鍍鋅鋼板與6061鋁合金搭接攪拌摩擦釬焊
2018-03-21 11:57:57高鵬宇許惠斌李添翼李小飛胡盛情周天濤黃宏
精密成形工程 2018年2期
關鍵詞:界面
高鵬宇,許惠斌,李添翼,李小飛,胡盛情,周天濤,黃宏
(重慶理工大學,重慶 400054)
鋼與鋁兩種合金的復合結構對于現代制造業有降低重量、節約能源、降低生產成本等優點,在汽車、建筑、航空等領域得到了廣泛的關注[1—4],但是,鋁與鋼之間由于存在很大的性能差異,焊后有巨大的殘余應力產生。同時硬而脆的 Fe-Al金屬間化合物如Fe3Al, Fe2Al5, FeAl3,極易在較高的焊接熱循環條件下出現,厚的金屬間化合物層容易造成裂紋[5—8]。這兩個原因共同限制了鋁-鋼復合結構在制造業中的應用。
攪拌摩擦焊是熱-機共同作用的焊接方法,塑性流動金屬相互攪拌、混合,最后形成高質量接頭[9—11]。由于焊接過程不會因金屬熔化和凝固而發生裂縫等缺陷,焊接過程能耗低、成本少、沒有空氣污染和光污染,這些優勢奠定了攪拌摩擦焊的前景[12—13]。攪拌摩擦釬焊(FSB)是在攪拌摩擦焊基礎上,在待焊工件中間加入一層薄的中間層,防止焊件基體的直接接觸,使界面金屬間化合物類型和厚度發生變化[14—15]。文中采用純Zn箔片作為FSB中間層,在不同焊接轉速下,分析了 Q235鍍鋅鋼與 6061鋁合金接頭的元素分布及力學性能。
1 試驗材料及方法
試驗材料鋼為電鍍鋅 Q235鋼板,鍍鋅量為60 g/mm2,尺寸為70 mm×50 mm×1 mm。鋁合金選用6061鋁合金,尺寸為70 mm×50 mm×2 mm。中間層材料為質量分數為99.99%的純Zn箔片,熔點為420 ℃。Zn中間層尺寸為 70 mm×20 mm,中間層厚度為0.3 mm。Q235含有質量分數為0.14%~0.30%的Si,0.14%~0.22%的C,0.30%~0.35%的Mn,余量為Fe;6061鋁合金含有質量分數為0.7%的Fe,0.4%~0.8%的 Si,0.02%~0.25%的 C,0.8%~1.2%的 Mg,0.15%的Mn,余量為Al。
焊前先用粗砂紙打磨母材待焊表面,然后用酒精清洗。以純Zn箔片作為中間層的FSB見圖1。試驗所用攪拌頭為圓柱攪拌頭。焊接參數為:焊接速度為44 mm/min,壓入量為0.5 mm,攪拌頭轉速分別為660,1320, 1750 r/min。通過德國生產的Sigma HD掃描電子顯微鏡觀察FSB接頭形貌,同時分析各微區成分。使用HVS-1000顯微硬度儀測量接頭顯微硬度,每個測量點的間距為0.1 mm,壓頭加載載荷為0.1 kN,壓頭加載時間為10 s。
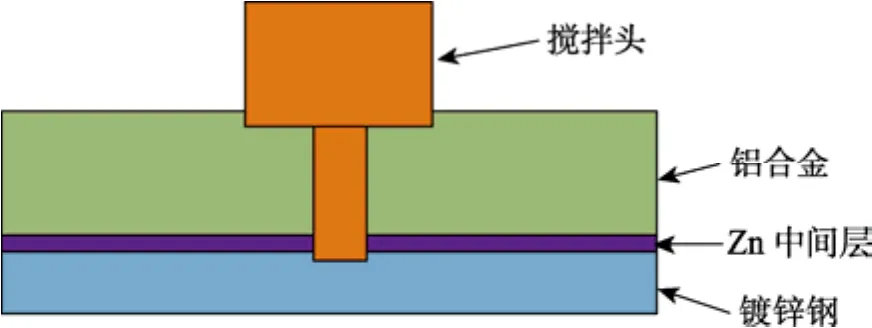
圖1 加中間層攪拌摩擦釬焊Fig.1 Friction stir brazing with Zn intermediate layer
2 結果及分析
2.1 接頭在不同轉速的宏觀形貌
不同轉速下接頭宏觀SEM見圖2。660 r/min轉速焊接時,中心界面處為一層厚的Zn過渡層,而攪拌針邊緣位置未被攪拌,近界面處鋁合金中出現大的孔洞。轉速為1320 r/min情況下,FSB界面中心區域的Zn過渡層變薄,以波浪狀沿界面分布。此時更大量流動的Zn進入到焊縫,在塑性流動階段與Al反應,生成熔點較低的Zn-Al共晶合金,此時攪拌區域金屬流動性變好,高效的填充攪拌針前進側留下的空隙,使近縫區鋁合金中的孔洞減小。當攪拌頭轉速達到1750 r/min時,界面處的Zn只剩下較薄的一層Zn聚集層,大量的Zn隨著攪拌針流動進入到近縫區鋁合金中,形成大片的Zn聚集區域,近界面鋁合金中只有小孔洞出現。
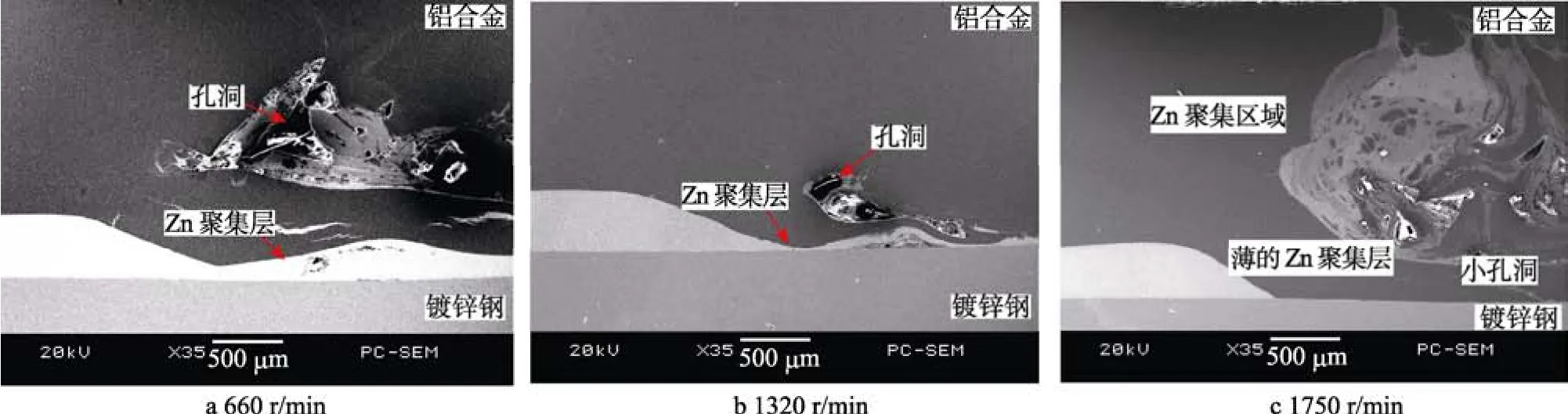
圖2 不同轉速下宏觀接頭SEMFig.2 SEM of joint microstructure at different rotational speed
2.2 接頭在不同轉速微觀形貌與元素分布
不同轉速下接頭微觀 SEM 見圖 3。采用較小660 r/min時,攪拌頭軸肩對6061鋁合金待焊表面摩擦較少,焊接輸入熱不足。界面處有部分區域未熔合。根據圖3d線能譜元素分布可知,近界面鋁合金焊縫區主要由Zn元素組成,界面處有少量Fe元素。由圖3a點1可知,此時界面處可能生成Fe-Zn10。在轉速1320 r/min情況下,近界面鋁合金攪拌更加劇烈,一層薄的過渡層在界面出現。根據圖 3e線能譜元素分布可知,過渡層 Fe-Al-Zn三種元素發生相互擴散。同時根據3b點2可知,少量的Al被攪拌針帶到界面處,此時界面可能有Fe-Zn與Fe-Al兩種類型的金屬間化合物。沒有出現未熔合區域與裂紋等缺陷,結合良好。采用高轉速1750 r/min時,此時鋁合金焊縫混合更加劇烈,界面過渡層極薄,根據圖 3f線能譜元素分布可知,過渡層存在著 Fe-Al-Zn三種元素之間的擴散。根據圖3c中點3可知,界面檢驗出更多的Al元素與Fe元素。由于有更多的Fe-Al金屬間化合物生成,界面硬度梯度增加,在殘余應力作用下,過渡層中間層產生裂紋缺陷。其中,點 1中 Zn和 Fe的原子數分數分別為91%和9%,點2中Zn, Al, Fe的原子數分數分別為80.29%, 3.54%, 16.17%,點3中Zn, Al, Fe的原子數分數分別為 71.49%, 5.66%,20.25%。
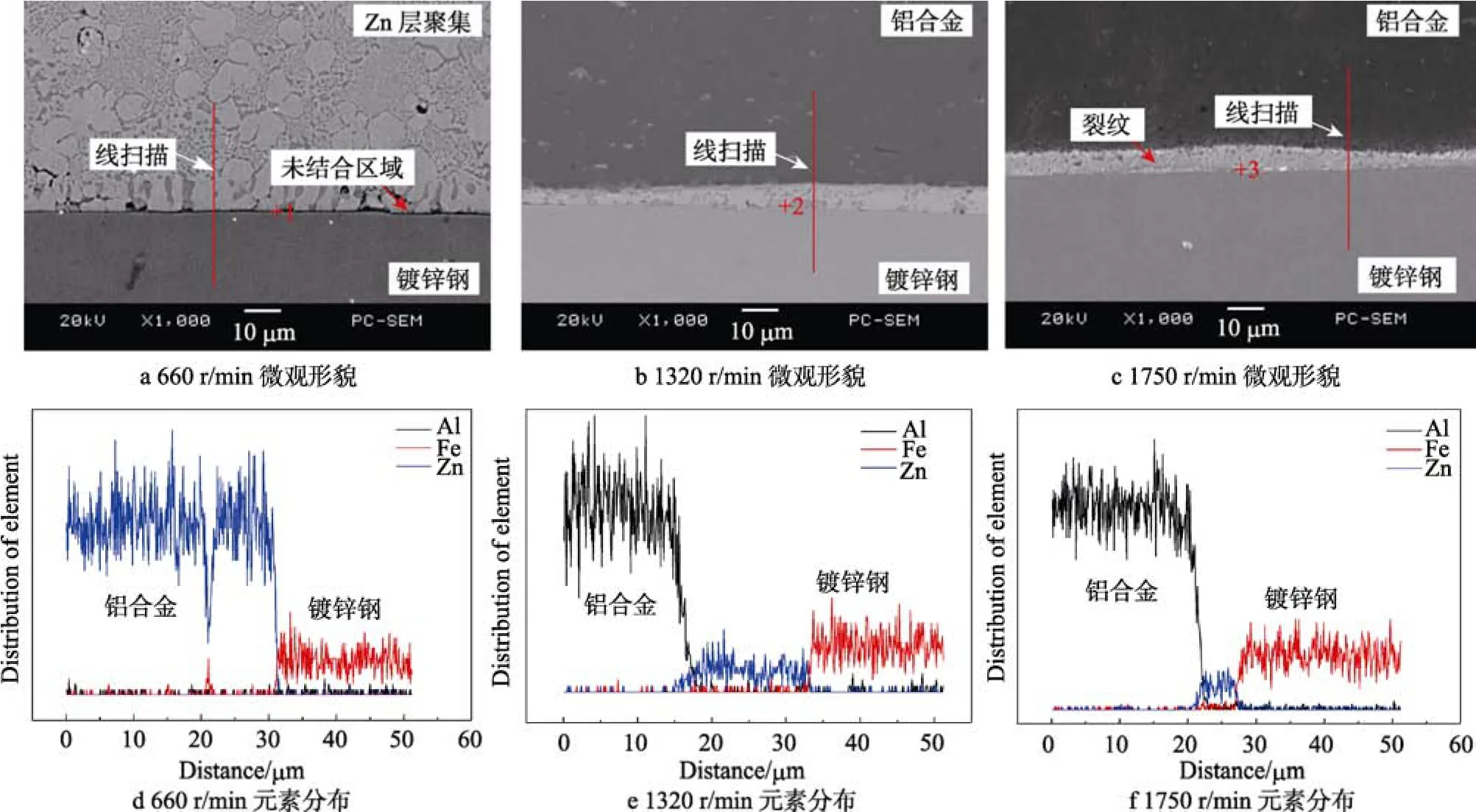
圖3 不同轉速下接頭微觀形貌SEM與線掃描Fig.3 SEM of microstructure joint and line scan at different rotational speed
2.3 接頭在不同轉速下的最大平均拉剪力
轉速對接頭平均最大拉剪力的影響見圖4。隨著攪拌頭旋轉速度增加,FSB接頭最大拉剪力先增加后降低。當轉速為1320 r/min時,FSB接頭平均拉剪力達到最大,為2.33 kN。這是因為在較低的攪拌頭轉速情況下,熱輸入較低,元素擴散不充分,界面有未結合區域。在轉速較高的情況下,界面生成更多硬而脆的Fe-Al金屬間化合物,致使過渡層中出現微裂紋,接頭強度降低。在適當的轉速下,界面結合良好。
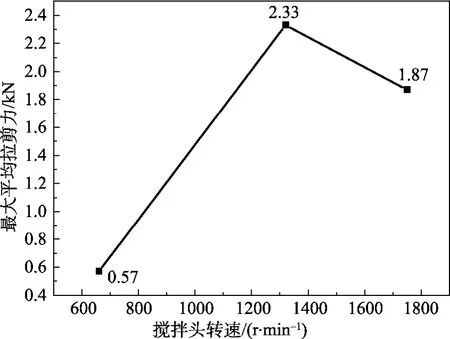
圖4 不同轉速下接頭平均最大拉剪力Fig.4 Maximum average tensile shear force at different rotational speed
2.4 接頭顯微硬度
不同轉速下接頭顯微硬度見圖5,隨著攪拌頭轉速增加,界面處的顯微硬度逐漸增加,界面處Zn元素含量隨之降低。由于低轉速情況下,界面有較厚的Zn過渡層。靠近界面的6061鋁合金與界面處的顯微硬度較低,界面生成物為硬度較低的Fe-Zn金屬間化合物。隨著轉速增加,硬度較高Fe-Al金屬間化合物在界面生成,同時界面過渡區域顯微硬度梯度增加,近縫區鋁合金與界面顯微硬度增加。

圖5 接頭不同區域顯微硬度Fig.5 Hardness of different zones in joint
3 結論
在 Zn中間層下通過 FSB連接 6061鋁合金與Q235鍍鋅鋼。分析在不同轉速下FSB接頭形貌組織及力學性能,得到以下結論。
1)當攪拌頭轉速增加時,更多Zn元素進入近縫區鋁合金中,增強了鋁合金塑性流動時的流動性,能更好地填充攪拌頭前進側孔洞,致使鋁合金近縫區孔洞減少。
2)轉速為660 r/min情況下,界面產生一層較厚的過渡層,界面金屬間化合物為 Fe-Zn10,部分區域未結合。轉速增加到1320 r/min時,過渡層厚度降低,界面由Fe-Zn和Fe-Al金屬間化合物構成,此時界面連接較好。轉速為1750 r/min時,界面處Fe, Al元素含量升高,近界面過渡層出現裂紋。
3)隨著攪拌頭轉速增加,鍍鋅鋼/鋁合金接頭最大平均拉剪力先增加后減小,界面處顯微硬度增加,硬度梯度增加。1320 r/min轉速情況下,FSB接頭平均拉剪力最大,為2.33 kN。
[1]魏艷妮, 李京龍, 熊江濤, 等. 鋁/鋼異種金屬攪拌摩擦焊及其研究進展[J]. 精密成形工程, 2015, 7(5): 34—39.WEI Yan-ni, LI Jing-long, XIONG Jiang-tao, et al. Aluminum/Steel Dissimilar Metal Friction Stir Welding and Its Research Progress[J]. Journal of Netshape Forming Engineering, 2015, 7(5): 34—39.
[2]MA J, HAROONI M, CARLSON B, et al. Dissimilar Joining of Galvanized High-strength Steel to Aluminum Alloy in a Zero-gap Lap Joint Configuration by Two-pass Laser Welding[J]. Materials & Design, 2014, 58(6): 390—401.
[3]YANG S, ZHANG J, LIAN J, et al. Welding of Aluminum Alloy to Zinc Coated Steel by Cold Metal Transfer[J]. Materials & Design, 2013, 49: 602—612.
[4]苗玉剛, 曾陽, 王騰, 等. 基于 BC-MIG 焊的鋁/鋼異種金屬增材制造工藝[J]. 焊接學報, 2015, 36(7): 5—8.MIAO Yu-gang, ZENG Yang, WANG Teng, et al. Aluminum/Steel Dissimilar Metal Additive Manufacturing Process Based on BC-MIG Welding[J]. Transactions of the China Welding Institution, 2015, 36(7): 5—8.
[5]BOUCHé K, BARBIER F, COULET A. Intermetallic Compound Layer Growth Between Solid Iron and Molten Aluminum[J]. Materials Science & Engineering A, 1998,249(1/2): 167—175.
[6]SU Y, HUA X, WU Y. Effect of Input Current Modes on Intermetallic Layer and Mechanical Property of Aluminum-steel Lap Joint Obtained by Gas Metal Arc Welding[J].Materials Science & Engineering A, 2013, 578(31): 340—345.
[7]DONG Hong-gang, LIAO Chuan-qing, CHEN Guo-qing,et al. Butt Joining of Aluminum to Steel by Arc Brazing Process[J]. Advanced Manufacturing Processes, 2012, 27(12):1392—1396.
[8]MOVAHEDI M, KOKABI A H, REIHANI S M S, et al.Effect of Annealing Treatment on Joint Strength of Aluminum/Steel Friction Stir Lap Weld[J]. Materials & Design,2013, 44(1): 487—492.
[9]COELHO R S, KOSTKA A, SANTOS J F D, et al. Friction-stir Dissimilar Welding of Aluminum Alloy to High Strength Steels: Mechanical Properties and their Relation to Microstructure[J]. Materials Science & Engineering A,2012, 556: 175—183.
[10]CHEN Z W, YAZDANIAN S, LITTLEFAIR G. Effects of Tool Positioning on Joint Interface Microstructure and Fracture Strength of Friction Stir Lap Al-to-Steel Welds[J].Journal of Materials Science, 2013, 48(6): 2624—2634.
[11]趙小強, 許新猴, 華鵬, 等. 6061鋁基碳化硅復合材料攪拌摩擦焊工藝研究[J]. 精密成形工程, 2015, 7(4):53—56.ZHAO Xiao-qiang, XU Xin-hou, HUA Peng, et al. Research on Friction Stir Welding Technology of 6061 Aluminum Carbide Composite[J]. Netshape Forming Engineering, 2015, 7(4): 53—56.
[12]LEITAO C, ARRUTI E, ALDANONDO E, et al. Aluminum-steel Lap Joining by Multipass Friction Stir Welding[J]. Materials & Design, 2016, 106: 153—160.
[13]ELREFAEY A, GOUDA M, TAKAHASHI M, et al. Characterization of Aluminum/Steel Lap Joint by Friction Stir Welding[J]. Journal of Materials Engineering & Performance, 2005, 14(1): 10—17.
[14]ZHANG G F, ZHANG K, GUO Y, et al. A Comparative Study of Friction Stir Brazing and Furnace Brazing of Dissimilar Metal Al and Cu Plates[J]. Metallography Microstructure & Analysis, 2014, 3(4): 272—280.
[15]ZHANG G F, ZHANG K, ZHANG L J, et al. Approach to Disrupting Thick Intermetallic Compound Interfacial Layer in Friction Stir Brazing (FSB)of Al/Cu Plates[J]. Science& Technology of Welding & Joining, 2014, 19(7): 554— 559.
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
