Q345船舶鋼激光填絲焊工藝試驗研究
2018-03-19 08:13:43苗雨王克鴻王天馳沈洋
機械制造與自動化 2018年1期
苗雨,王克鴻,王天馳,沈洋
(南京理工大學 材料科學與工程學院,江蘇 南京 210094)
0 引言
激光功率、送絲速度是激光填絲焊接中的重要工藝參數,填絲焊是通過激光熱源提供能量將焊絲進行熔化。另外,在激光填絲焊中,光絲距離影響著焊絲的熔化方式,甚至于關系到能否熔化[1-3]的問題。
1 試驗材料及設備
采用9mm厚的Q345鋼板進行工藝實驗。實驗所選用的焊絲為H08Mn2SiA,其力學性能稍高于母材,焊絲直徑φ1.2mm,具有良好的指向性、送絲穩定性和較高的屈服強度,并且還有較好的剛直度[4]。選取TPS5000焊接電源,水冷焊槍、KUKA的KR16機器人系統, Precitec公司的YW52焊接頭[5-6]。
2 Q345激光填絲焊工藝研究
2.1 激光功率的影響
保持其他參數不變,送絲速度6m/min,光絲距離為0.2mm,送絲方式為前送絲,激光功率以千瓦為遞增單位,從3 000W到6 000W逐漸遞增。
如圖1所示,焊縫熔深熔寬隨著激光功率的增大而逐漸增加。原因為激光功率增加導致功率密度增加,從而熔深增大;熔寬變化幅度不如熔深變化大。
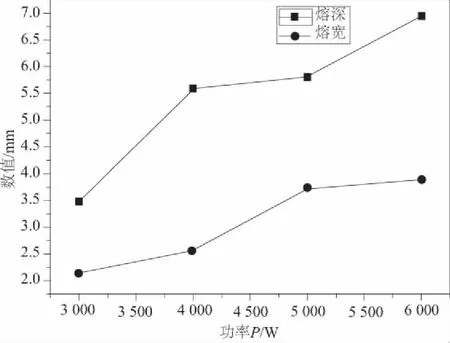
圖1 激光功率與熔深熔寬的關系
2.2 光絲距的影響
激光填絲焊工藝中的光絲距離DLA是一個非常重要的參數。華中科技大學的余陽春認為在做激光填絲焊時,光絲距離在-0.35mm≤DLA≤ 0.65mm時,焊絲與激光有著最佳能量匹配關系。因此本實驗在其理論基礎上,采用了-2mm,-1mm,0mm,+1mm,+2mm這5個不同的光絲距離來研究光絲距與焊接過程穩定性之間的關系。其他實驗參數不變,功率為8kW,送絲速度為6m/min。
當光絲距為+2mm時,激光與焊絲作用距離較遠。原因是送絲速度較快,由于焊絲沒能及時熔化,其頂到焊板之后送絲方向發生偏離,并對送絲系統形成一個反作用力,影響送絲系統的精度和使用壽命,并進一步導致焊接過程不穩定,整個過程焊絲并沒有熔化,或者熔化很少。如圖2所示。

圖2 DLA=+2 mm時絲未熔化圖
當光絲距為-2mm時,焊絲完全遮擋住激光,因為激光直接作用于焊絲,焊絲熔化的快,飛濺量特別大,焊絲大部分飛濺,只有少部分進入了熔池。如圖3所示。

圖3 DLA=-2 mm時的斷絲
當光絲距為-1mm~1mm時,焊接過程相對穩定,焊絲得到了穩定的熔化,因此在DLA處于-1mm~+1mm之間時,能得到成型良好的焊縫。原因是光絲距合適,這3種能量才能共同作用于焊絲,形成了成型良好的焊縫。

圖4 DLA=0 mm時的熔池形貌
2.3 送絲速度的影響
保持其他參數不變,激光功率為5 000W,光絲距離為0mm,送絲方式為前送絲。送絲速度以2m/min為遞增單位,從2m/min~8m/min逐漸遞增。
圖5為送絲速度與工件熔深熔寬之間的關系。可以看出,隨著送絲速度的增大,熔深熔寬都減小。原因是激光功率不變,當送絲速度加快,即同一時間內有更多的焊絲進入熔池,激光在能量分配的時候,更多一部分能量用來熔化焊絲,因此工件熔深熔寬隨著送絲速度的增大而減小。
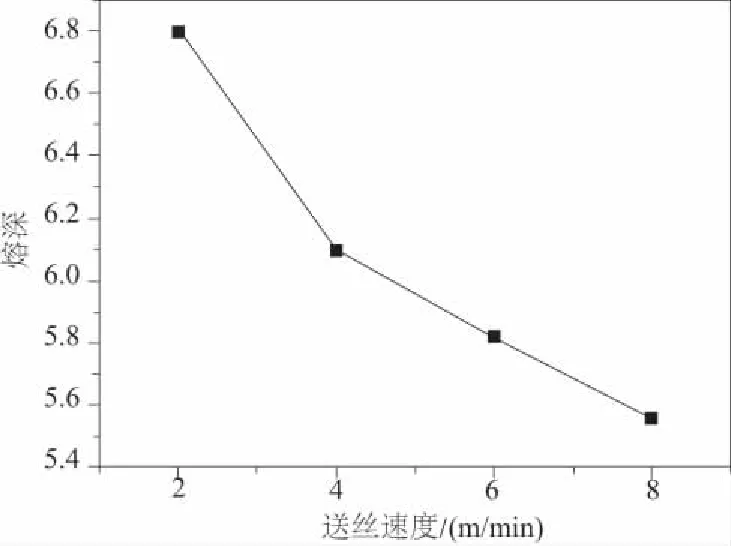
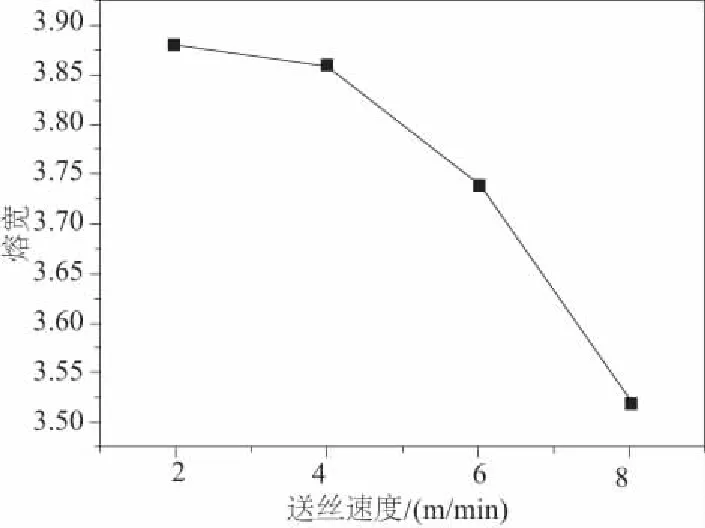
圖5 送絲速度與熔深熔寬的關系
3 試驗結果及分析
通過工藝試驗,得出最佳工藝參數:激光功率8 000W,光絲距0mm,送絲速度5.6m/min。在最佳參數下,9mm厚Q345船舶鋼板在不開坡口的前提下能一次性焊透,成型良好。但焊縫缺陷及成分的變化會導致焊接件力學性能的下降。
3.1 Q345船舶鋼激光填絲焊接頭顯微組織分析
圖6為Q345船舶鋼激光填絲焊接頭200倍、500倍光學顯微鏡下的組織形貌。由圖可見,焊縫區組織沿著垂直于熔合金屬交界線的方向成長。組織成分為貝氏體和少量馬氏體組織。熔融金屬在焊縫冷卻的過程中,會沿著熱擴散的方向形成結晶,即為柱狀晶。
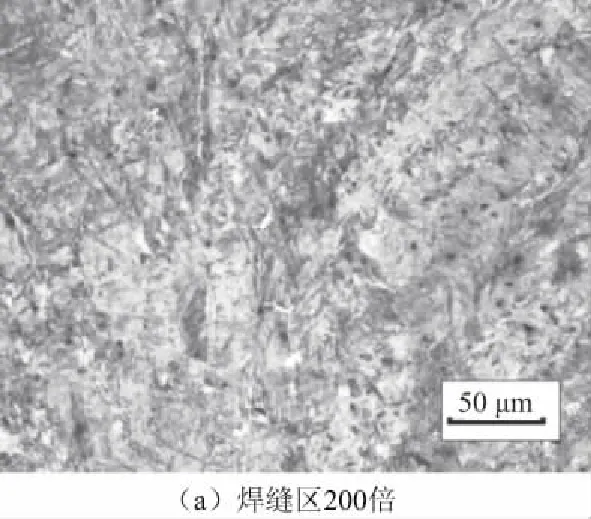
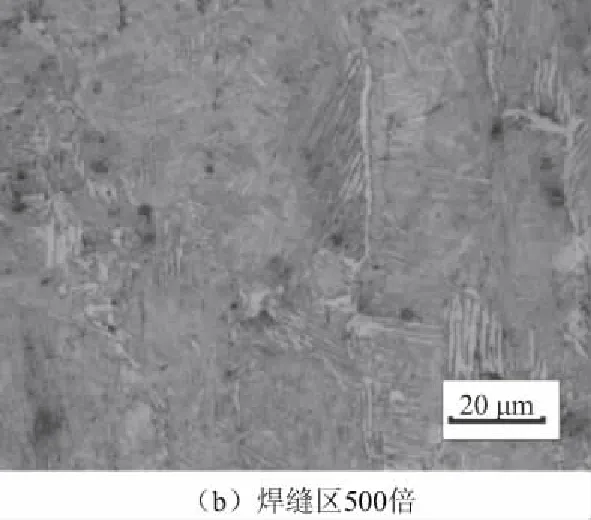
圖6 激光填絲接頭不同倍數下的組織圖
焊接過程中熱輸入量較大,晶粒顯著粗化,微觀組織含有大量粗大過熱魏氏體和貝氏體。熱影響區窄,晶粒比母材大,交錯排布。這是由于熔池在高能量作用下,停留時間短,溫度梯度大,熱影響區溫度梯度小,因此在溫度差異及成分差異的共同作用下,焊縫內部及熱影響區表現為不同的組織形貌。
圖7(a)、圖7(b)為Q345船舶鋼激光填絲焊熔合線附近區域以及熱影響區100倍、500倍光學顯微鏡下的組織形貌。Q345熱影響區中靠近焊縫區,由于此區間溫度較高加之冷卻速度較快,得到了一定的淬硬組織,可觀察到明顯的羽毛狀上貝氏體和板條馬氏體;還可以看出,因為熔池只有激光的作用,沒有電弧的耦合,與母材相鄰的柱狀晶的取向與母材基本一致。
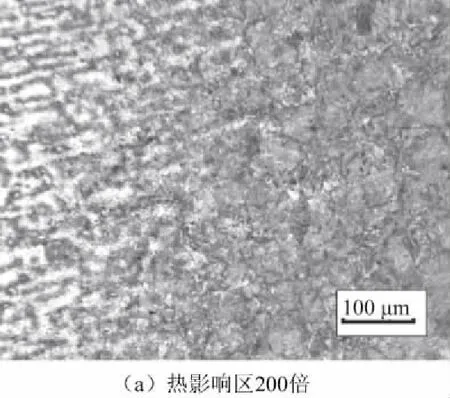
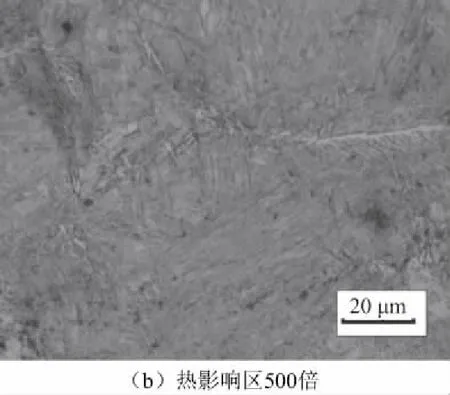
圖7 激光填絲接頭不同倍數下的組織圖
圖8為Q345熱影響區中的不完全結晶區,由于此區間溫度在合金的重結晶溫度范圍,因此有在晶界處重新形核長大的趨勢。
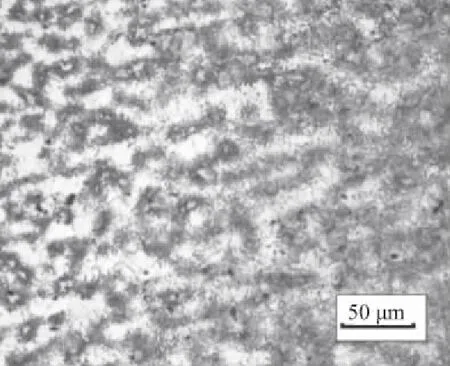
圖8 不完全重結晶區200倍
3.2 焊接接頭力學性能測試
1) 硬度
由圖9可知,填絲接頭焊縫寬度為1.8mm。從圖9中可以看出,焊縫的硬度最大,達到340HV左右,熱影響區次之,母材的硬度最小。
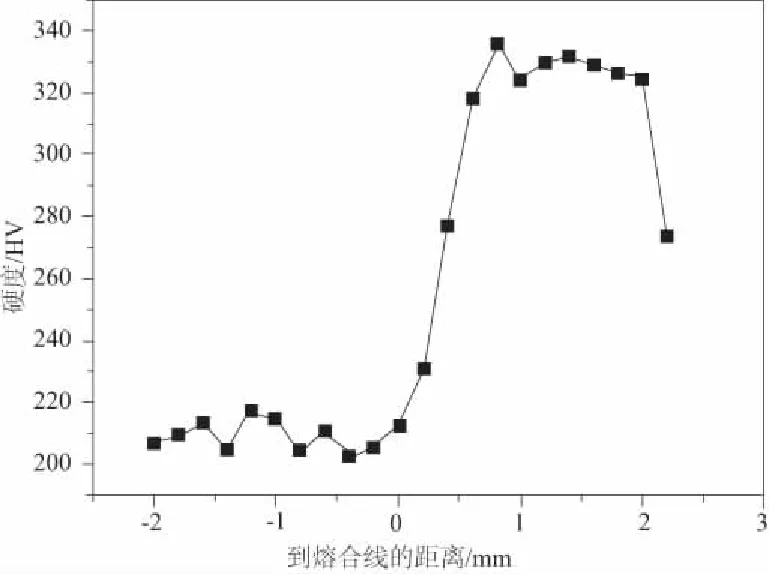
圖9 激光填絲焊接頭硬度曲線
2) 拉伸性能
焊接接頭拉伸試樣根據金屬材料室溫拉伸試驗國家標準GB/T 228.1-2010,拉伸樣均斷裂于母材,說明焊件抗拉性能良好。
4 結語
本文通過使用光纖IPG YLS-10000多模激光器以及福尼斯TPS5000焊機對9 mm厚的Q345船舶鋼進行了激光填絲焊接工藝試驗的研究。
研究了工藝參數對焊縫表面成型及熔深熔寬規律及焊縫質量的影響,并進一步研究了焊接接頭的一些相關組織和影響力學性能的一些因素,得出以下結論:
1) 激焊縫熔深受激光功率的影響較大。功率增大,熔深呈線性規律增加。在6 000W~8 000W之間,熱源耦合效果較好,焊縫成型最佳。
2) 光絲距>+2mm時,激光對焊絲的作用微弱,成型效果類似于激光自熔焊。當激光束和焊絲重疊,并且重疊的部分達到-2mm時,因為激光直接作用于焊絲,焊絲熔化的快,焊絲大部分飛濺,只有少部分進入了熔池。只有光絲距DLA處于-1mm~+1mm之間時,才能得到成型良好的焊縫。
3) 激光填絲焊接中隨著送絲速度的增加,熔深熔寬呈現減小的規律。因為激光在能量分配的時候,更多一部分能量用來熔化焊絲,造成了熔深熔寬減小。
[1] 杜漢斌,胡倫驥,胡席遠. 激光填絲焊技術[J]. 航空制造技術,2002(11):60-63.
[2] Sun Z, Salminen A S. Current Status of Laser Welding with Wire Feed[J]. Materials and Manufacturing Processes, 1997, 12(5):759-777.
[3] 劉建華, 胡倫驥, 駱紅. 薄板激光填絲焊工藝研究[J]. 汽車技術, 1997, 18(3):40-44.
[4] 王文政, 張永康, 姜福銀, 等. 20鋼光纖激光填絲焊工藝與焊縫組織的研究[J]. 熱加工工藝, 2013, 42(19):26-29.
[5] M.J. Zhang, G.Y. Chen, Y.Zhou, S.C. Li, H. Deng. Observation of spatter formation mechanisms in high-power fiber laser welding of thick plate [J]. Applied Surface Science, 2013, 280: 868- 875.
[6] G. Sierra, P. Peyre, F. Deschaux-Beaume, D. Stuart,G. Fras. Steel to aluminum key-hole laser welding[J]. Materials Science and Engineering A , 2007, 447: 197-20.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
