汽車鑄造鋁合金缸蓋失效分析
2018-03-23 02:08:18佘祖新張凱王長朋牟獻良
裝備環境工程 2018年3期
佘祖新,張凱,王長朋,牟獻良
?
汽車鑄造鋁合金缸蓋失效分析
佘祖新1,2,張凱1,2,王長朋1,2,牟獻良1,2
(1. 西南技術工程研究所,重慶 400039;2. 重慶市環境腐蝕與防腐工程技術研究中心,重慶 400039)
某汽車公司的鑄造鋁合金缸蓋在使用過程中發生開裂,需尋找缸蓋發生失效的原因。通過應用環境掃描電鏡觀察缸蓋斷口形貌、金相顯微鏡觀察斷口金相組織、纖維硬度儀檢測缸蓋芯部硬度、化學成分分析和低倍針孔度測試方法,對鋁合金缸蓋的失效原因進行全面分析。鋁合金缸蓋樣品化學成分和硬度滿足技術要求,金相組織未發現異常,低倍針孔度控制良好。分型線凹槽過深造成應力集中較大,是缸蓋失效的主要原因。建議在缸蓋的生產過程中需進一步控制分型線凹槽深度,以避免失效。
鋁合金;缸蓋;失效分析
鋁合金氣缸蓋是汽車發動機的重要部件,當發動機工作時,缸蓋會強烈受熱并承受較大的熱沖擊作用,產生應力集中,工作環境十分苛刻。從鑄件結構工藝方面分析,汽車鋁合金缸蓋是典型的薄壁復雜鑄件,其壁厚一般為3.0~5.0 mm,對尺寸精度和力學性能要求高[1-4]。在鋁合金選擇方面,通常采用Al-Si7-Mg(A356)系鑄造鋁合金來制備汽車發動機的氣缸蓋和滑塊構件[5]。
某汽車公司送檢的發動機鋁合金缸蓋在使用過程中出現開裂失效,檢查后發現在缸蓋壁部存在裂紋。缸蓋材料為A356.2鑄造鋁合金。為了研究汽車鋁合金缸蓋發生開裂失效的原因,文中采用多種理化檢驗方法進行了系統的試驗與分析,并提出了改進建議以避免類似失效事件再次發生。
1 試驗方法
采用Quanta200 環境掃描電鏡對鋁合金缸蓋斷口進行微觀形貌分析,采用Observer.A1m 型倒置式金相顯微鏡按照JB/T 6289—2005《內燃機鑄造鋁活塞 金相檢驗》和JB/T 7946.1—1999《鑄造鋁合金金相鑄造鋁硅合金變質》進行金相組織分析。利用ICP分析儀按照GB/T 20975.25—2008《鋁及鋁合金化學分析方法第25部分電感耦合等離子體原子發射光譜法》對鋁合金缸蓋進行化學成分分析,采用顯微硬度儀按照GB/T 231.1—2002 《金屬布氏硬度試驗第1部分試驗方法》進行布氏硬度分析,采用金相顯微鏡按照JB/T 7946.3—1999《鑄造鋁合金金相鑄造鋁合金針孔》進行低倍針孔度分析。
2 試驗結果與分析
2.1 宏觀分析
斷口是斷裂失效分析的最主要物證,是殘骸分析中斷裂信息的重要來源之一[6-7]。對失效缸蓋進行全面仔細的檢查后,發現氣缸外表面不存在如夾砂、氣孔、積瘤等鑄造缺陷,僅在缸蓋壁部存在裂紋,在裂紋位置將缸蓋解剖開成為1#樣塊和2#樣塊,并對其進行拍照,1#、2#樣塊的宏觀形貌如圖1a和b所示。在圖1a和b中標注的位置均可明顯地看到一條裂紋,該裂紋貫穿缸蓋水道和進氣道之間的薄壁。為進一步確定裂紋源的位置,對裂紋處進行了解剖分析,解剖后的斷口宏觀形貌如圖1c所示,從圖1c可以發現,裂紋源存在于2#樣塊斷口上。
2.2 斷口分析
為了更好地對斷口特征進行分析,文中采用環境掃描電鏡對斷口進行微觀形貌觀察[8-9], 2#樣塊的斷口形貌如圖2所示。從圖2a和b可以看出,裂紋起始于水道分型面表面,裂紋源存在裂紋擴展形成的臺階紋,說明裂紋源處存在應力集中現象。斷口為撕裂和準解理的斷口特征,未發現有原始裂紋、縮孔、分層等原始鑄造缺陷。對裂紋源附近的微觀形貌進行觀察,發現裂紋源附近的次表層斷口為準解理斷口特征,斷面存在典型疲勞紋理[7,9],如圖2d所示。
氣缸蓋作為汽車發動機的重要部件,其上部安裝有凸輪軸,下部與氣缸體、活塞組成燃燒室。當燃氣在燃燒室內爆燃時,室內氣體溫度瞬間高達1100 ℃以上,這種高溫循環熱沖擊反復作用于燃燒室內壁,且在燃燒室內產生高達7 MPa的壓力峰值,這個壓力直接作用于氣缸蓋的燃燒室部位。此外,由于冷卻水的作用,氣缸蓋各部分溫度分布很不均勻,產生很大的熱應力。因此,氣缸蓋在高溫狀態下還需承受較大的熱沖擊作用和產生應力集中,使得氣缸蓋存在較大的開裂風險。
在對芯部斷口進行微觀形貌的觀察過程中,發現芯部斷口表面存在嚴重氧化現象,表面被氧化產物所覆蓋,局部表面存在鱗片狀氧化起層,看不到斷口的真實特征,同時腐蝕產物在電鏡掃描過程中存在放電現象,呈白亮色,檢測結果如圖3所示。
2.3 金相組織分析
在2#樣塊的裂紋源附近位置處取樣進行金相組織觀察[10-11],并對檢測結果進行評定。樣品的金相組織如圖4所示。由圖4可見,缸蓋基體金相組織為:α(Al)枝晶 + 點狀或蠕蟲狀共晶硅,組織均勻致密。評定依據采用JB/T 6289—2005《內燃機鑄造鋁活塞金相檢驗》,評定結果:魚骨狀鐵相夾雜級別為1級(魚骨狀鐵相夾雜不明顯);針狀鐵相夾雜級別為1級(針狀鐵相夾雜不明顯)。裂紋源處無明顯鑄造孔洞、裂紋等原始缺陷,無明顯樹枝狀枝晶組織存在,基體組織及夾雜物均達到技術要求。
對水道分型面表層組織及斷口組織進行金相組織觀察,發現水道分型面表層組織及斷口組織同裂紋源組織,組織無明顯平行水道分型面表面及斷口表面的樹枝狀枝晶組織存在,鑄造組織良好,測試結果如圖5a和b所示。對于芯部,其金相組織同裂紋源處組織,鑄造組織良好,其金相組織如圖5c所示。金相組織測試結果表明,鋁合金氣缸蓋的鑄造質量良好,無明顯的鑄造缺陷。
分型線凹槽深度如圖6所示,裂紋源附近分型線凹槽深度約為0.92 mm,底部尖銳,距離裂紋源較遠處分型線凹槽深度約為0.37 mm,底部圓鈍。結合圖1所示的缸蓋及其斷口宏觀形貌,分析可得裂紋貫穿于缸蓋水道和進氣道之間的薄壁。由于裂紋源所處位置為缸蓋凹槽薄壁,且形狀上也不易于散熱,在持續受熱的條件下,氣缸蓋水道內表面受熱膨脹,形成拉應力。該處薄壁屬于抗拉強度低的部位,當拉應力大于材料抗拉強度時,發生開裂[12]。同時,裂紋源附近處凹槽底部尖銳,也易產生較大的應力,在拉應力和自身應力的共同作用下,使得缸蓋發生開裂。
2.4 化學成分分析
在失效缸蓋上隨機截取試樣進行樣品化學成分分析[13-14],分析結果見表1。鋁合金缸蓋樣品化學成分中Cu元素含量高于技術要求(對本次失效影響不大),其他化學成分含量均滿足技術要求。
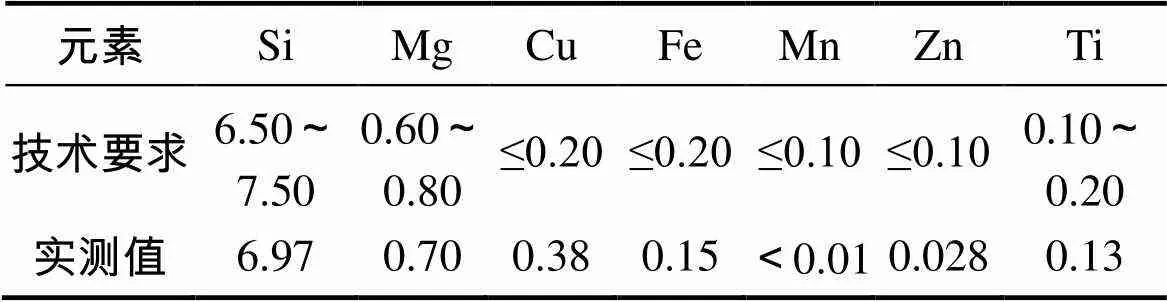
表1 缸蓋化學成分分析結果 %
2.5 硬度測試
按GB/T 231.1—2002《金屬布氏硬度試驗第1部分試驗方法》標準對樣品芯部進行硬度測試[15],芯部硬度(HB)測試結果為114.0,115.0,114.0,滿足技術要求(HB)80~120。
2.6 低倍針孔度測試
針孔是鋁合金鑄件常見的缺陷之一,不僅降低鑄件力學性能、致密性以及抗腐蝕性能等,還會增大鑄件的表面粗糙度[16]。鋁合金缸蓋結構和工藝都很復雜,且質量要求非常高,尤其是致密性要求非常高,不能滲漏。通過對鋁合金缸蓋的解剖,按照JB/T 7946.3—1999《鑄造鋁合金金相鑄造鋁合金針孔》,在斷口附近取樣進行低倍針孔度觀察,腐蝕溶液為10%的NaOH水溶液,如圖7所示。樣品低倍針孔度級別為1級,表明樣品的低倍針孔度控制良好。
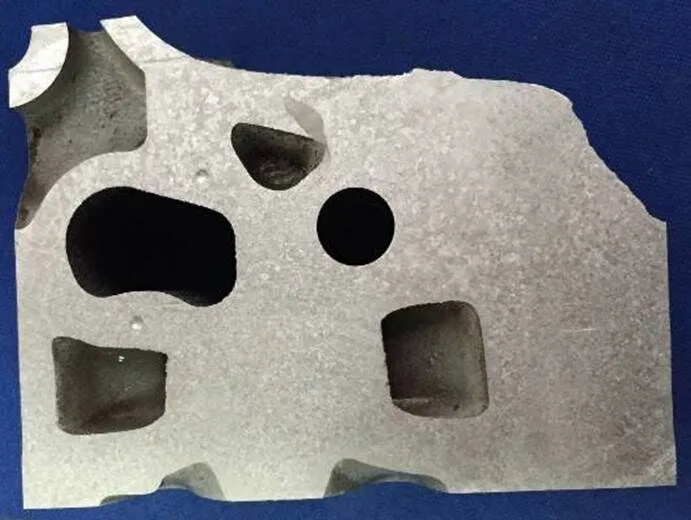
圖7 樣品低倍針孔度
3 結論
鋁合金缸蓋樣品化學成分中Cu元素高于技術要求(對本次失效影響不大),其余元素滿足技術要求,硬度滿足技術要求,金相組織未發現異常,低倍針孔度控制良好。從缸蓋樣品的宏觀分析可見,裂紋起始于水道分型面表面凹槽處,凹槽處為形狀突變區,易產生應力集中。結合樣品斷口微觀形貌分析,裂紋源處存在明顯臺階紋,表明裂紋源處應力集中現象明顯。綜合分析推斷,樣品主要是在水道分型面凹槽處存在應力集中現象,較大的應力對裂紋的產生和擴展起促進作用,造成早期裂紋在水道分型面凹槽處萌生并發生疲勞開裂。
4 結語
通過對某型汽車鋁合金缸蓋的失效分析,裂紋起始于分型線凹槽位置,分型線凹槽過深造成應力集中較大,外力作用下裂紋易在此位置萌生,建議在缸蓋的生產過程中需進一步控制分型線凹槽深度,避免類似失效事件的發生。
[1] 佘錄. 4GD1 鋁合金缸蓋鑄件缺陷分析及控制[C]// 2013中國鑄造活動周論文集. 濟南: 中國機械工程學會, 2013: 1-6.
[2] 賴華清, 范宏訓. 汽車鋁缸蓋鑄造工藝方法[J]. 中國鑄造制備與技術, 2003(5): 29-31.
[3] 劉廣超, 王英杰, 許世龍. 汽車鋁合金缸體缸蓋鑄造工藝研究現狀[J]. 黑龍江科技信息, 2017(3): 18.
[4] 江河, 楊國斌, 張先鋒, 等. 汽車發動機氣缸蓋開裂原因分析[J]. 物理測試, 2015, 33(1): 45-47.
[5] Caton M J et al.Met Mater Trans A.1999,30A:3055.
[6] 鐘群鵬, 趙子華, 張崢. 斷口學的發展及微觀斷裂機理研究[J]. 機械強度, 2005(3): 358-370.
[7] 鐘群鵬, 田永江. 失效分析基礎知識[M]. 北京: 機械工業出版社, 1990.
[8] 石祝竹, 莫煜. 掃描電鏡(SEM)在失效分析中的應用[J]. 裝備制造技術, 2011(11): 142-144.
[9] 曾祥華, 田繼豐, 柯偉, 等. 宏觀斷口學與顯微斷口學[M]. 北京: 機械工業出版社, 1990.
[10] 梅華生, 肖勇, 李榮強, 等. 內燃機鑄造鋁合金活塞失效分析[J]. 精密成形工程, 2013, 5(4): 60-63.
[11] 王輝, 梅華生. 45鋼汽車穩定桿斷裂失效分析[J]. 精密成形工程, 2010, 2(4): 64-67.
[12] 胡友安, 李曉東. 渦輪增壓器蝸殼熱裂紋的試驗研究[J]. 河海大學學報: 自然科學版, 2008, 36(6): 846-849.
[13] 楊曉, 陳政龍, 潘恒沛, 等. 40Cr鋼緊固螺栓斷裂原因分析[J]. 理化檢驗—物理分冊, 2016, 52(12): 903-905.
[14] 李迪凡, 王曉暉, 符朝旭, 等. 20CrMo齒輪失效分析[J].精密成形工程, 2015, 7(1): 78-81.
[15] 渠清團. 40Cr鋼內齒輪齒圈斷裂失效分析[J]. 河南科技, 2013(8): 115-116.
[16] 王麗萍. 鋁合金針孔的形成與防止[J]. 電力金具, 1995(2): 17-19.
Failure Analysis of Cast Aluminum Alloy Cylinder Head for Vehicle
SHE Zu-xin, ZHANG Kai,WANG Chang-peng,MOU Xian-liang
(1.Southwest Research Institute of Technology and Engineering, Chongqing 400039; 2.Chongqing Engineering Research Center for Environmental Corrosion and Protection, Chongqing 400039, China)
To find the cause for cracking of cast aluminum alloy cylinder head supplied by a certain motor corporation during using.The failure cause for the cylinder head was analyzed by observing appearance of fracture with SEM, observing metallographic structure of fracture with metallographic microscope, testing the core hardness of cylinder head with fiber hardness tester, analyzing chemical component and testing macrostructure pinhole degree, et.al.Chemical component and harness of sample for aluminum alloy cylinder head met the technical requirements. There was no abnormity on metallographic structure. The macrostructure pinhole degree was controlled properly. The larger depth of parting line groove was the main cause for the failure of cylinder head.It is suggested to further control the depth of parting line groove in production of cylinder head to avoid failure.
aluminum alloy; cylinder head; failure analysis
TM315
A
1672-9242(2018)03-0081-05
10.7643/ issn.1672-9242.2018.03.017
2017-10-29;
2017-11-25
佘祖新(1988—),女,貴州人,碩士,工程師,主要從事裝備環境試驗研究工作。
王長朋(1985—),男,重慶人,碩士,工程師,主要研究方向為材料失效與分析。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
建筑材料學報(2014年3期)2014-03-11 17:08:02
終身教育研究(2014年5期)2014-02-28 01:23:06