成形速度及溫度對無鉚沖壓連接工藝的影響
2018-03-19 08:13:42韓善靈姜浩然劉娟徐海港
機械制造與自動化 2018年1期
韓善靈,姜浩然,劉娟,徐海港
(山東科技大學,山東 青島 266590 )
0 引言
各大汽車廠商與研究人員均致力于研究運用鋁合金等輕質(zhì)合金來制造車身及零件,以實現(xiàn)車輛的輕量化。因這一類合金的表面易形成致密的氧化膜,故對汽車板件的連接技術(shù)及工藝要求越來越高,各種新型連接技術(shù)應運而生。無鉚沖壓連接工藝因與傳統(tǒng)的連接工藝相比,無需對板材進行沖孔等預加工,不受材料的表面氧化層與鍍層的影響,工藝簡單,易于實現(xiàn)自動化,目前已廣泛應用于汽車行業(yè)。
無鉚沖壓連接是依靠沖頭的壓力、凹模及壓邊圈的共同作用使得材料發(fā)生合理的塑性變形,在預連接部位形成自鎖連接點的新型連接技術(shù)。Chan-Joo Lee等[1]研究了無鉚沖壓連接的失效形式,在軸向載荷作用下頸部厚度與接頭強度的關(guān)系,并通過有限元軟件分析優(yōu)化了模具參數(shù)。劉棵等[2]建立板材及壓力連接模具的三維有限元模型,對板材壓力連接及卸載過程、剪切及剝離試驗進行了仿真及實驗研究。邱澤鑫等[3]對鋁合金 A5052 和雙相鋼 DP300/500 板材的壓力連接進行了實驗研究和仿真分析,證實了鋼鋁板材間采用壓力連接的可行性。Y.Abe 等[4]人通過優(yōu)化凹模形狀從而引導材料的流動,成功實現(xiàn)了高強度鋼板和鋁板的連接。Thoraif Gerstmann等[5]提出使用平砧代替凹模進行無鉚沖壓連接的方法以解決無鉚沖壓連接導致板料表面不平整的問題,通過有限元軟件分析優(yōu)化了設計參數(shù),并實際測定了接頭的抗拉與抗剪切能力,證實了平模無鉚連接的可行性。
以上的研究大多集中在優(yōu)化模具的參數(shù)或形狀上,忽略了成形速度對接頭質(zhì)量的影響。整個無鉚沖壓連接工藝過程僅有數(shù)秒,實際沖壓板料的時間則更短,成形速度快。本文依據(jù)拉伸試驗得到的應力應變數(shù)據(jù),擬合了Johnson-Cook本構(gòu)方程,得到正的應變率敏感系數(shù),證實5052鋁合金具有應變率強化特性,高應變率會增強材料的塑性硬化作用。隨后依據(jù)擬合得到的本構(gòu)方程修正軟件材料庫中的應力應變參數(shù),通過選取板料溫度為20 ℃與300 ℃分別進行模擬,指出20 ℃時成形速度過高會降低接頭的抗剝離強度,并使頸部材料產(chǎn)生間隙,嚴重削弱接頭的整體強度,而300 ℃時接頭的抗剝離強度隨沖頭速度的提高而增大,同時可避免接頭頸部處的缺陷,為進一步改進無鉚沖壓連接技術(shù)提供了依據(jù)。
1 有限元建模
1.1 無鉚沖壓鏈接基本過程
無鉚沖壓連接可分為4個階段:
1)預緊階段。將上下板料堆疊放置在凹模上,沖頭復位到初始位置,壓邊圈下壓,固定板料,防止在沖壓過程中翹起。
2)彎曲階段。沖頭下壓,上板料在沖頭的作用力下發(fā)生塑性變形,并向凹模內(nèi)彎曲,當沖頭運動一定距離后上板料開始在沖頭邊緣圓角區(qū)域的作用下被拉伸,下板料在上板料與凹模圓角區(qū)域的共同作用下向凹模彎曲,直到?jīng)_頭與凹模的間隙被完全填充。
3)填充階段。此時板料已填充沖頭與凹模的間隙,進入板料填充階段,在此階段,沖頭繼續(xù)下行,板料在沖壓力下變薄,在凹模環(huán)形凹槽的圓角作用下,板料向環(huán)形凹槽內(nèi)流動。
4)連接階段。隨著材料向凹模環(huán)形凹槽內(nèi)流動,由于下板料已遠離沖頭的擠壓部位,材料流動速度比上板料要慢,正是由于上下板料流動速度不等,上板料嵌入下板料,形成S形鉸鏈,上下板連接完成。
成形過程如圖1所示。

圖1 沖壓連接連續(xù)過程
1.2 模型的建立
依據(jù)無鉚沖壓連接的實際情況,有限元模型由沖頭、凹模、壓邊圈及上下板組成。考慮到無鉚沖壓連接的對稱性,為了降低計算時間,節(jié)約存儲空間,把沖壓連接簡化為1/2模型,建立的模型如圖2所示。上下板料的材料為5052鋁合金,厚度均為2mm,鉚接過程中只有上下板發(fā)生較大的變形,所以將上下板料設置為塑性體,將沖頭、凹模及壓邊圈設置為剛形體。由于采用的是1/2模型,上下板左側(cè)節(jié)點需添加固定節(jié)點邊界條件,防止板料變形過程中對稱面發(fā)生橫向位移。以剛性體或變形較小的物體作為主對象,上下板料之間,沖頭與上板,壓邊圈與上板,凹模與下板之間分別設置主從關(guān)系。

圖2 無鉚沖壓連接有限元模型
1.3 材料塑性變形特性
5052鋁合金的主要合金元素是Mg,因此又被稱為鋁鎂合金, 5052鋁合金的主要物理參數(shù)見表1[6]。

表1 5052鋁合金物理參數(shù)(20 ℃)
5052鋁合金的拉伸實驗應力應變曲線如圖3所示。

圖3 5052鋁合金應力應變曲線
5052鋁合金材料塑性變形本構(gòu)方程可用Johnson-Cook模型來描述[7]。即:
(1)
式中:應力可表示為應變量、應變率與溫度的函數(shù),參考應變率通常取0.1~0.000 1 s-1,本文取靜態(tài)拉伸應變率為0.001s-1,A、B、n、C、m為材料常數(shù),C參數(shù)為材料的應變率敏感系數(shù),若C值為負值,說明材料具有應變率軟化特性;若為正值,則說明材料具有應變率強化特性,即應變率高會增大材料的塑性硬化作用。對于參數(shù)A、B、n可以選取常溫下靜態(tài)拉伸應力應變數(shù)據(jù)進行擬合[8-9],即取溫度為20℃,式(1)可簡化為:
(2)
(3)
由拉伸實驗數(shù)據(jù)可知5052鋁合金的屈服強度為95MPa,因此A值取95,對式(3)兩邊取對數(shù)變形為:
(4)
將常溫下的應力應變數(shù)值進行擬合,如圖4所示,lnB為圖中直線的截距,值為5.82,從而得出B值為330,n為圖中直線的斜率,值為0.47,將A、B、n值帶入式(2)得:
(5)

圖4 Johnson-Cook本構(gòu)方程B、n參數(shù)的擬合
式(5)中僅含有未知數(shù)C,將圖3中兩條應變率不同的曲線在相同應變量下的應力值相除即可得出僅含有應變率敏感系數(shù)C的方程組,解出后取平均值得到C=0.12,說明5052鋁合金具有應變率強化特性。同理可由圖3中不同溫度下的應力應變數(shù)據(jù)擬合得到溫度軟化系數(shù)m=1.45。將A、B、n、C、m的值帶入式(1):

(6)
式(6)即為擬合得到的5052鋁合金Johnson-Cook本構(gòu)方程,可知5052鋁合金具有應變率強化特性,成形速度影響材料的塑性硬化作用,進而影響無鉚沖壓連接接頭的質(zhì)量,同時溫度軟化效應可使材料的塑性變形能力大幅增強。
1.4 模擬計算
為保證模擬結(jié)果的正確性,根據(jù)前述擬合得到的Johnson-Cook本構(gòu)方程可以得出任意應變率及應變量下的應力應變數(shù)據(jù),以此修正Deform材料庫中的應力應變參數(shù),如圖5所示。

圖5 修正應力應變參數(shù)
考慮到5052鋁合金同時具有應變率強化特性與溫度軟化特性,為了對比分析沖頭移動速度在常溫與高溫條件下對無鉚沖壓連接的影響,選取沖頭總行程為5 mm,總步數(shù)為500,壓邊圈的壓邊力設為5 000 N,保持這些參數(shù)不變,沖頭的移動速度取0.5 mm/s、1.0 mm/s、1.5 mm/s、2.0 mm/s、2.5 mm/s、3.0 mm/s,板料溫度取20 ℃與300 ℃分別模擬。
板料的溫度取20 ℃時,由于不用考慮熱交換的問題,沖頭、凹模與壓邊圈可以僅用剛體模型代替,不需要賦予材料,對象間關(guān)系中也僅需要設定摩擦系數(shù),本文選取Coulomb形式,值為0.1。
板料的溫度取300 ℃時,為了使模擬過程更接近與實際,需考慮板料與模具間熱交換,同時打開熱傳導與變形開關(guān),進行熱-塑性耦合模擬。將沖頭、凹模與壓邊圈的材料設定為AISI-D3模具鋼,將并分別劃分網(wǎng)格。熱傳導系數(shù)選為Forming形式,值為11,模擬計算鉚接過程中的熱傳遞。將上述模擬過程中的Coulomb摩擦形式更改為Worm Forming形式,值為0.25。在Properties中的Deformation選項卡中,勾選Enable target volume in FEM,激活體積補償,讓系統(tǒng)在模擬過程中計算補償由于熱傳遞引起的體積變化。
2 結(jié)果與分析
2.1 模具載荷分析
模具的載荷是一項重要的參數(shù),它主要影響模具的壽命,因此研究沖壓連接的行程-載荷曲線對沖壓連接工藝具有重要意義,圖6所示的是沖頭移動速度為1mm/s時沖頭的行程-載荷曲線。

圖6 沖頭的行程-載荷曲線
由圖6可以看出,沖頭的行程達到4.6mm前,載荷是緩慢增加的,之后沖頭的載荷隨行程的增加迅速升高。由無鉚沖壓的過程可知,沖頭的載荷激增的階段正處于填充階段的后期,S形鉸鏈形成的階段,相對于板料彎曲變形階段,此時下板料已填充凹模圓角部位,材料沿著模具間隙向凹模外側(cè)移動,運動方向上的力來自沖頭壓力的分力,材料運動困難,所以沖頭的載荷迅速增加。凹模的載荷情況與沖頭類似,只是數(shù)值稍低。因此,沖頭與凹模的最大載荷一定程度上也反映了無鉚沖壓連接接頭成形的難易程度。
圖7、圖8分別為20℃時與300℃時沖頭速度對模具最大載荷的影響。由圖7、圖8可以看出模具的最大載荷隨沖頭的移動速度增大而增大,但在300℃條件下進行無鉚沖壓連接,沖頭與凹模的最大載荷均大幅降低。這一趨勢是與5052鋁合金的應力應變曲線相對應的,證實了模擬計算的合理性,說明使用較高的成形速度會使材料的塑性變形能力降低,材料變形困難,提高溫度可以降低塑性硬化的作用,降低模具載荷。
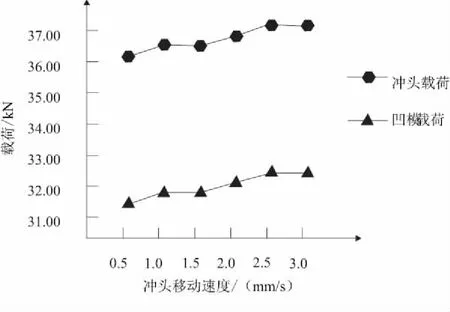
圖7 20 ℃沖頭速度對模具載荷的影響

圖8 300 ℃沖頭速度對模具載荷的影響
2.2 接頭強度分析
接頭主要受縱向的拉伸與橫向的剪切作用,其主要的失效形式是頸部斷裂失效與上下板剝離失效,頸部厚度與嵌入量分別決定了無鉚沖壓連接接頭的抗剪切能力與抗剝離能力,接頭頸部厚度與嵌入量是評價接頭強度的主要參數(shù),因此需要在保證接頭嵌入量同時又要有一定的頸部厚度。
從模擬的結(jié)果來看20 ℃時進行無鉚沖壓連接接頭頸部處上下板會出現(xiàn)縫隙。如圖9所示,縫隙隨沖頭速度的增大而增大,這是由于在低溫時,較高的成形速度會使材料塑性變形抗性急劇升高,材料在模具間流動困難,不能充分填充模具,這對提高接頭的抗剝離能力是不利的。材料流動困難也會使局部應力集中,易造成材料斷裂,使接頭失效,而 300 ℃時接頭的相同位置未出現(xiàn)類似的狀況。

圖9 20 ℃上下板頸部產(chǎn)生縫隙
圖10、圖11所示的是20℃條件下沖頭的移動速度對嵌入量與頸部厚度的影響,由圖10可以看出嵌入量隨沖頭移動速度的增大而減小,而由圖11可以看出頸部厚度隨沖頭移動速度的增加而增加。在20℃條件下進行無鉚沖壓連接得到的接頭嵌入量與頸部厚度是相對的,沖頭移動速度較低時,嵌入量較大,頸部厚度較小,沖頭移動速度較大時,正好相反。
可見,在20℃條件下較高成形速度不但會使模具載荷提高,降低模具的使用壽命,也會使接頭嵌入量減小,降低接頭的抗剝離強度。降低成形速度雖然可以提高接頭的嵌入量,但是會造成頸部厚度值減小,也使連接效率得不到保證。
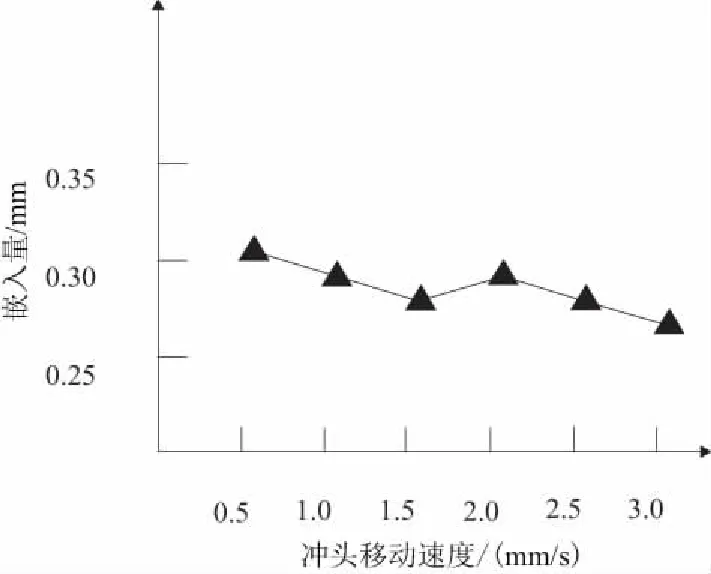
圖10 20 ℃沖頭速度對嵌入量的影響

圖11 20 ℃沖頭速度對頸部厚度的影響
圖12、圖13所示的是300℃條件下沖頭移動速度對接頭的嵌入量與頸部厚度,由圖12、圖13可以看出接頭的嵌入量與頸部厚度均隨沖頭移動速度的提高而增大。可見在板料初始溫度為300℃條件下,5052鋁合金中合金元素Mg晶體的滑移面的增加以及動態(tài)再結(jié)晶速率的加快成為增強材料塑性變形能力的關(guān)鍵,不僅提高了合金本身的塑性變形能力,也抑制了塑性硬化作用的影響,改善了合金的的流動性與填充能力,使得材料能夠在沖頭擠壓作用下,輕快地向凹模內(nèi)填充,提高了接頭的整體強度。

圖12 300 ℃沖頭移動速度對嵌入量的影響

圖13 300 ℃沖頭移動速度對頸部厚度的影響
3 結(jié)語
本文依據(jù)5052鋁合金的拉伸實驗數(shù)據(jù)擬合了Johnson-Cook本構(gòu)方程,得出5052鋁合金具有正的應變率敏感系數(shù),證實材料具有應變率強化特性,成形速度會影響材料的塑性硬化作用,進而影響無鉚沖壓連接接頭的質(zhì)量,并以得出的Johnson-Cook本構(gòu)方程修正有限元軟件材料庫中材料的應力應變參數(shù)。
利用修正后的應力應變參數(shù)進行仿真模擬,對比分析了成形速度對無鉚沖壓連接的影響。結(jié)果表明:20 ℃時塑性硬化作用較高,特別是成形速度提高時,增強了5052鋁合金的塑性變形抗性,使材料的流動困難,阻礙材料向凹模填充,不但使上下板間容易產(chǎn)生縫隙,應力集中等缺陷,也會降低接頭的嵌入量,削弱接頭的抗剝離強度,模具載荷也隨之提高,難以在保證連接效率的前提下提高接頭的抗剝離強度與模具的壽命。
在300 ℃時,由于材料的熱軟化效應,抑制了塑性硬化對材料塑性成形能力的影響,使材料在模具間的流動能夠順利進行,不但可以有效避免接頭由于常溫時塑性硬化作用較大而產(chǎn)生的缺陷,也使接頭嵌入量隨沖頭的移動速度增大而增大,提高接頭的整體強度的同時也使連接效率得到提升。
[1] Lee C-J, Kim J-Y, Lee S-K. Design of mechanical clinching tools for joining of aluminium alloy sheets[J]. Materials and Design, 2010:1854-1861.
[2] 劉棵, 蘭鳳崇, 周云郊,等. 板材壓力連接的強度數(shù)值模擬與實驗研究[J]. 機械設計與制造,2014(1): 11-14.
[3] 邱澤鑫, 周云郊, 陳吉清. 不同強度系列鋼鋁板材壓力連接成形規(guī)律研究[J]. 機械設計與制造,2015(8):16-19.
[4] Abe Y, Mori K, Kato T. Joining of high strength steel and aluminium alloy sheets by mechanical clinching with dies for control of metal flow[J]. Journal of Materials Processing Technology, 2012(4): 884-889.
[5] Gerstmann T, Awiszus B. Recent developments in flat-clinching[J]. Computational Materials Science, 2014: 39-44.
[6] Toros S, Ozturk F, Kacar I. Review of warm forming of aluminum-magnesium alloys[J]. Journal of Materials Processing Technology, 2008(1/2/3): 1-12.
[7] S.A. Hosseini Kordkheili , Ashrafian M M, Toozandehjani H. A rate-dependent constitutive equation for 5052 aluminum diaphragms[J]. Materials and Design, 2014: 13-20.
[8] Mahabunphachai S, Ko M. Investigations on forming of aluminum 5052 and 6061 sheet alloys at warm temperatures[J]. Materials and Design,2010:2422-2432.
[9] 李建光, 施琪, 曹結(jié)東. Johnson-Cook本構(gòu)方程的參數(shù)標定[J]. 蘭州理工大學學報, 2012(2): 164-167.
