一種用于電阻焊機的互聯網監控平臺系統
2018-03-19 03:30:10
電焊機 2018年2期
(中國船舶重工集團公司 第七零七研究所,天津 300409)
0 前言
隨著通信技術的飛速發展,互聯網技術在各個行業和領域都得到了廣泛應用。物聯網技術是目前在工業制造領域大熱的一個發展趨勢,它是以互聯網技術為核心對已有工業設備進行改進,克服環境和地域上的限制,真正實現各物與物之間的實時通信,從而滿足對設備的遠程監視和控制等各類需求。在工業制造領域,很多行業都開始構建自己的物聯網系統作為未來的重點發展方向。但是在汽車電阻焊領域,目前國內由于環境的特殊性以及設備的復雜性、多樣性等,全行業的聯網系統還只停留在現場聯網控制系統的階段[1]。
以中國船舶重工集團公司的現場電阻焊機控制系統為例,整個系統基于CAN現場總線對所有設備進行信息采集,再通過工業以太網經由集中控制器將數據采集到整個系統的終端,即現場上位機,再由上位機程序實現對整個系統的管理和監控。由于系統的終點是現場配備的上位機,故所有數據和通信過程都只能處于封閉的現場環境中,無法滿足外界可能需要的各種獲取數據的需求。基于上述考慮,在原有現場系統上進行了更新和擴展,將整個系統的核心由現場控制系統轉移到互聯網服務器,構建了一個完整可用的電阻焊接遠程互聯網監控平臺,同時也是在電阻焊機領域一次對于物聯網技術的嘗試和探索。
1 概述
1.1 系統結構和原理
該系統為一套完整的電阻焊機遠程數據監控實施方案,主要分為MFC現場數據采集模塊,WCF面向服務的數據通信模塊以及面向用戶的Web應用模塊3個模塊。其中MFC現場數據采集模塊是基于七零七所已有現場數據采集系統,結合整個平臺系統的實際需要,對原系統進行一系列改進后所得到的。而面向服務的數據通信模塊和Web應用模塊則分別部署在遠程通信服務器和Web服務器的應用程序。具體系統原理如圖1所示。
由圖1可知,現場系統的數據通信采用無線通信模式替代了原有的有線模式,同時配備多個無線AP覆蓋整個現場,確保數據的可靠傳輸。整個系統的核心也由現場上位機轉移到遠程服務器上,由面向服務的通信程序提供數據的接收和獲取服務,同時Web端采用SignalR+JS技術實現Web客戶端與服務器間的實時數據通信。

圖1 系統原理
1.2 系統功能
在現場焊接管理系統已有功能的基礎上,結合實際需求,該互聯網平臺實現了設備在線監控和遠程歷史數據查詢(包括焊接規范、修磨規范、故障記錄、焊接結果等)兩個核心功能,同時也具備了一般互聯網站所需的數據加密、用戶管理等各類基本功能。該系統在服務器端的通信模塊主要采用基于WCF的接口化通信方式。數據再傳輸到服務器后都要經由該通信模塊處理和儲存,再以接口化的方式暴露給各類平臺。WCF模型是微軟公司用來構建面向服務的應用程序而專門設計的一種分布式通信編程框架。基于該框架構建的通信模塊可以達到模塊化、跨平臺、性能好等目的。由于采用了模塊化的設計,系統數據可以通過多平臺獲取,既可以通過計算機上的本地瀏覽訪問Web服務器進行獲取,也可以開發對應的APP,在安卓或IOS設備上進行顯示。基于Windows系統的服務器編寫了MVC網站應用程序(c#)示例,用于實現系統的Web訪問功能。
2 工業現場的電阻焊接Wifi無線聯網系統
現有現場聯網系統主要用于對電阻焊接的集中管控和信息采集,已廣泛應用于各個生產現場,且都能夠保持良好穩定的運行。為了配合遠程監控平臺的需求,對現場上位機軟件進行重新設計和編寫,將上位機的MFC應用作為現場數據上傳模塊。同時,為了提高數據傳輸的穩定性,采用了無線Wifi聯網的通信方案采集現場數據。
2.1 系統結構
現場系統體系結構如圖2所示。采用三層結構兩層網絡的模式:根據集散系統分散控制、集中管理的特點,將Wifi無線網絡與工業以太網結合使用,有效解決了網絡數據傳輸的實時性、確定性和可靠性問題,可以完成大型焊裝生產線的自由組網。

圖2 現場系統體系結構
系統最下層設備是焊機,根據焊機在車間的工位布局以及與上位機機房的距離等,將焊機劃分為不同的Wifi無線網絡,最多可以控制64臺焊機;系統的中間層為電網平衡控制系統,負責運行限容評估軟件;系統上層為上位機軟件,主要負責實時監控現場焊機的工作狀態以及將焊機數據傳到遠程服務器。
電網平衡控制系統和現場焊機采用WIFI無線網絡進行通訊。限容系統對網絡數據傳輸的實時性要求非常高,Wifi無線網絡每次傳輸數據都包含一個標識符信息,這個標識符內含有將要發送消息的優先級定義。Wifi無線網絡根據標識符的優先級決定消息發送的先后順序,因此標識符的合理設計非常關鍵,根據各種消息對實時性要求的不同,將其標識符設計為不同優先級別,有效保證限容系統的實時要求。
限容系統與上位機采用工業以太網ADS方式進行數據傳遞,通過電網平衡轉換裝置使Wifi無線網絡與工業以太網實現無縫、高效連接,借助工業以太網通信速率快、信息量大、組網靈活等優點實現對焊機的實時監控。
2.2 Wifi系統的布線
針對各種不同的工業焊接車間和無線節點規模大小,采用各種不同的Wifi布線方案。
2.2.1 采用單、雙AP模式
對于中小范圍Wifi覆蓋,采用維盟雙頻千兆WAP 8001C,發射功率23 dbm,帶機量100~120臺,經濟適用。當單AP模式無法滿足無線信號覆蓋需求時,可采用雙AP模式。把需要無線信號覆蓋的區域劃分為2個以WAP8001C為中心的圓形覆蓋面,在兩個圓心處設置WAP8001C,2個AP之間直接用網線連接即可組成一個較大的無線信號覆蓋網絡。
2.2.2 采用以POE交換機為橋梁的多AP布線方案
對于大中范圍Wifi的無線覆蓋,采用維盟雙頻千兆WAP8001C,發射功率23 dbm,配合其各種規模的POE交換機,對于全車間的無線覆蓋即無死角。布線方式采用網絡拓撲結構,即將多個AP通過POE交換機用網線連接,從而達到數據實時交換的目的。使用POE交換機還可直接通過網線對各個AP直接供電,從而省去在生產現場為每一個AP提供電源的麻煩。
2.2.3 采用超級AP
對于超大規模車間、成本要求不嚴格的情況,直接采用超級AP。對于80 000 m2的車間全無線覆蓋,大約需要6~8個。此外,對于Wifi網絡的安全性采取以下措施:(1)設置密碼,對于接入SSID的用戶均要求輸入密碼;(2)MAC地址綁定,對于每臺電阻焊機,即下位機的CAN/Wifi模塊的唯一MAC地址對于SSID進行綁定,避免其他MAC地址的設備連接進網絡;(3)SSID采用中文編碼,使入侵軟件的兼容性差;(4)禁用SSID廣播,使別人無法搜索到該網絡,但該網絡仍然可用。
2.3 上位機軟件功能設計
考慮到軟件的可重用性和維護方便等因素,在設計系統時采用3層結構模式,按照功能不同將軟件抽象為界面顯示層、業務處理層、數據庫訪問層三層結構,通過組件封裝技術將各層功能進行打包,每層之間數據訪問均通過組件的接口函數實現。軟件系統體系結構如圖3所示。

圖3 軟件系統體系結構
為了更好地兼容系統的多樣性,數據庫系統采用MS SQL Server 2008版本,該版本可以穩定運行在Windows平臺的各主流版本上,同時具備自動發布/訂閱功能,方便實現遠程數據庫同步等功能。中間層的數據處理邏輯主要實現數據的采集查詢等,同時對現場采集的數據進行再封裝,按照遠程通信協議規定的數據格式,將數據包提供給事務處理模塊。事務處理模塊主要負責協調各個模塊的通信過程,還包括各類業務功能的實現和指令發送等。最后,顯示模塊將經過處理的現場數據以圖形界面的方式呈獻出來。此外,考慮到大部分工業現場可能存在上網困難情況,選擇采用4G上網卡接入的方式實現上網功能,經過實際測試傳輸穩定可靠。
2.4 系統功能和主要界面演示
2.4.1 電網三相平衡及限容。
使用在線同步和動態調整等先進算法對網絡內每一臺焊機的通電請求進行計算判斷,在一個周波(20 ms)內給出允許通電或禁止通電的響應;根據變壓器容量,限制同時工作的焊機電流總和;根據三相平衡度,限制相間最大電流差值;各個電阻焊機重要性不同,可加權對待。上位機界面1如圖4所示。
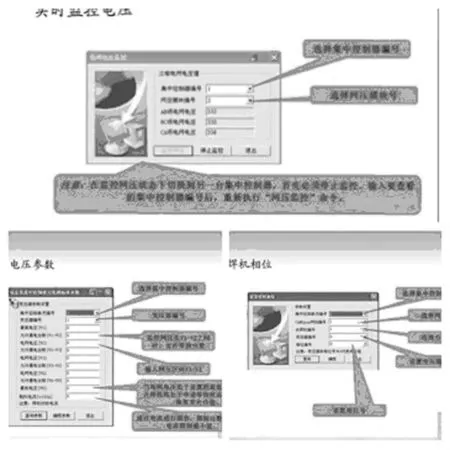
圖4 上位機界面1
2.4.2 工作狀態實時顯示及參數管理功能。
工作狀態實時顯示包括焊接狀態、等待狀態、空閑狀態、故障狀態、離線狀態的實時顯示;焊接參數實時顯示包括規范號、工位號、焊接電流、焊接時間、控制角、導通角、焊點數;故障信息實時顯示,包括焊機號、工位號、故障號、故障原因、解決方法。上位機界面2如圖5所示。
統一編程,可以在集中控制室內對任意一臺焊機編程,不同焊機編程數據可以互相拷貝,同時可隨意調入任意一臺焊機的編程數據。
2.4.3 數據庫管理。
提供對各項參數的查詢、修改、刪除等方法,可形成Excel統計報表并進行打印。信息共享,可與車間級信息管理系統(ERP)集成,通過網絡共享信息。上位機界面3如圖6所示。
2.4.4 數據遠程通信
這一過程主要通過兩種方式實現:首先,對于需要實時傳輸的焊接數據,現場上位機軟件后臺通過Socket方式與服務器的通信端口建立TCP長連接,在采集到現場數據后立刻對每個焊機數據進行整合封裝,將每一個集中控制單元下屬指定網絡的全部焊機數據作為一個網絡數據包上傳。每個現場上位機軟件都具有一個唯一的標識ID用于服務器區分數據的來源。采用TCP長連接的通信方式主要是考慮到系統對于實時性的要求高,且傳輸周期短、持續時間長等。雖然TCP長連接的保持可能會加大對服務器系統資源的消耗,但實際情況中考慮到系統可能同時建立的TCP長連接數最大不會超過50個,對于目前的主流服務器配置來說完全可以穩定運行。同時通信過程引入心跳包機制用于判斷現場上位機的在線狀態。
此外,對于已經存入現場數據庫的各項歷史數據,則不再實時傳輸,而是采用數據庫的發布訂閱功能,按照固定周期對遠程數據服務器進行同步。
該部分主要運行在上位機軟件的事務處理模塊,故沒有對應的上位機界面,只會在狀態欄顯示當前系統的聯網狀態。后臺在運行過程中,若遇到突然斷網等情況,則會定時檢測網絡狀態,在網絡連接重新恢復后再次與服務器建立連接。
3 互聯網監控平臺系統
3.1 系統架構設計和原理
近年來作為國內先進的電阻焊機生產制造商,七零七所生產的機器具有廣闊的市場,產品廣泛分布在國外及國內各大省市。但是受地域限制,往往無法對機器的運行情況進行有效監管。為了實現高效設備監管,及時發現問題,提供更好的服務質量,設計開發了該套遠程數據實時監控系統,基礎架構如圖7所示。

圖5 上位機界面2

圖6 上位機界面3
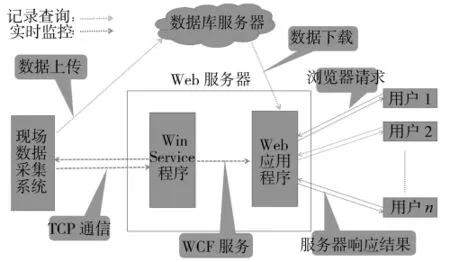
圖7 系統基礎架構
按照物聯網系統的定義和架構,在焊機生產管理中,應采用焊機直接與服務器通信再經由服務器傳輸給對應的終端設備模式,即所謂的“物物相聯”。但是在實際的焊機系統應用場景中,由于生產環境復雜、信號干擾嚴重、焊機數量大、上網條件差等外部條件的制約,再加上焊機限容管理,現場參數設置等這類更適用于本地控制的功能需求的存在,現場上位機這一環節仍然有其存在的必要性。因此在整個遠程監控系統的設計中,仍將現場上位機作為數據采集系統。
現場與服務器采用TCP方式通信,服務器端分為兩個模塊,第一部分為采用C#語言編寫的WinService開機自啟動程序完成,負責為現場開放TCP連接端口進行通信,同時為其他應用提供數據獲取服務;第二部分為面向用戶的應用程序,在此以Web MVC應用程序為例,搭建管理系統網站,為瀏覽器終端提供服務。系統完整的實現方案如圖8所示。
3.2 遠程數據通信模塊
遠程數據通信模塊作為整個系統的核心環節,其最主要作用是為現場設備與用戶客戶端搭建一個實時高效的橋梁。故該模塊設計了多種通信方式來解決各個環節中數據傳輸的不同需求。同時充分考慮和設計對于未來可能需要的用戶遠程控制需求也做出了充分考慮和設計。數據流向如圖9所示。

圖9 數據流向
圖9描述了數據的雙向流動過程,具體分為3個傳輸過程。
(1)現場與服務器的數據接收程序間采用TCP長連接的方式實現,除了前文現場模塊介紹的各種原因,在TCP連接建立后,除非一方主動終端,該連接將一直保持。由于TCP的邏輯通信信道是全雙工的可靠信道,故可以實現遠程客戶端對于現場上位機的反向通信。利用這一點可以設計如修改焊接規范、故障復位等允許在用戶客戶端實現的控制命令,達到遠程控制的效果。
現場數據采集程序每隔1 s發送一個數據包,數據包按照規定的通信協議,采用大端模式的網絡字節序列來傳遞數據。每格數據包包含數據頭和數據體。其中數據頭內指示了該包的數據體長度、企業標識ID、集中控制單元ID和對應網絡號等,數據體則包含了指定網絡號內包含的全部焊機數據。現場上位機周期性向平臺發送心跳包,平臺在收到心跳包后回復一個平臺應答,確定雙方保持在線。
(2)服務器數據通信模塊分為TCP通信程序和WCF通信程序兩部分,二者均采用WinService程序實現。WCF通信程序作為構建WCF的宿主服務器提供服務地址和接口,等待TCP通信程序調用并建立通信。WCF通信程序在接收到數據后,根據數據包里的企業ID、控制單元ID等信息存儲實時數據等待后續調用。WCF綁定協議采用支持雙工通信的NetTcpBinding,以便于WCF程序與現場的反向通信。
將TCP通信模塊和WCF通信模塊分開為2個獨立的程序主要原因如下:首先由于二者的功能不同且分別在圖9中①、②兩個環節中處于服務器的地位,考慮到未來隨著應用的普及導致其對系統資源的消耗不斷增大,故將二者分離,它們可以部署在同一個服務器上,也可以采用分布式架構來實現;其次,考慮到某些可以直接實現焊機與服務器通信的場景,可以將圖9中的現場上位機數據采集模塊和TCP模塊合并,直接在服務器上部署數據采集程序,再經由次程序與WCF模塊進行通信。因此從功能角度來講,將兩個模塊分開設計在某些場合按照上述情況進行改動時,可以不必修改WCF程序的通信邏輯,專注于數據采集模塊的設計即可。
(3)最后,WCF通信模塊在獲得數據后同樣需要開放另一個服務地址和接口函數,為Web應用程序提供獲取數據的途徑,WCF的通信綁定協議采用WSDualHttpBinding方式。數據接口采用回調機制進行設計,每當WCF程序在前一環節接收到新的對應數據后立刻將這些數據推送給向WCF程序訂閱服務的網頁客戶端,配合相關的Web通信技術,確保數據的實時傳輸。同時對于用戶發回的命令請求,也可以通過設計一組專門用于接收命令和數據的服務接口回發到服務器,便于實現用戶的遠程控制。
3.3 Web服務器模塊
針對上述平臺設計,為了展示實際數據采集效果,編寫了一個專用的Web應用程序來向用戶提供焊機的監控和查詢等功能。程序基于Windows平臺采用C#MVC框架構建。為了將數據實時共享給客戶端瀏覽器。程序引入ASP.NET SignalR類庫包,通過使用其中的HUB通信模式,使得所有客戶端可以實時共享Web服務器上接收到的數據。再配合前端的Javascript腳本程序即可很好地完成實時數據顯示的功能。網站訪問流程如圖10所示。

圖10 網站交互流程
3.3.1 用戶登錄管理功能
系統使用者按照角色分為企業用戶、企業管理員、系統管理員3類。功能上主要包括用戶查詢權限的控制和用戶信息的管理。具體用戶管理方面的業務描述如表1所示。
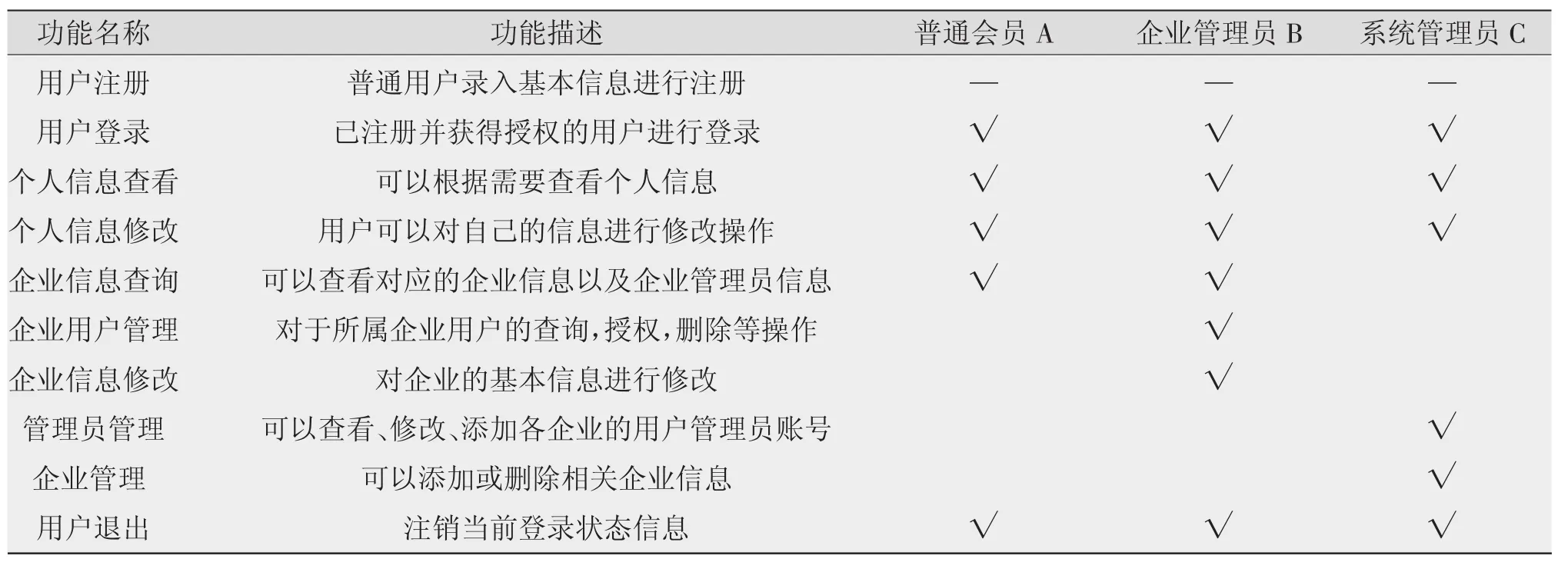
表1 用戶管理方面的業務描述
普通企業用戶作為數據業務的主要使用者,可以通過網站直接注冊。在注冊時需填寫預先約定的企業ID進行區分,注冊完畢后必須由企業管理員賬戶授權其賬號,才可成功登陸并使用各項功能。
企業管理員不但具有管理用戶權限和管理企業信息的權限,同時也具備查詢和監控所在企業下的各現場聯網設備數據的權利,以便于企業管理者對于現場數據的其他應用。
系統管理員由網站負責人進行管理,負責對企業管理員進行授權操作,同時也可以管理企業列表,在添加新企業時,為企業分配專用的識別ID。部分網站用戶管理功能界面如圖11所示。

圖11 用戶登錄、注冊及管理界面示例
3.3.2 企業數據歷史查詢功能
該功能可以查詢對應企業存儲在數據服務器的各項焊機數據,包括焊機基本信息、故障信息、焊接規范、修磨規范和焊接結果等。查詢時需要選擇查詢內容、控制器編號、網絡號以及查詢起止日期等(企業管理員還需要選擇對應的下屬現場)。查詢完成后導出到Excel文件。查詢功能界面如圖12所示。

圖12 查詢結果界面
3.3.3 遠程數據監控功能
進入數據監控功能頁面后選擇要監控的現場網絡,選擇完畢后點擊開始監控即可,不同的設備狀態會以不同的背景色顯示,再次點擊即可停止監控。配合Jquery等前端類庫可以實現數據的無刷新實時監控。目前現場對于單個網絡的數據采集周期約為12 s,經測試該網站可以實現穩定持續的監控。實時監控界面如圖13所示。

圖13 實時監控結果界面
對于互聯網應用程序,數據安全是必須考慮的重要問題,此外還需要防御各種常見的網絡攻擊,該系統的網站也針對各類常見問題采取了相應措施。
(1)為了應對前端常見的安全漏洞XSS、CSRF等,Web應用程序針對不同的用戶輸入采用合適的escape處理,檢查一切來自用戶端的輸入,同時對每個請求都加入token檢查。
(2)網站采用Entity Framework框架訪問數據庫,對數據庫查詢語句進行封裝,可有效避免SQL注入等數據安全問題。
(3)整個應用程序引入權限控制管理,對于每個頁面的訪問都需要進行權限檢查。
(4)注冊頁面引入驗證碼檢查,采用第三方控件提供的可靠安全的驗證碼樣式。
4 結論
針對電阻焊機設備搭建了一個遠程數據監控平臺。受實際生產條件和需求的限制,該平臺的設計和搭建基于已有的一套完整焊接設備現場管理系統。在不破壞現有生產條件的情況下,充分結合無線通信技術和互聯網技術,對現場系統進行無線聯網改造并將現場系統接入互聯網,配合自主設計的遠程通信模塊和Web應用程序成功實現了互聯網遠程監控。
(1)WCF通信模塊具有很好的跨平臺性。以Web應用程序為例,介紹了該平臺的數據和流程以及最終演示效果。實際應用中根據不同需要,這些數據也可以采用不同的方式獲取,如針對安卓或IOS設備設計對應的APP進行數據獲取和顯示,也可以直接由其他設備設計對應的通信模塊直接獲取數據。
(2)整個平臺采用模塊化設計,將各個功能模塊加以區分,當服務器壓力過大時,可以采用分布式設計,將各模塊部署到不同的服務器以緩解系統資源緊張的問題。
(3)為了配合互聯網平臺的設計思路,該系統由于采用Wifi無線代替原系統的CANBUS有線,克服了原有線系統的諸多問題,增強系統可靠性的同時大大減小了有線方式的施工難度及施工成本,增強了項目成本的可控性。
[1]成海暉,尉學森,郭錦華,等.電阻焊機的聯網群控系統研制[J].現代電子技術,2008(07):148-150.
[2]嚴棟,韓二陽,鄭博,等.焊接生產監控中的通信技術[J].電焊機,2015,45(04):17-20.
[3]陳鵬展,陳益平,胡德安,等.基于web的焊接過程遠程監控系統構建[J].中國機械工程,2007(08):941-944.
[4]韓旭,祖先鋒.基于.NET WCF回調機制的進程間通信設計[J].電腦知識與技術,2010,06(5):3376-3377.
[5]李燕.基于ASP.NETSignalR的實時Web功能的實現[EB/OL].http://m.handmsg.com/page/2016/1114/319609.shtml.
[6]尹婷,趙思佳.基于jQuery框架的AJAX網站設計模式的研究[J].湖南生態科學學報,2010,16(3):1-4.
[7]Gao X,Wang L.Networked control and monitoring system based on industrial Ethernet[C].Industrial Electronics and Applications(ICIEA),6th IEEE Conference on.2011:1337-1341.
[8]BranchM,BradleyB.Real-timeweb-based system monitoring[J].IEEEIndustryApplicationsMagazine,2007,13(2):12-16.
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
中國科技論壇(2017年7期)2017-07-25 08:49:53
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20