船用高強鋼埋弧焊材焊接工藝
2018-03-19 03:30:42黃江中郝建宏王洪亮
電焊機 2018年2期
孫 強,秦 穎,黃江中,郝建宏,王洪亮,艾 偉
(海洋石油工程股份有限公司,天津300452)
0 前言
埋弧焊是一種高效焊接方法,針對船用高強鋼的特點和應用環境要求,以AWS D1.1-2015《美國鋼結構焊接規范》為驗收標準,采用4種牌號埋弧焊材對32 mm壁厚的D36鋼板進行埋弧焊接工藝評定試驗。通過拉伸、彎曲、沖擊、硬度和宏觀金相檢測研究其焊接接頭力學性能,為船用高強鋼埋弧焊材料選擇提供參考。
1 焊接方法和焊接材料
試驗材料為D36鋼板,其化學成分和力學性能實測結果見表1、表2。試板尺寸1300mm×300 mm×32 mm。考慮到生產效率、焊縫質量和設備實際情況等,選擇埋弧焊進行焊接。
D36是低碳鋼應選用與母材相匹配的焊接材料,根據埋弧焊熱輸入量高的工藝特點選取合金成分略高于母材的焊絲并配中性焊劑且焊劑滿足快速焊,電弧燃燒穩定、熔渣具有適宜的熔點、黏度和表面張力,焊道與焊道間以及焊道與母材間充分熔合,過渡平滑無明顯咬邊,脫渣容易,焊縫表面成形良好,焊接過程中產生的有害氣體較少。為獲得低溫韌性良好的焊接接頭,選擇低氫型焊絲及焊劑。本研究通過對比選取GWL-W14H&GXL-101、GWLW14H&GXL-101、H-14&S-707T、CHW-S3&CHF101四種牌號焊絲及焊劑。焊材的化學成分如表1所示。

表1 Hastelloy C-276鎳基合金和ERNiCrMo-4焊絲化學成分%

表2 D36鋼的力學性能
2 焊接工藝試驗
采用X型對稱坡口,埋弧焊接工裝合理,避免出現焊接變形、根部未熔合、未焊透及夾渣等焊接缺陷;焊前清理坡口,坡口內部無金屬屑、毛刺、熔渣等,坡口周圍25 mm范圍無銹蝕、油污、氧化皮、水分等雜質,直至露出金屬光澤;埋弧焊采用堿性焊劑,嚴格烘干,保存在不低于260℃的保溫箱內,隨取隨用;焊前預熱,將坡口兩側75~100 mm寬的區域加熱到65℃,層間溫度高于預熱溫度,但低于200℃。焊接過程中盡量減小拘束度,合理安排焊道次序,以降低焊接變形和殘余應力。
埋弧焊工藝參數見表3。焊接坡口如圖1所示,采用平焊位置。

表3 焊條電弧焊和埋弧焊工藝參數
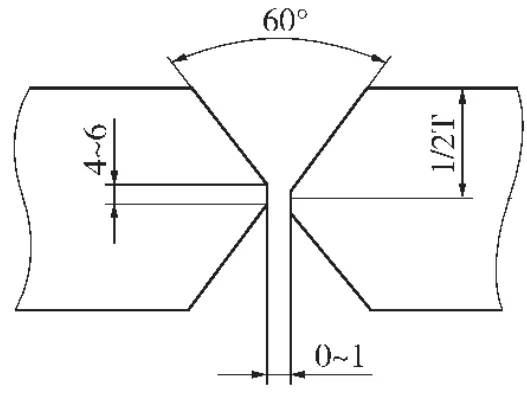
圖1 焊接坡口尺寸
從脫渣性、造渣和熔池保護情況兩方面對比4種埋弧焊材,GWL-W14H&GXL-101綜合表現較好;T Union SA EH12K&T-UV 618脫渣性較差;H-14&S-707T脫渣性稍差,焊渣內表面保護熔池一側有2~5 mm的窩狀氣孔,由此造成金屬表面暗斑;CHW-S3&CHF101焊材脫渣性較好,但在金屬表面形成了1~2 mm的較小暗斑。
3 焊接工藝評定
按照AWS D1.1:2015標準要求,焊后進行外觀、超聲波、磁粉及射線探傷檢測,結果全部合格。檢查焊縫外觀質量,焊縫外形均勻美觀,無表面氣孔、夾渣、咬邊、裂紋等缺陷。
按照AWS D1.1:2015標準劃線切割制取合適的力學性能試樣,分別進行拉伸、彎曲及沖擊試驗,進行硬度和宏觀金相檢測。
3.1 拉伸試驗
AWS D1.1:2015標準要求試樣焊縫的抗拉強度不小于母材的最小名義抗拉強度。拉伸試驗結果如表4所示。

表4 焊接接頭拉伸試驗結果
由表4可知,試樣斷裂在母材位置,表明焊縫拉伸強度高于母材。試驗結果表明,這4種埋弧焊材焊接的D36鋼接頭的拉伸性能符合相關標準要求,焊縫接頭性能合格。
3.2 彎曲試驗
彎曲試驗執行AWS D1.1:2015標準,沿厚度方向截取4個彎曲試樣進行側彎試驗。彎曲試驗條件為壓頭直徑50 mm,彎曲角180°,試驗結果均滿足標準要求。
3.3 沖擊試驗
沖擊試驗執行ASME SA370-12標準,結果如圖2所示。由圖2可知,D36鋼焊接接頭的焊縫及熱影響區沖擊性能滿足標準-40℃沖擊韌性要求,單個沖擊功AkV≥27 J,平均吸收功AkV≥34 J,接頭性能合格。
3.4 硬度和宏觀試驗

圖2 -40℃焊接接頭沖擊試驗結果
硬度和宏觀試驗執行ASTM E384-11E1標準。試件的焊縫宏觀形貌如圖3所示。通過宏觀檢查,發現焊縫完全焊透、無裂紋等缺陷。宏觀試驗后按圖4所示分別對接頭上、中、下表面進行維氏硬度測量,結果如圖5所示。硬度檢測結果表明,D36鋼焊接接頭的焊縫及熱影響區硬度值均低于相關標準要求的上限值,符合標準要求。
3.5 金相組織觀察
觀察各焊材根部焊縫金相顯微組織,如圖6所示,各試件組織以鐵素體(F)為主。
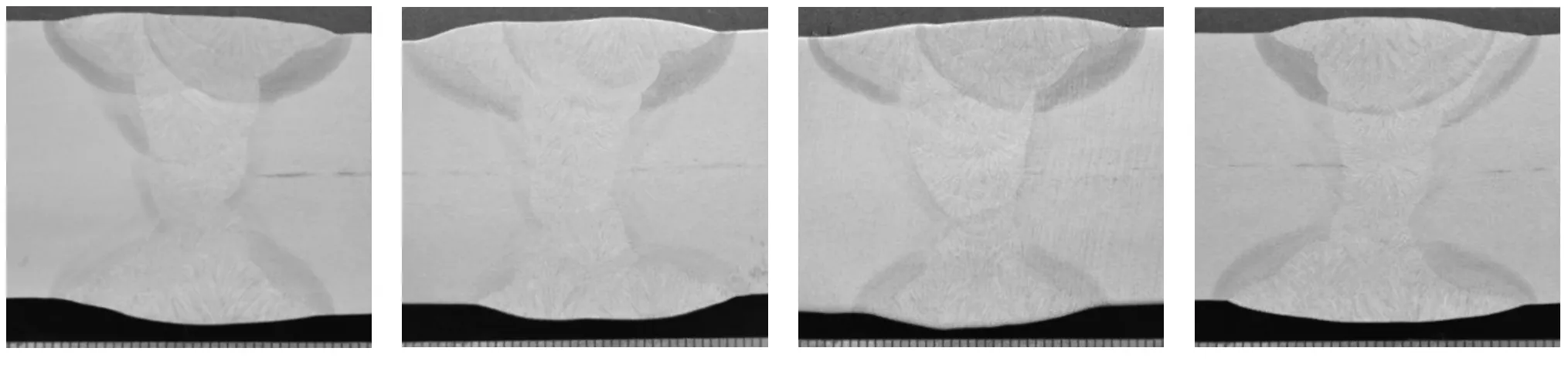
圖3 焊縫宏觀形貌

圖4 焊接接頭硬度測量點位置示意
其中鐵素體(F)分為條塊狀先共析鐵素體(QF)和細小的針狀鐵素體(AF)。本試驗中各試件金相組織以條塊狀先共析鐵素體(QF)為主,伴有很少量的針狀鐵素體(AF)。條塊狀先共析鐵素體(QF)具有較好的強度和塑性,低屈強比,高應變硬化能力。針狀鐵素體(AF)具有較高的強度和良好的韌性,連續的屈服行為和較高的形變強化能力。

圖5 D36鋼焊接接頭HV10硬度分布


圖6 焊縫中心金相組織
4 結論
通過對4種牌號焊材焊接D36鋼的焊接性分析,T Union SA EH12K&T-UV 618與H-14&S-707T脫渣性差易產生夾渣等焊接缺陷,H-14&S-707T與CHW-S3&CHF101內側有窩狀氣孔,排除操作烘干因素,焊劑純度差會導致此種情況發生,焊縫表面有暗斑,影響外觀質量;無損檢測和力學性能檢測結果表明,焊接接頭性能均符合AWS D1.1:2015標準要求,相比較H-14&S-707T沖擊性能較差。
[1]AWSD1.1-D1.1M-2015Structuralweldingcode-steel[S].2015.
[2]ASME SA370-12[S].
[3]ASTM E384-11E1[S].
[4]AWS/ASME A5.01[S].
[5]AWS A5.17/ASTM SFA-5.17[S].
[6]EN ISO 14171-A[S].
[7]JIS Z3183[S].
[8]GB 712-2011[S].
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造技術與機床(2018年12期)2018-12-23 02:40:58
家庭影院技術(2018年4期)2018-05-09 07:07:52
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43