08Ni3DR鋼焊接接頭力學(xué)性能試驗(yàn)
2018-03-19 03:30:34
電焊機(jī) 2018年2期
(合肥通用機(jī)械研究院 安徽壓力容器與管道安全技術(shù)省級(jí)實(shí)驗(yàn)室,安徽 合肥230031)
0 前言
隨著石油、石化和化工等工業(yè)產(chǎn)業(yè)的發(fā)展,尤其是我國(guó)乙烯工業(yè)的迅速發(fā)展,低溫甲醇洗和乙烯的低溫裝置對(duì)低溫鋼的需求量越來(lái)越大,低溫裝置需要在-80~-100℃低溫使氣體液化,使用量最大的是w(Ni)為3.5%的低溫鋼,年需求量約為30 000 t[1]。3.5%Ni鋼相應(yīng)的國(guó)外標(biāo)準(zhǔn)有:美國(guó)SA-203/SA-203M《壓力容器用鎳合金鋼板》標(biāo)準(zhǔn),代表牌號(hào)SA203Gr.D、SA203Gr.E、SA203Gr.F;日本 JIS G 3127《低溫壓力容器用鎳鋼鋼板》標(biāo)準(zhǔn),代表鋼號(hào)SL3N255、SL3N275、SL3N440等。我國(guó)也正將3.5%Ni鋼納入GB3531《低溫壓力容器用鋼板》標(biāo)準(zhǔn),國(guó)內(nèi)牌號(hào)08Ni3DR。
低溫尤其是-100℃的低溫沖擊韌性是08Ni3DR鋼板最重要的性能指標(biāo),國(guó)內(nèi)各大鋼廠都在進(jìn)行研究[2],而作為工程應(yīng)用,焊接接頭的低溫沖擊韌性更為重要[3-4]。在此針對(duì)某鋼廠研制的3.5%Ni鋼板,著重進(jìn)行焊條電弧焊和埋弧自動(dòng)焊焊接接頭低溫沖擊韌性試驗(yàn)研究。
1 試驗(yàn)用鋼板及焊材
試驗(yàn)用鋼板交貨狀態(tài)為正火+回火,力學(xué)性能及工藝性能的技術(shù)要求如表1所示。08Ni3DR鋼板的技術(shù)要求是GB150.2-2011《壓力容器第2部分:材料》附錄A(規(guī)范性附錄)《材料的補(bǔ)充規(guī)定》及GB3531-XXXX《低溫壓力容器用鋼板》(報(bào)批稿)的規(guī)定。
焊條電弧焊采用OERLIKON公司生產(chǎn)的E7016-C2L焊條,其熔敷金屬化學(xué)成分和力學(xué)性能分別如表2、表3所示。

表1 08Ni3DR鋼板力學(xué)性能及工藝性能的技術(shù)要求
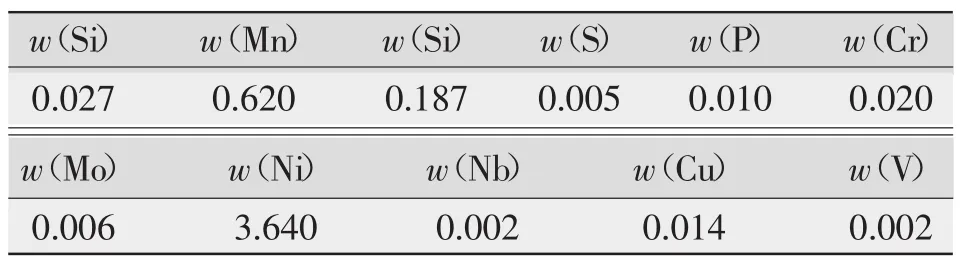
表2 E7016-C2L焊條熔敷金屬化學(xué)成分%

表3 E7016-C2L焊條熔敷金屬力學(xué)性能
試驗(yàn)用埋弧自動(dòng)焊焊接材料為伯合樂(lè)焊接技術(shù)(中國(guó))有限公司生產(chǎn)的牌號(hào)為T(mén) Union SA Ni3的焊絲,焊絲直徑φ4.0 mm;焊劑牌號(hào)為UV 418 TT(350℃×2 h烘干,150℃保溫),其熔敷金屬化學(xué)成分和力學(xué)性能分別如表4、表5所示。

表4 T Union SA Ni3焊絲熔敷金屬化學(xué)成分%

表5 T Union SA Ni3焊絲熔敷金屬力學(xué)性能
2 焊條電弧焊焊接接頭力學(xué)性能試驗(yàn)
焊接試板取向?yàn)殇摪鍣M向?qū)雍福驴谛问桨碐B 12337-1998附錄C的規(guī)定加工成不對(duì)稱(chēng)X型,如圖1所示。焊前預(yù)熱溫度大于等于100℃,層間溫度100~160℃。
按NB/T47016-2011《承壓設(shè)備產(chǎn)品焊接試件的力學(xué)性能檢驗(yàn)》的要求采用全厚度帶肩板形拉伸試樣(尺寸38 mm×25 mm×250 mm)進(jìn)行拉伸試驗(yàn)。按NB/T47016-2011《承壓設(shè)備產(chǎn)品焊接試件的力學(xué)性能檢驗(yàn)》的要求對(duì)接頭的焊縫金屬和熱影響區(qū)進(jìn)行沖擊試驗(yàn)。焊縫金屬和熱影響區(qū)的沖擊試樣取樣部位均為板厚(大坡口面)的1/4處,焊縫金屬的缺口軸線位于焊縫中心線上,熱影響區(qū)的缺口軸線最大限度地通過(guò)熱影響區(qū)且垂直于板厚方向,如圖2所示。

圖1 焊接試板尺寸示意

圖2 焊接接頭沖擊試樣取樣示意
焊接工藝:焊條直徑φ4.0 mm,焊前經(jīng)400℃×1 h的烘干處理;焊接預(yù)熱溫度100℃,焊接線能量20~30 kJ/cm;焊后立即進(jìn)行250℃×0.5 h的消氫處理,取1組進(jìn)行600℃×2 h的應(yīng)力消除熱處理,所得接頭進(jìn)行各項(xiàng)力學(xué)性能試驗(yàn)。
2.1 焊接接頭拉伸試驗(yàn)
分別對(duì)焊條電弧焊焊態(tài)和焊后熱處理態(tài)的焊接試板進(jìn)行常溫拉伸試驗(yàn),結(jié)果如表6所示。

表6 焊接接頭拉伸試驗(yàn)結(jié)果
不同熱處理狀態(tài)的焊條電弧焊焊接接頭的抗拉強(qiáng)度值均不低于515 MPa,均在標(biāo)準(zhǔn)要求的鋼板抗拉強(qiáng)度490~620 MPa指標(biāo)范圍內(nèi)。
2.2 焊接接頭系列溫度沖擊試驗(yàn)
分別對(duì)焊條電弧焊焊態(tài)和焊后熱處理態(tài)的焊接試板進(jìn)行系列溫度沖擊試驗(yàn),結(jié)果如表7和表8所示。

表7 焊條電弧焊焊接接頭焊態(tài)系列溫度沖擊試驗(yàn)結(jié)果
由表7、表8可知,試驗(yàn)溫度為-100℃時(shí),焊條電弧焊焊接接頭的焊態(tài)焊縫中心和熱影響區(qū)沖擊吸收能量平均值分別為60 J、151 J;SR態(tài)焊縫中心、熱影響區(qū)沖擊吸收能量平均值分別為64 J、162 J。根據(jù)《壓力容器》標(biāo)準(zhǔn)第2部分表1規(guī)定[5],08Ni3DR鋼板及其焊接接頭的沖擊吸收能量最低值不低于24 J。由此可見(jiàn),焊條電弧焊焊接接頭的低溫沖擊吸收能量還有一定的富裕量。

表8 焊條電弧焊焊接接頭SR態(tài)系列溫度沖擊試驗(yàn)結(jié)果
不同熱處理狀態(tài)的焊接接頭的焊縫和熱影響區(qū)的KV2-溫度T曲線如圖3和圖4所示。由圖3可知,與焊態(tài)的焊縫沖擊韌性相比,經(jīng)SR處理后焊縫的沖擊韌性呈現(xiàn)一定程度的下降;由圖4可知,不同熱處理狀態(tài)的焊接熱影響區(qū)的沖擊吸收能量變化規(guī)律不明顯。

圖3 08Ni3DR電弧焊焊接接頭焊縫中心KV2-T曲線
按KV2-溫度T曲線及FA-溫度T曲線確定的焊接接頭的韌脆性轉(zhuǎn)變溫度如表9所示。
由表9可知,焊條電弧焊焊接接頭的韌脆轉(zhuǎn)變溫度(VTE、VTS)均低于-77 ℃,表明焊條電弧焊的焊接接頭具有優(yōu)良的低溫沖擊韌性。

圖4 08Ni3DR電弧焊焊接接頭熱影響區(qū)KV2-T曲線

表9 焊條電弧焊焊接接頭的韌性特征值
3 埋弧自動(dòng)焊焊接接頭力學(xué)性能試驗(yàn)
對(duì)38 mm厚的鋼板進(jìn)行埋弧自動(dòng)焊試驗(yàn),坡口為不對(duì)稱(chēng)X型。焊接線能量25~35 kJ/cm。對(duì)焊態(tài)和焊后熱處理態(tài)的焊接接頭進(jìn)行各項(xiàng)力學(xué)性能試驗(yàn)。
3.1 焊接接頭拉伸試驗(yàn)
分別對(duì)埋弧焊焊態(tài)和焊后熱處理態(tài)的焊接試板進(jìn)行常溫拉伸試驗(yàn),結(jié)果如表10所示。
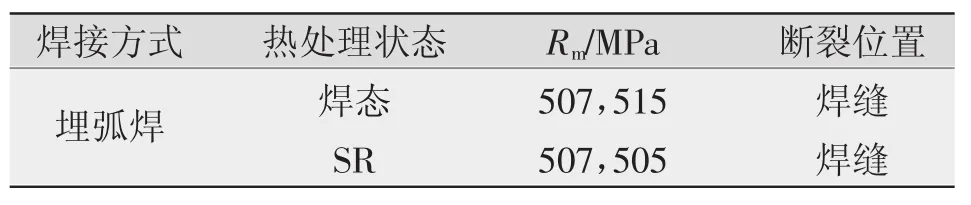
表10 埋弧焊焊接接頭拉伸試驗(yàn)結(jié)果
不同熱處理狀態(tài)的埋弧自動(dòng)焊焊焊接接頭的抗拉強(qiáng)度在鋼板抗拉強(qiáng)度指標(biāo)范圍內(nèi)。
3.2 焊接接頭系列溫度沖擊試驗(yàn)
分別對(duì)埋弧焊焊態(tài)和焊后熱處理態(tài)的焊接試板進(jìn)行系列溫度沖擊試驗(yàn),結(jié)果如表11和表12所示。
由表11、表12可知,試驗(yàn)溫度為-100℃時(shí),埋弧自動(dòng)焊焊接接頭的焊態(tài)焊縫中心和熱影響區(qū)沖擊吸收能量平均值分別為58J、223J;SR態(tài)焊縫中心和熱影響區(qū)沖擊吸收能量平均值分別為70J、205J。
由此可見(jiàn),埋弧自動(dòng)焊焊接接頭的焊縫中心低溫沖擊吸收能量滿足要求,其熱影響區(qū)的低溫沖擊吸收能量值非常高。
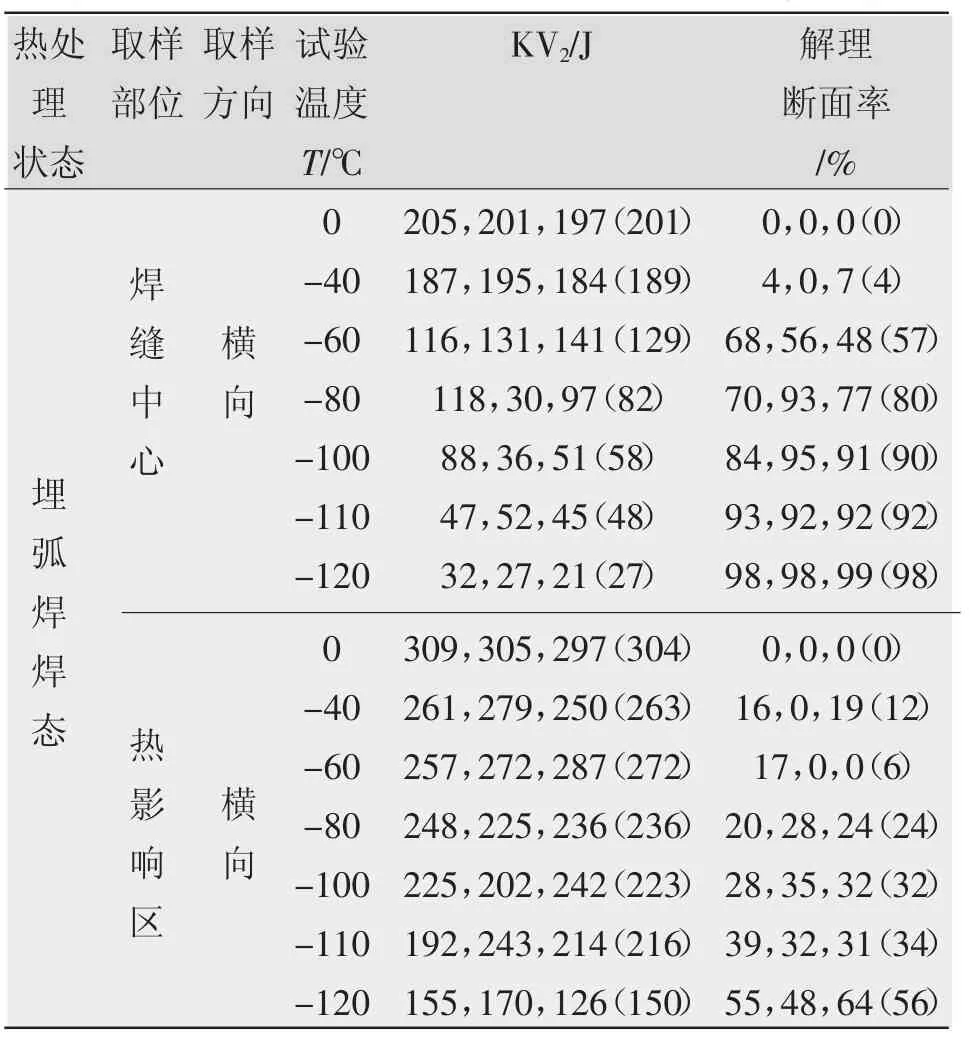
表11 埋弧焊焊接接頭焊態(tài)系列溫度沖擊試驗(yàn)結(jié)果
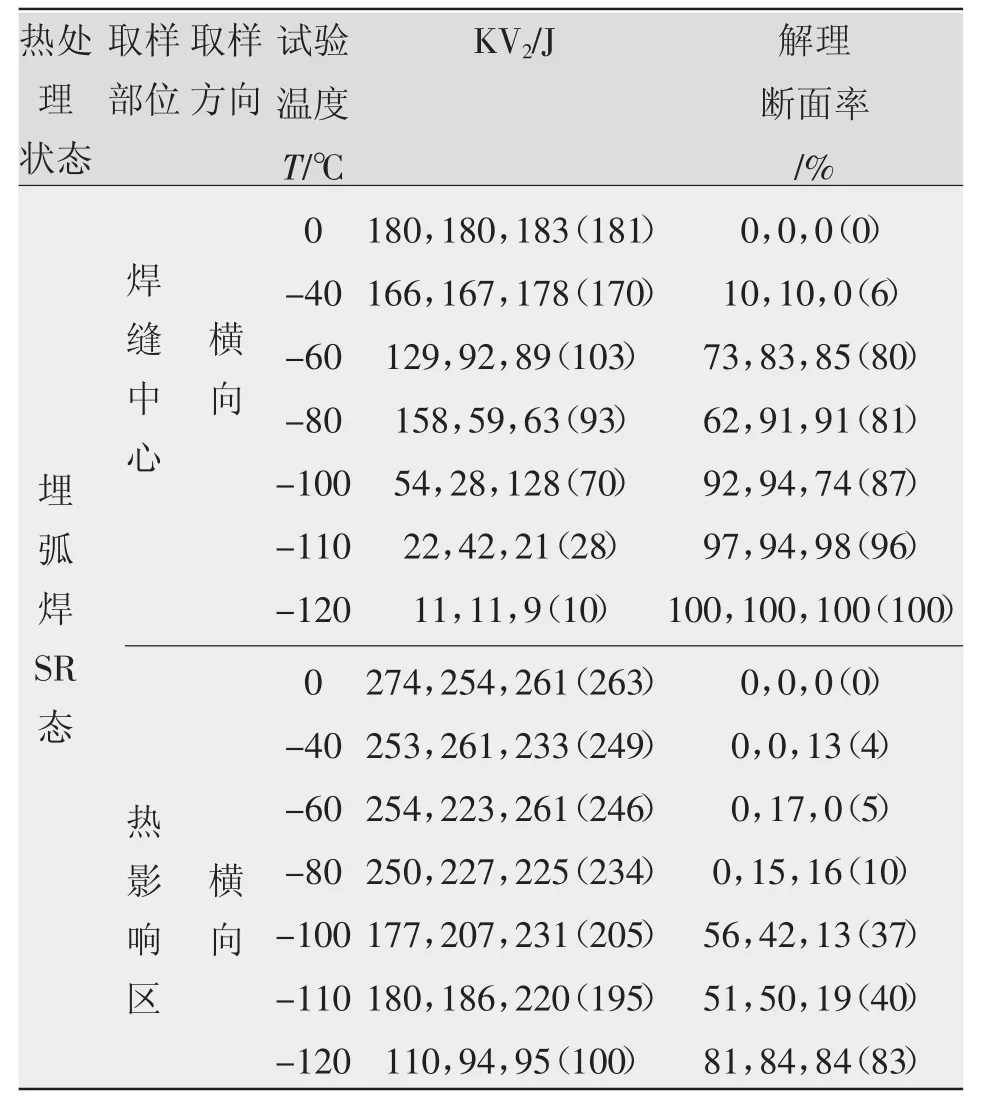
表12 埋弧焊焊接接頭SR態(tài)系列溫度沖擊試驗(yàn)結(jié)果
不同熱處理狀態(tài)的焊接接頭的焊縫和熱影響區(qū)的KV2-溫度T曲線如圖5和圖6所示。經(jīng)SR處理后的焊接接頭沖擊韌性變化不明顯。
按KV2-溫度T曲線及FA-溫度T曲線確定的不同厚度鋼板的韌脆性轉(zhuǎn)變溫度如表13所示。
由表13可知,埋弧自動(dòng)焊焊接接頭的韌脆轉(zhuǎn)變溫度(VTE、VTS)均低于-73 ℃,表明埋弧自動(dòng)焊的焊接接頭具有較好的低溫沖擊韌性。

圖5 08Ni3DR埋弧焊焊接接頭焊縫中心KV2-T曲線

圖6 08Ni3DR埋弧焊焊接接頭熱影響區(qū)KV2-T曲線

表13 埋弧焊焊接接頭的韌性特征值
無(wú)論是焊條電弧焊還是埋弧自動(dòng)焊,隨著焊接熱輸入的增大,焊縫金屬的沖擊韌性下降,尤其是埋弧自動(dòng)焊的沖擊吸收功隨線能量的增加下降幅度較大。因此,3.5%Ni低溫鋼焊接應(yīng)采用較低熱輸入,并控制層間溫度不宜過(guò)高,防止因金屬過(guò)熱導(dǎo)致韌性降低。用φ4 mm焊條焊接時(shí),推薦的熱輸入為12~15kJ/cm;埋弧焊約20kJ/cm,不宜超過(guò)30kJ/cm。通過(guò)改進(jìn)焊接工藝,可以適當(dāng)提高低溫韌性[6]。
4 結(jié)論
(1)采用焊條電弧焊和埋弧自動(dòng)焊進(jìn)行08Ni3DR試板的焊接。結(jié)果表明,焊條電弧焊在焊接線能量小于等于15 kJ/cm、埋弧自動(dòng)焊在焊接線能量不超過(guò)30 kJ/cm時(shí),焊接接頭綜合力學(xué)性能優(yōu)良,其-100℃的沖擊吸收能量均滿足等于或大于24 J的技術(shù)要求。
(2)無(wú)論是焊條電弧焊還是埋弧自動(dòng)焊,焊縫金屬的沖擊吸收功都隨著焊接線能量的增加呈遞減趨勢(shì),尤其是埋弧自動(dòng)焊下降幅度較大。熱影響區(qū)的沖擊吸收功隨焊接線能量變化的規(guī)律不明顯。
(3)不同熱處理狀態(tài)的08Ni3DR焊接試板的試驗(yàn)結(jié)果表明,600℃×2 h的應(yīng)力消除熱處理對(duì)08Ni3DR焊接接頭強(qiáng)度和韌性的影響不明顯。
[1]張勇.低溫壓力容器用鋼的現(xiàn)狀與發(fā)展概況[J].壓力容器,2006,23(4):31-34.
[2]龐輝勇,謝良法,李經(jīng)濤.提高3.5Ni厚鋼板低溫沖擊韌性的研究[J]. 壓力容器,2009,26(10):5-9.
[3]張凱.低溫容器用3.5Ni鋼的焊接[J].電焊機(jī),2010,40(3):86-90.
[4]李道清,高小紅,任世宏,等.3.5Ni低溫鋼的焊接[J].電焊機(jī),2012,42(10):52-57.
[5]GB150-2011壓力容器[S].
[6]徐道榮,李平瑾.3.5%Ni鋼焊接接頭低溫韌性的研究(一)——線能量、層間溫度的影響[J].壓力容器,1997,14(3):189-193.
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53