大跨度、變截面鋼箱梁工廠化制作質量控制
2018-03-19 06:40:54董會曉
城市道橋與防洪 2018年2期
董會曉
(中鐵十六局集團第二工程有限公司,天津市300162)
1 工程概況
上杭新建南門大橋在南門大橋的舊址上重建,大橋橋跨結構采用(68.5+138+68.5)m三跨連續大跨度、變截面鋼箱梁,下部構造采用鋼筋混凝土結構,為上杭縣重點工程。新建南門大橋橋跨結構-鋼箱梁,分為44個梁段,采用工廠化制作,以及梁式架橋機現場安裝的施工方法。由于鋼箱梁工廠化制作質量控制涉及到制作過程中的諸多方面,因此要對大跨度、變截面鋼箱梁工廠化制作質量控制進行詳細分析。
2 鋼箱梁工廠化制作質量影響因素及措施
鋼箱梁工廠化制作質量控制的因素主要歸結為為“人、機、料、法、環”五方面,其制作質量控制措施根據質量影響因素而定。
(1)“人”的因素的質量控制措施:鋼箱梁工廠化制作過程中包括工廠管理人員、技術人員、材料員、切割工、焊工、拼裝工等,按其分工的不同主要可分為管理人員、技術人員、操作人員三大類。
管理人員屬于工廠施工組織人員,要讓其明白總體施工安排,從而進行施工人員、機械的組織,保證鋼箱梁制作順利進行。
技術人員要在鋼箱梁制作前進行重點技術交底,使其充分理解設計及施工意圖和相關技術規范的要求,讓技術人員去控制工廠制作的質量,自檢合格后要上報檢查驗收,形成自檢、檢查、監理驗收的三檢制度,保證施工質量。
操作人員的操作水平直接影響鋼箱梁的制作質量,因此,此類人員中的特殊工種,如切割工、焊工、拼裝工等,必須按照“培訓合格、持證上崗”的制度進行管理,從源頭上消滅影響鋼箱梁制作質量的隱患。在鋼箱梁制作過程中,要對此類人員進行動態管理,定期對特種人員進行再教育培訓,對于不合格者,調換崗位或不再使用[1]。
(2)“機”的因素的質量控制措施:鋼箱梁工廠化制作過程中使用的制作機械及檢測儀等儀器在使用前要經過國家法定機構檢測,檢測合格后方可使用。在施工過程中,要嚴格按照機械的操作規章制度進行使用,如發現異常情況,立即停止使用,查明原因,解除故障后方可繼續使用。在鋼箱梁制作過程中,對機械要進行動態管理,按照國家法定的期限進行復檢,合格后方可繼續使用。
(3)“料”的因素的質量控制措施:鋼箱梁工廠化制作過程中使用的鋼材原材料及焊材(焊絲、焊劑)、防銹、防腐漆等材料在進廠后,按照相關規范的要求進行取樣復驗,復檢合格后,方可用于鋼箱梁的制作。
(4)“法”的因素的質量控制措施:鋼箱梁工廠化制作前及過程中必須遵守施工程序。鋼箱梁梁段之間的連接采用焊縫焊接,焊縫的焊接質量直接影響鋼箱梁的制作質量,在鋼箱梁制作前,根據施工圖紙及規范對鋼箱梁不同等級焊縫的要求,進行鋼箱梁焊接工藝評定,用以指導鋼箱梁制作焊接施工作業。
(5)“環”的因素的質量控制措施:鋼箱梁工廠化制作環境要良好,焊縫焊接時,環境濕度為42%,焊接溫度為20℃。
3 鋼箱梁工廠化制作質量控制過程
3.1 鋼箱梁胎架施工
在上杭新建南門大橋施工過程中,為保證鋼箱梁底線性,按設計圖1:1在制作廠設計鋼箱梁制作胎架,鋼箱梁底板、橫隔板、口子肋等零件的拼裝在胎架上進行。鋼箱梁胎架采用16號槽鋼進行制作焊接,胎架上設有底板定位的縱橫基準線、基準點和橋梁中心線,胎架外獨立設置基準線、基準點,供隨時對胎架進行檢測。胎架頂高程根據施工圖紙提供的梁底高程+預拱度數值,測量人員進行胎架頂標高復核測量,設計高程與實測高程偏差要≤±5 mm。
3.2 鋼箱梁零件制作及矯正
鋼箱梁原材料進場后,要對其進行拋丸除銹處理,然后轉運到制作車間進行鋼箱梁零件(底板、橫隔板、口子肋、腹板、頂板、懸臂板)制作。為控制鋼箱梁零件制作尺寸精度,異形零件采用數控火焰切割,較薄異形零件采用數控等離子切割,頂(底)板等較大矩形規則零件可采用半自動切割下料。零件下料后,對下料質量進行檢查,下料質量要符合要求。
鋼箱梁零件在制作焊接的過程中,會產生變形,對此產生的變形采用熱矯正的方法進行矯正,熱矯溫度控制在600~800℃。矯正后,鋼材溫度緩慢冷卻,在降至室溫前,不得錘擊或用水急冷鋼材;矯正后,鋼材表面不得有明顯的凹跡或損傷,且允許偏差要在范圍之內。
3.3 鋼箱梁板單元組裝
將制作完成的零件在制作車間進行鋼箱梁板單元(底板、頂板、橫隔板、口子肋、腹板、頂板)焊接、制作。
鋼箱梁板單元在制作過程中,嚴格控制板單元組裝精度,組裝允許偏差要符合相關規定,比如齒形板組裝對線(主梁面板單元)的允許偏差要小于等于0.5%;縱肋(板肋、U肋)組裝對線橫隔板處及端口處的允許偏差要小于等于0.5%;結構組裝線劃線偏差要小于等于1%;等等。
鋼箱梁板單元制作過程中產生的變形采用熱矯正的方法進行,熱矯溫度控制在600~800℃,矯正后,鋼材溫度緩慢冷卻,降至室溫前,不得錘擊或用水急冷鋼材;矯正后,鋼材表面不得有明顯的凹跡或損傷,板單元矯正后的允許偏差要符合相關規定。
3.4 胎架上鋼箱梁板單元拼裝、焊接施工
鋼箱梁板單元制作完畢,采用桁吊將板單元吊運到鋼箱梁胎架上進行定位拼裝、焊接工作。下面介紹胎架上鋼箱梁單元定位拼裝、焊接施工具體流程。
3.4.1 胎架上底板的定位和焊接
鋼箱梁底板在制作車間拼裝完成后,采用桁吊將底板吊到鋼箱梁制作胎架上,根據胎架地面下的定位基準點進行底板位置的定位,然后進行底板加勁肋的焊接。為防止底板加勁肋子在焊接過程中產生彎曲變形,先進行底板加勁肋的點焊,將底板加勁肋位置固定后,采用中間向兩邊的方式進行焊接[2]。
3.4.2 胎架上橫隔板、口子肋、腹板、頂板的定位和焊接
將制作好的橫隔板、口子肋采用桁吊吊至胎架上,定位,采用吊墜檢測橫隔板、口子肋、腹板的垂直度(橫隔板、口子肋、腹板為鉛垂),垂直度≤0.1%H(H為橫隔板、口子肋、腹板的高度)。
3.4.3 鋼箱梁三方成型、下胎架
鋼箱梁頂板焊接完成,進行鋼箱梁下胎架前驗收。驗收合格,鋼箱梁下胎架。
3.5 鋼箱梁焊縫質量控制
3.5.1 鋼箱梁焊接工藝評定
鋼箱梁零件間、梁段間采用焊縫焊接連接,在鋼箱梁焊縫焊接前,先進行鋼箱梁焊接工藝評定,主要包括工程簡介、焊接工藝方案、試驗結果分析與評定和工藝評定結論四大部分。鋼箱梁的焊接嚴格按照焊接工藝評定報告進行施工。
3.5.2 鋼箱梁焊材質量控制
鋼箱梁焊接所用的焊絲、焊劑進場后,在監理工程師的見證下取樣復驗,復驗合格,方可使用。焊絲、焊劑存放于庫房保溫箱中,施工時,施工人員到庫管領取,當天使用剩余的焊絲、焊劑要回交庫管。
3.5.3 焊縫焊接施工
鋼箱梁焊縫焊接前,要檢查鋼板組裝質量及表面清理質量。若不合格,應返修至合格后方可進行施焊。要求如下:多層多道焊時,各層各道間的熔渣必須徹底清除干凈;對接焊縫焊接時,兩側設置引弧板,引弧板的長度不小于100 mm;埋弧自動焊焊劑覆蓋厚度不小于20 mm,且不大于60 mm;焊接后應等焊縫稍冷卻再敲去熔渣;如在焊接過程中出現斷弧現象,必須將斷弧處刨成1:5的坡度,搭接50 mm施焊[3]。
3.5.4 焊縫內部質量無損檢驗
焊縫施焊完畢24 h后,若沒有裂紋、未熔合、焊瘤、夾渣、未填滿弧坑及漏焊等外觀質量問題,就可以進行無損檢驗。對于厚度>30 mm的高強鋼焊接接頭應在施焊48 h后進行無損檢驗。梁段頂、底板縱橫向對接焊縫、必須進行100%超聲波探傷。對于大于等于20%的對接焊縫,至少在兩端部位各按一張片位進行X射線探傷檢查。焊縫內部質量檢驗采用無損探傷,常用的無損探傷方法有:超聲波、X射線、磁粉等。焊縫無損探傷不合格,應進行刨除重焊,然后再一次進行無損檢測(焊縫返修不宜超過兩次,超過時應采取相應措施并經監理批準)。
3.6 鋼箱梁拼裝
鋼箱梁梁段制作完成后,必須對鋼箱梁的基本尺寸進行檢查驗收。驗收合格,方可進行鋼箱梁的涂裝工序。鋼箱梁基本尺寸允許偏差見表1所列。
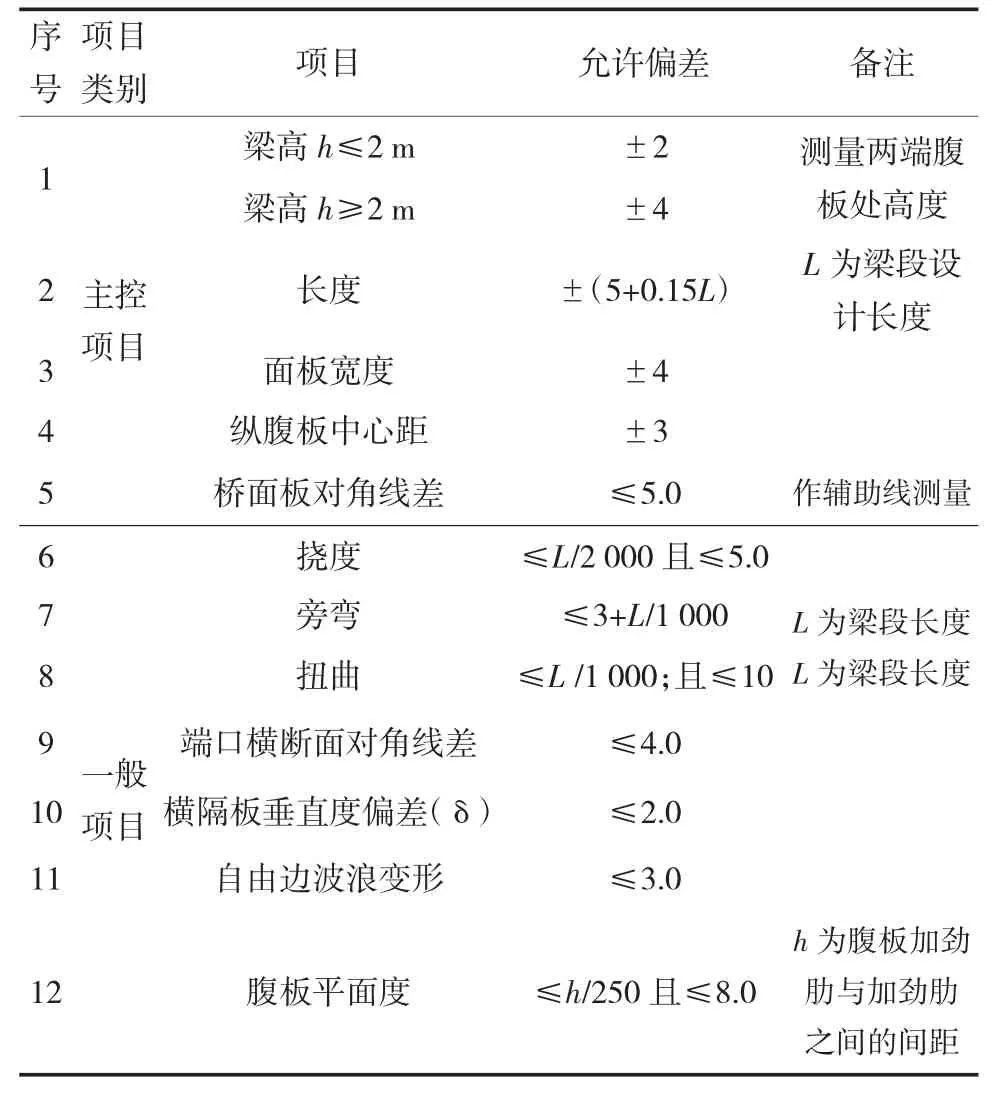
表1 鋼箱梁基本尺寸允許偏差一覽表
3.7 鋼箱梁防腐、涂裝
鋼箱梁防腐、涂裝漆的施工采用噴涂的方式進行。鋼箱梁的防腐、涂裝體系根據施工圖紙對鋼箱梁防腐、涂裝年限(25 a)相關規定確定,具體如下:
(1)鋼橋梁外表面(不含橋面):第一道涂刷環氧富鋅底漆,漆膜厚度20 μm(預處理);第二道涂刷環氧富鋅底漆,漆膜厚度60 μm;第三道涂刷環氧云鐵防銹漆,漆膜厚度125 μm;第四道涂刷可復涂聚氨酯面漆,漆膜厚度40 μm;第五道涂刷可復涂聚氨酯面漆,漆膜厚度40 μm;確保油漆總膜厚度達 265 μm。
(2)鋼箱梁內壁:第一道涂刷環氧富鋅底漆,漆膜厚度20 μm(預處理);第二道涂刷環氧富鋅底漆,漆膜厚度60 μm;第三道涂刷環氧云鐵防銹漆,漆膜厚度125 μm;確保油漆總膜厚度達185 μm。
(3)鋼箱梁橋面:第一道涂刷環氧富鋅底漆,涂抹厚度20 μm(預處理);第二道環氧富鋅底漆,漆膜厚度80 μm;確保油漆總膜厚度達80 μm。
3.8 鋼箱梁運輸
鋼箱梁在工廠制作完成后,采用運輸車運到現場。在鋼箱梁運輸前,要制定完善的運輸方案,對運輸區間的涵洞、隧道要做實地考察、測量,保證鋼箱梁在運輸過程中順利[4]。在鋼箱梁運輸過程中,對于中箱室由于只有隔板結構,無縱向結構,為避免在吊裝及運輸過程中產生變形,在隔板間采用16號槽鋼進行交叉加強,如圖1所示。

圖1 中箱室角鋼加強之實景
4 結語
綜上所述,在鋼箱梁工廠化制作,涉及到鋼箱梁制作過程中的諸多方面,從鋼板原材加工前處理入手,在鋼箱梁零件制作、鋼箱梁胎架上組裝、焊接施工、鋼箱梁防腐、涂裝、鋼箱梁出廠驗收、運輸等方面嚴格按照施工圖紙及規范的要求控制,從而保證鋼箱梁的施工質量。
[1]陳紹游.大跨度鋼箱梁的制作與分段吊裝技術研究與應用[D].重慶:重慶大學,2005.
[2]伍尚干,姚志安,張太科,等.大跨徑懸索橋鋼箱梁橋位焊接工藝與質量控制[J].武漢理工大學學報,2009,31(24):70-73.
[3]管玉興.工程項目質量控制研究[J].工程管理學報,2010,24(05):555-558.
[4]萬智勇.鋼箱梁施工中質量控制方法研究[J].筑路機械與施工機械化,2011,28(07):77-79.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
汽車觀察(2016年3期)2016-02-28 13:16:26
河南電力(2016年5期)2016-02-06 02:11:34