(duì)電機(jī)端扁頭鍛造的各火次進(jìn)行計(jì)算,得出了電機(jī)端扁頭各火次鍛造的重要工藝參數(shù)。同時(shí),分析了扁頭鍛造的應(yīng)力應(yīng)變和縮孔縮松分布情況,計(jì)算結(jié)果顯示,扁頭各火次的鍛造成形良好。應(yīng)力與應(yīng)變的分布表明,扁頭變形均勻,縮孔縮松分布,通過后期實(shí)際探傷檢測(cè),與計(jì)算結(jié)果基本相符,驗(yàn)證了建立數(shù)值模擬計(jì)算模型的可行性,同時(shí)為實(shí)際生產(chǎn)提供了重要的工藝參數(shù)依據(jù)。
[1] 李振彥,陳慧琴.55t大型鍛造用鋼錠疏松缺陷的模擬與試驗(yàn)研究[J].鑄造設(shè)備與工藝,2012,(5):15-18.
[2] 張 琦,曹 苗,張 帥,等.汽車輪轂鑄鍛一體化制造工藝[J].塑性工程學(xué)報(bào),2014,(2):1-6.
[3] 唐文亭,陳楚杰.FM法鍛造的模擬研究[J].應(yīng)用力學(xué)學(xué)報(bào),1990,(1):66-70.
[4] 陶永發(fā),楊煜生,王 欣.FM法鍛造效果的實(shí)驗(yàn)研究[J].重型機(jī)械,1985,(12):18-22.
[5] 徐明昊,王敬禹,劉建紅.大鍛件KD壓實(shí)鍛造工藝模擬研究[J].大型鑄鍛件,2013,(4):20-22.
[6] 牛立群,袁 旗,王旭明,等.錠模及澆注對(duì)鋼錠質(zhì)量影響的數(shù)值模擬研究[J].大型鑄鍛件,2016,(5):3-6.
猜你喜歡
核科學(xué)與工程(2021年4期)2022-01-12 06:30:26
今日農(nóng)業(yè)(2020年19期)2020-12-14 14:16:52
小學(xué)生必讀(中年級(jí)版)(2020年9期)2020-12-04 02:07:22
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中學(xué)物理·高中(2016年12期)2017-04-22 11:53:03
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
