三層自增強PAN納米纖維復合鋰離子電池隔膜的制備與電化學性能研究*
2018-03-17 02:12:50
產業用紡織品 2018年1期
1.天津泰達潔凈材料有限公司, 天津 300462;2.天津工業大學紡織學院, 天津 300387;3.天津工業大學省部級共建分離膜與膜過程國家重點實驗室, 天津 300387
隔膜是鋰離子電池中不可缺少的一部分,其在電池內部發揮著重要的功能。隔膜既能阻止電池內部正負極直接接觸,又能保證鋰離子在電極之間順利轉移[1-4]。商業化的微孔聚烯烴類(如聚丙烯和聚乙烯)隔膜已被廣泛應用于鋰離子電池,但這類隔膜由于較差的孔隙率和吸液性能,表現出的離子電導率較低,因此不能完全滿足鋰離子電池的充放電性能需求[5-8]。
靜電紡聚合物高分子膜是獲得優異孔隙率和吸液率隔膜的有效方法,其能明顯降低電池的阻抗,改善鋰離子電池的循環性能[9-10]。但事實上,阻礙靜電紡聚合物高分子膜在鋰離子電池隔膜中商業化應用的主要原因是其較差的力學強度,此性能缺陷使該膜無法在運輸和組裝的過程中正常使用[11-12]。因此,研究開發高拉伸斷裂強度的靜電紡聚合物高分子膜是當前該領域的主要目標。目前,針對靜電紡聚合物高分子膜力學強度改性的方法主要有聚合物復合、熱處理、聚合物共混和納米顆粒填充復合等[13-16]。
已有研究表明,PAN(聚丙烯腈)有許多引人注意的特點,如良好的可加工性、抗氧化降解性和電化學穩定性等,其中抗氧化穩定性在高溫下仍表現較好。PAN基凝膠聚合物電解質擁有較高的離子電導率,且吸液性能好,與電極的兼容性較好。TSUTSUMI等[17]報道了PAN基凝膠聚合物電解質能夠使鋰離子電池充放電過程中鋰“枝晶”的產生量達到最小,因為PAN分子中的—CN可以與液體電解質[如碳酸丙烯酯(PC)和碳酸亞乙酯(EC)等]中的—CO相互作用。但純PAN靜電紡絲膜同樣存在力學強度不高的缺陷,這限制了其實際應用與發展。
本文為提高靜電紡絲隔膜的力學強度,利用靜電紡絲技術,通過提高轉鼓轉速收集取向排列的PAN納米纖維膜,并與外層各向同性的PAN納米纖維膜復合,制備出三層自增強PAN納米纖維復合鋰離子電池隔膜,旨在設計出力學強度高、綜合性能優異的鋰離子電池隔膜[18]。
1 試驗部分
1.1 主要試驗材料與儀器
PAN,摩爾質量為150 000 g/moL,美國西格瑪公司;N,N- 二甲基甲酰胺(DMF),天津光復科技發展有限公司。
TM-1000型掃描電子顯微鏡,日本日立公司;Instron3369型萬能強力機,英斯特朗公司;CHI660D型電化學工作站,北京華科普天科技有限公司;Lab2000型手套箱,北京伊特克斯惰性氣體有限公司;CT2001A型電池循環測試柜,武漢藍電電池股份有限公司。
1.2 隔膜的制備
(1) 將充分干燥的PAN溶解于DMF中,并在70 ℃的條件下進行磁力攪拌,制備質量分數為15%的均一溶液。
(2) 選擇直徑為145 mm的轉鼓用于收集PAN納米纖維膜。首先,在100 r/min的轉鼓轉速下收集外層用各向同性PAN納米纖維膜;然后,分別在100、 300、 500、 700和900 r/min的轉鼓轉速下收集五片中間層用取向排列的PAN納米纖維膜(分別標記為N100、 N300、 N500、 N700和 N900);最后,利用相同的方法,在100 r/min的轉鼓轉速下收集另一外層用各向同性PAN納米纖維膜。
(3)分別將N100、 N300、 N500、 N700和N900與兩片外層膜復合,形成三層自增強PAN納米纖維復合隔膜,并分別標記為NTM100、 NTM300、 NTM500、 NTM700和NTM900。
所有三層自增強PAN納米纖維復合隔膜(簡稱“NTM隔膜”)的制備均基于紡絲電壓為25 kV、溶液推進速度為0.6 mL/h、收集距離為25 cm的條件。NTM隔膜使用前先在70 ℃的真空干燥箱內干燥8 h。
1.3 隔膜性能表征及測試
1.3.1 掃描電子顯微鏡測試
將中間層用取向排列的PAN納米纖維膜進行噴金處理后,通過TM-1000型掃描電子顯微鏡觀察不同轉速下隔膜的形貌結構,并利用Image-Pro-Plus軟件分析隔膜內部纖維的排列與直徑。
1.3.2 拉伸性能測試
設置Instron3369型萬能強力機的拉伸速度為10 mm/min、有效隔距為2 cm,分析NTM隔膜的應力與應變。拉伸斷裂強度(S)計算式:
(1)
式中:Fb——NTM隔膜斷裂時所承受的載荷,N;
l——拉伸時的有效隔距,此處為2 cm;
d——拉伸時NTM隔膜的厚度,cm。
1.3.3 孔隙率測試
先將NTM隔膜于室溫下浸入正丁醇溶液中2 h直至其浸漬均衡,接著取出并將NTM隔膜表面多余的正丁醇溶液利用濾紙輕輕地擦除。孔隙率(P)計算式:
(2)
式中:Ww——NTM隔膜吸液且經濾紙吸去表面多余液體后的質量,g;
Wd——NTM隔膜浸漬前的質量,g;
ρb——正丁醇的密度,g/cm3;
ρp——PAN的密度,g/cm3。
所有稱量都于手套箱中進行。
1.3.4 吸液率測試
將NTM隔膜于室溫下浸沒在1 mol/L LiPF6-EC/ DMC(體積比為1 ∶1)的電解液中,2 h后取出,用濾紙吸去表面多余的液體后稱量。吸液率(ε)計算式:
(3)
式中:Wa——NTM隔膜吸液且經濾紙吸去表面多余液體后的質量,g;
Wb——NTM隔膜吸液前的質量,g。
所有稱量都于手套箱中進行。
1.3.5 離子電導率測試
將NTM隔膜組裝入兩枚不銹鋼片電極之間,形成一種鋼片/NTM隔膜/鋼片測試體系。其中,交流掃描頻率為0.1×105~2.0×105Hz,振幅為5 mV,測試溫度為20 ℃。離子電導率(σ)計算式:
(4)
式中:d——NTM隔膜的厚度,cm;
Rb——NTM隔膜的本體電阻,Ω;
s——NTM隔膜的有效面積,cm2。
1.3.6 電化學穩定性測試
分別以鋰片、鋼片作為參比電極和工作電極,并與NTM隔膜組裝成測試體系,于室溫下采用線性掃描伏安法進行電化學穩定性測試。其中,掃描速率為1 mV/s,掃描范圍為0.0~6.5 V。
1.3.7 電池充放電性能測試
以LiCoO2為正極、鋰片為負極,在充滿氬氣的手套箱中組裝載有NTM隔膜的LIR2032型紐扣電池。其中,LiCoO2電極由活性材料、炭黑及聚四氟乙烯(PTFE)黏結劑三部分構成,其質量分數分別為85%、 10%、 5%。電池充放電的倍率為0.1C(C為電池的理論容量),電壓范圍為2.8~4.2 V,測試溫度為20 ℃。
2 結果與討論
2.1 形貌分析
本文觀察了不同轉鼓轉速下收集的N100、 N300、 N500、 N700和N900的形貌結構。圖1~圖5為N100、 N300、 N500、 N700和N900的SEM照片,表1歸納了N100、 N300、 N500、 N700和N900中纖維的取向排列和直徑分布結果。由圖1~圖5發現:隨著轉鼓轉速的不斷增加,排列角度(纖維與PAN納米纖維膜橫向即垂直于收集方向的夾角)在45°~135°的纖維數量百分數在上升,這證明了增大轉鼓轉速可以使PAN納米纖維膜中纖維呈取向排列;但當轉鼓轉速提高至900 r/min時,排列角度在45°~135°的纖維數量百分數不再繼續上升,為70.0%,說明纖維排列的取向性開始減緩。且從表1還可以看出,轉鼓轉速為100 r/min時,纖維的平均直徑為513.91 nm;隨著轉鼓轉速的提高,纖維的平均直徑呈減小趁勢,且當轉鼓轉速提升至300 r/min以上時,纖維的平均直徑僅在很小范圍內(314.53~337.73 nm)波動。結果表明,轉鼓轉速是影響NTM隔膜中纖維排列和形貌結構的主要因素。
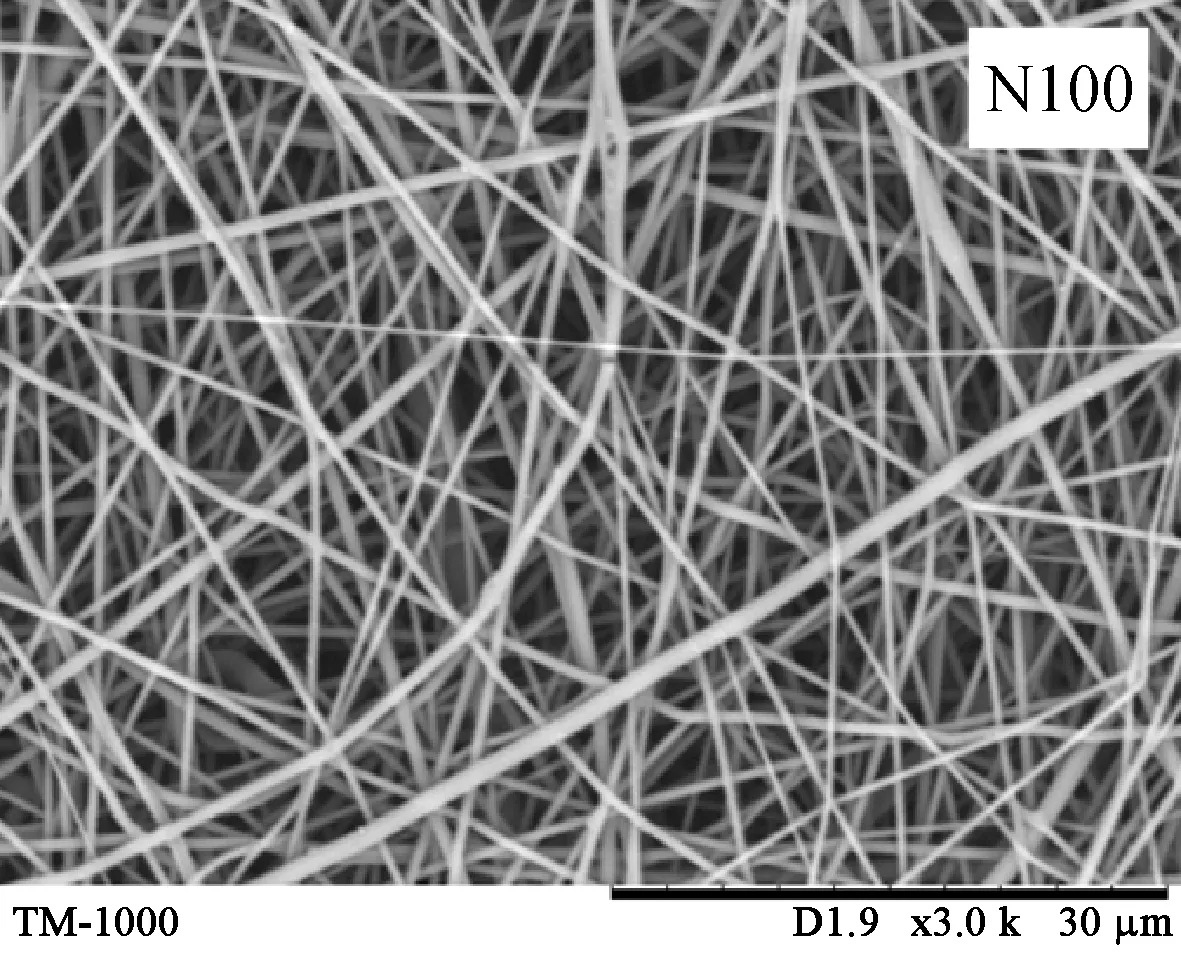
圖1 N100的SEM照片
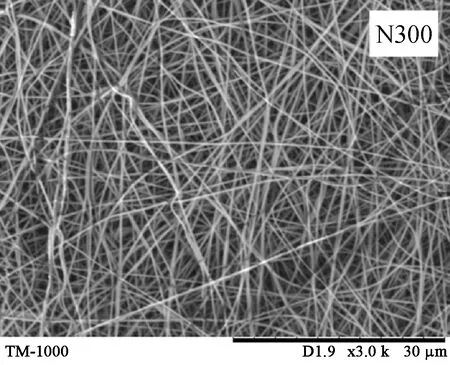
圖2 N300的SEM照片
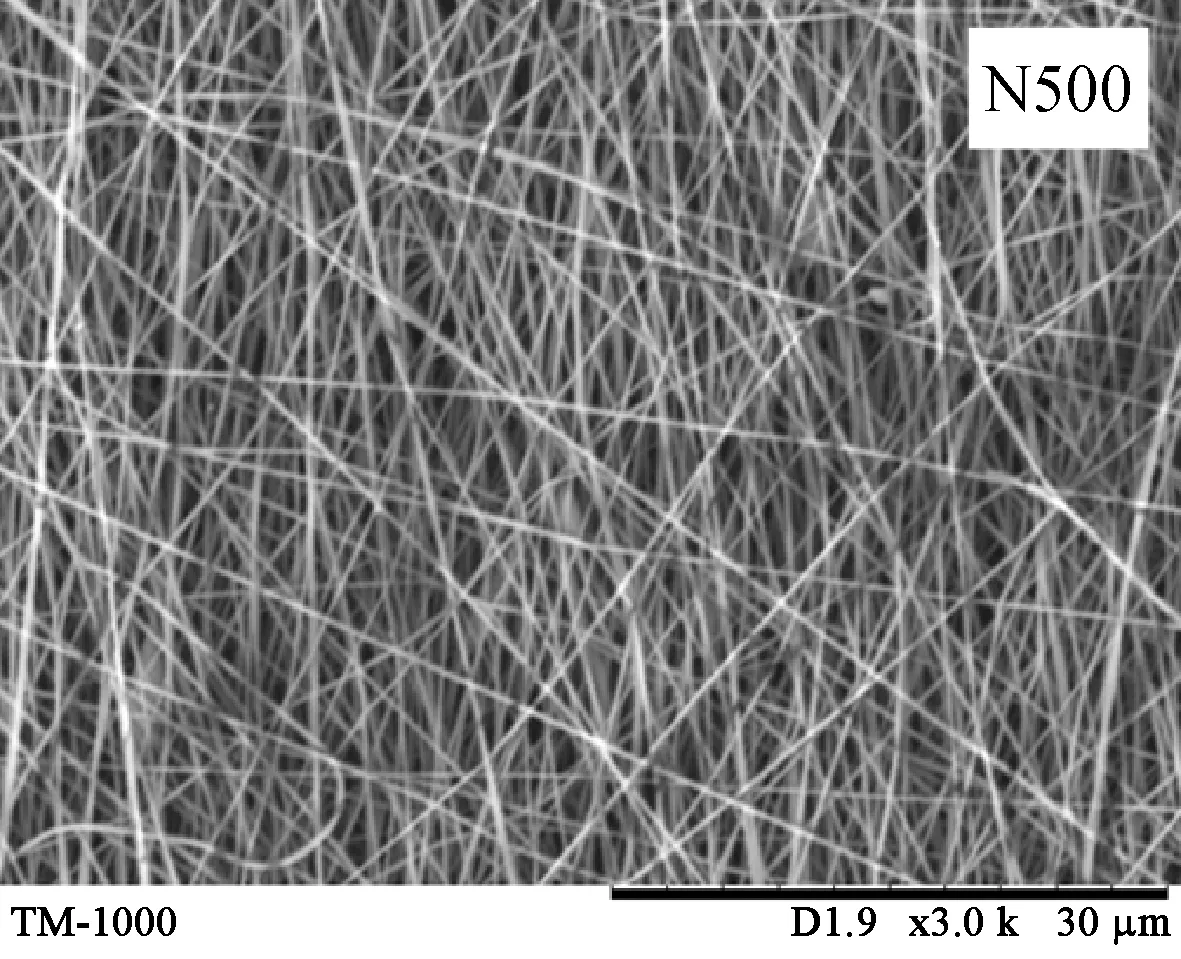
圖3 N500的SEM照片
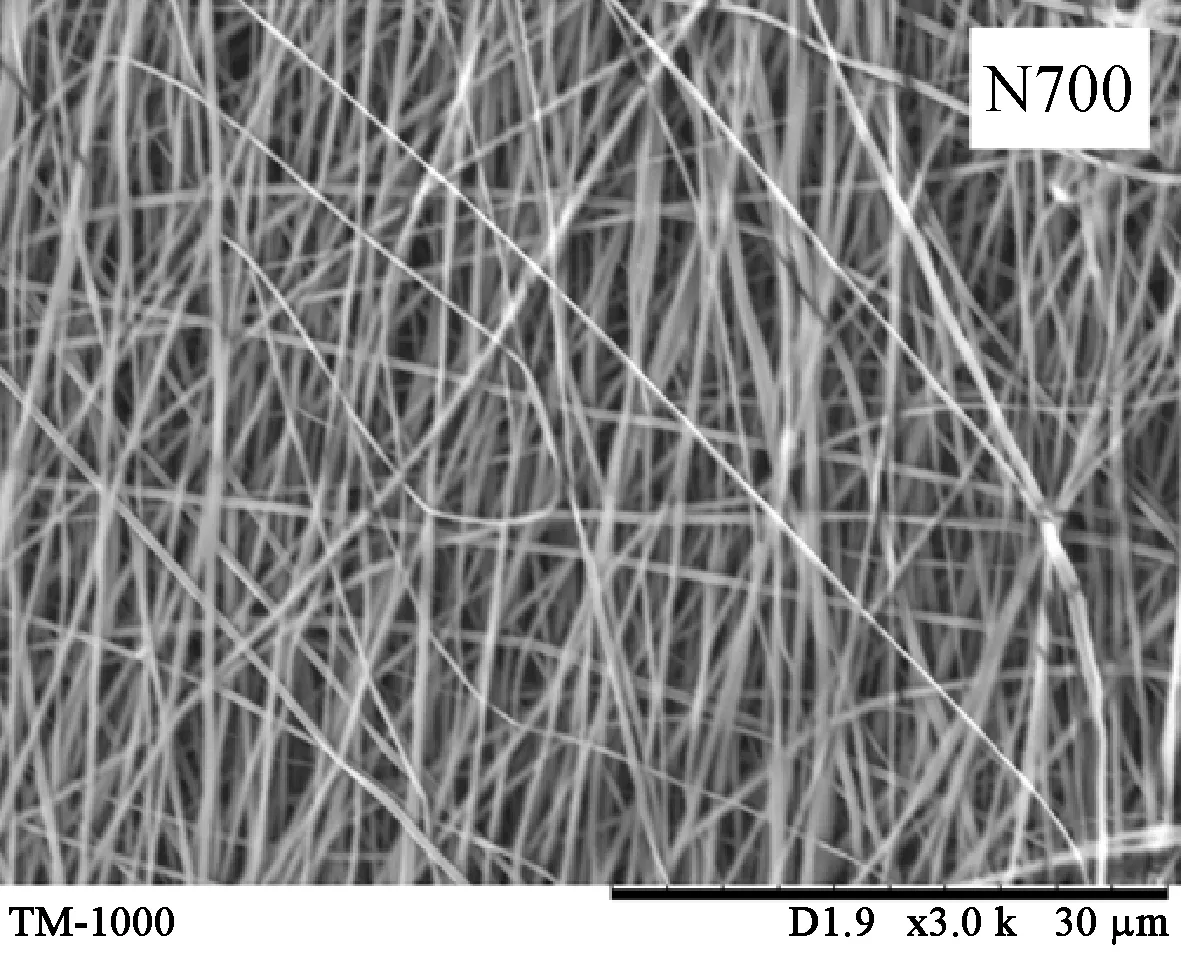
圖4 N700的SEM照片
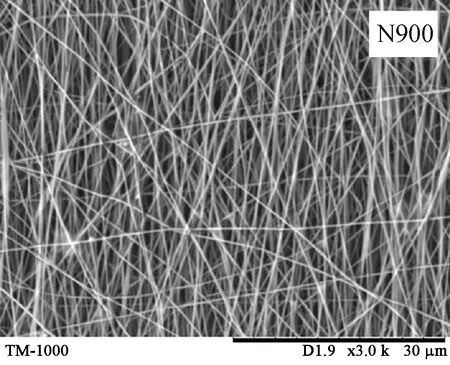
圖5 N900的SEM照片
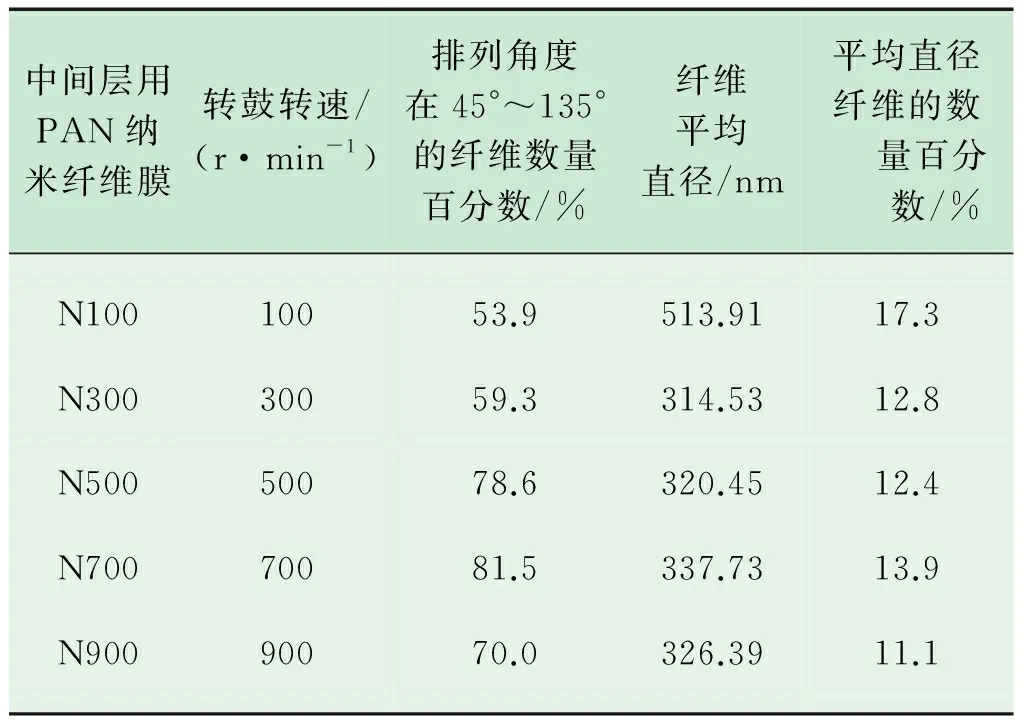
中間層用PAN納米纖維膜轉鼓轉速/(r·min-1)排列角度在45°~135°的纖維數量百分數/%纖維平均直徑/nm平均直徑纖維的數量百分數/%N10010053.9513.9117.3N30030059.3314.5312.8N50050078.6320.4512.4N70070081.5337.7313.9N90090070.0326.3911.1
2.2 拉伸性能
圖6和圖7分別展示了NTM隔膜的縱向(同轉鼓的轉動方向)和橫向拉伸斷裂曲線,相關的拉伸斷裂強度和拉伸斷裂伸長率歸納于表2中。
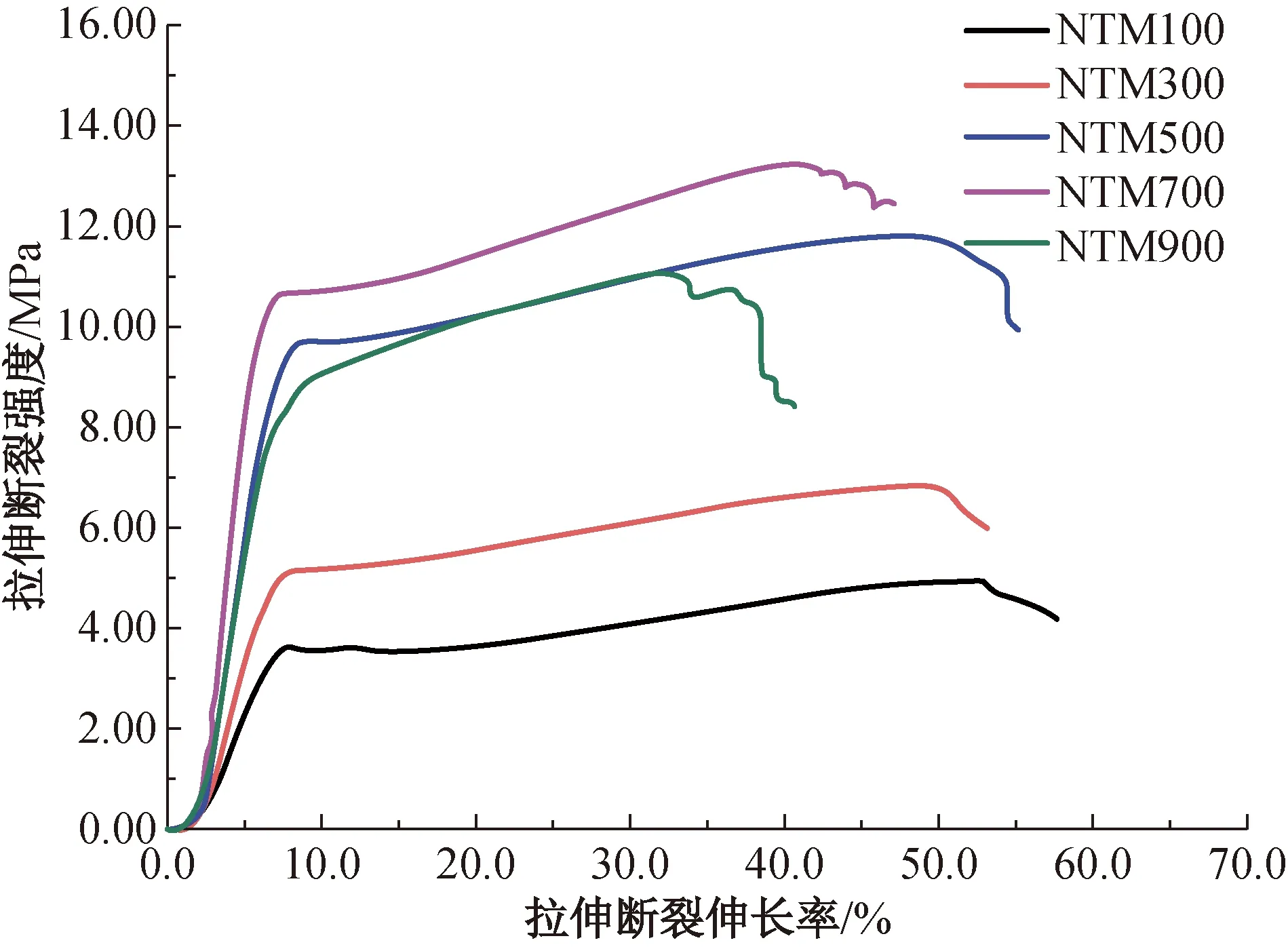
圖6 NTM隔膜的縱向拉伸斷裂曲線
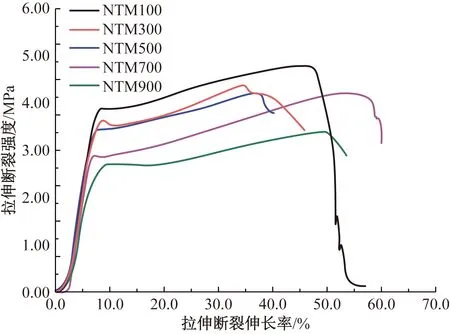
圖7 NTM隔膜的橫向拉伸斷裂曲線
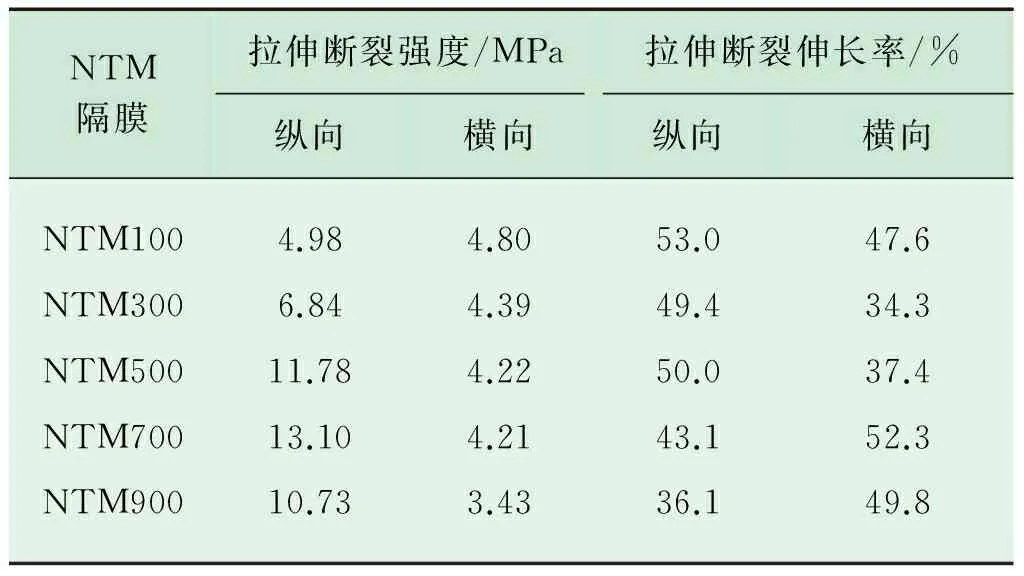
NTM隔膜拉伸斷裂強度/MPa拉伸斷裂伸長率/%縱向橫向縱向橫向NTM1004.984.8053.047.6NTM3006.844.3949.434.3NTM50011.784.2250.037.4NTM70013.104.2143.152.3NTM90010.733.4336.149.8
從圖6中可以發現,隨著轉鼓轉速的提高,NTM隔膜在縱向的拉伸斷裂強度不斷增大。其中,當轉鼓轉速由300 r/min變化到500 r/min時,NTM隔膜的拉伸斷裂強度由6.84 MPa增長到11.78 MPa,提升最為明顯(增長了72.2%),這一結果可歸因為NTM隔膜內部纖維的取向排列。連續靜電紡絲射流的軌道會受轉鼓的高轉速干擾,靠近轉鼓的纖維絲束會因靜電作用而吸附到轉鼓表面,已經卷繞到轉鼓上的纖維絲束會因較高的轉速而拉伸后續紡絲射流,并沿著軌道取向排列到轉鼓上[19-20]。且隨著轉鼓轉速的進一步提高,這種牽拉作用會愈加明顯,纖維的取向排列效果會更好。此外,在牽拉的過程中,紡絲射流的牽伸更加充分,故纖維的直徑更細。觀察圖2及圖3的SEM照片可知,轉鼓轉速從300 r/min增大到500 r/min后,中間層用PAN納米纖維膜內取向排列的纖維數量明顯增多(增加了19.3%);同時,結合圖6、圖7與表2可知,在高轉鼓轉速下,NTM隔膜縱向的拉伸斷裂伸長率下降、拉伸斷裂強度顯著提升,這表明纖維之間聯結更加充分,內部摩擦力增大。當轉鼓轉速繼續提高至700 r/min時,中間層用PAN納米纖維膜的取向性更加明顯,故NTM隔膜的縱向拉伸斷裂強度也進一步提升至13.10 MPa。但當轉鼓轉速繼續增大到900 r/min時,因中間層用PAN納米纖維膜中取向排列的纖維數量有所下降,故NTM隔膜在縱向的拉伸斷裂強度相比于700 r/min轉鼓轉速時下降了18.1%。
2.3 孔隙率和吸液率
表3列出了室溫下NTM隔膜的孔隙率和吸液率。從表3不難發現:當轉鼓轉速從100 r/min變化到700 r/min時,NTM隔膜的孔隙率隨著轉鼓轉速的提升稍有下降,這是因為中間層PAN納米纖維膜的纖維取向排列程度在增大,故對孔隙率稍有削弱;但當轉鼓轉速增大到900 r/min時,中間層PAN納米纖維膜的纖維取向排列程度下降,故孔隙率開始增大。NTM隔膜的吸液率則與孔隙率表現出相同的變化趨勢。盡管NTM隔膜的孔隙率在轉鼓轉速為700 r/min時達到最低(孔隙率為78.3%),但卻仍然遠超過商業隔膜的孔隙率(如Celgard 2325的孔隙率為42.0%[21]),且此時NTM700的吸液率為356.3%,完全能夠作為鋰離子電池隔膜使用。此外,PAN纖維本身也會吸收部分電解液形成PAN基凝膠聚合物電解質,電池不易漏液,安全性能得到保證。
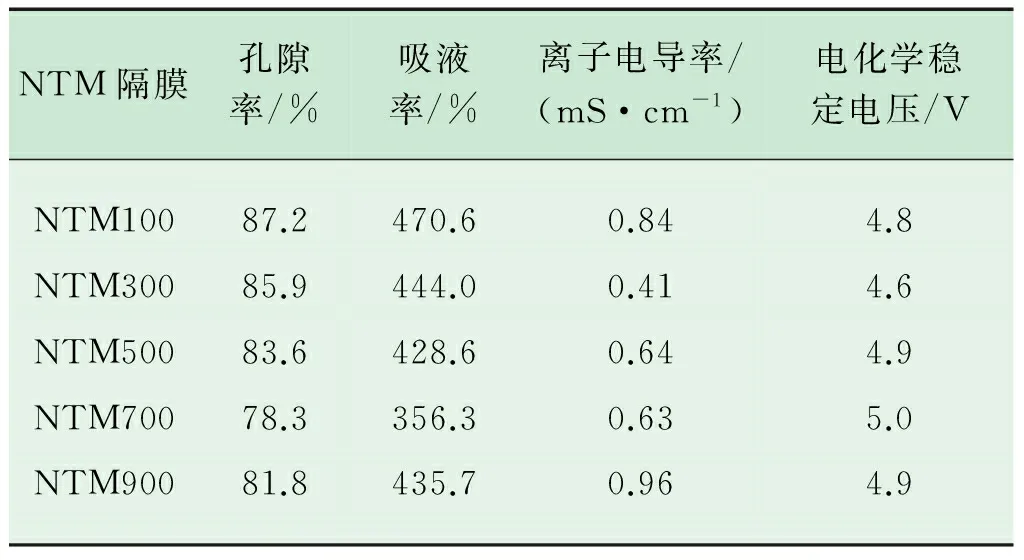
表3 NTM隔膜的物理性能與電化學性能
2.4 離子電導率
圖8為NTM隔膜的離子電導率曲線,其中曲線與橫坐標的交點即為NTM隔膜的本體電阻,可根據式(4)計算出NTM隔膜的離子電導率。纖維的取向排列使NTM隔膜的孔隙率和吸液率稍有下降,相應地,NTM隔膜的離子電導率也表現出相似的趨勢。從表3可知,各向同性的NTM100在20 ℃時的離子電導率為0.84 mS/cm;取向性最明顯的NTM700表現出了略小的離子電導率,其在20 ℃時的離子電導率為0.63 mS/cm,這相比于商業隔膜Celgard 2325(20 ℃時的離子電導率為0.50 mS/cm[22]),前者仍具有很大優勢,其優異的離子電導率能夠使鋰離子在正負極之間進行高效的傳輸,這為隔膜的循環性能提供了基本條件。故綜上所述,NTM隔膜的離子電導率能夠滿足鋰離子電池的應用需求。
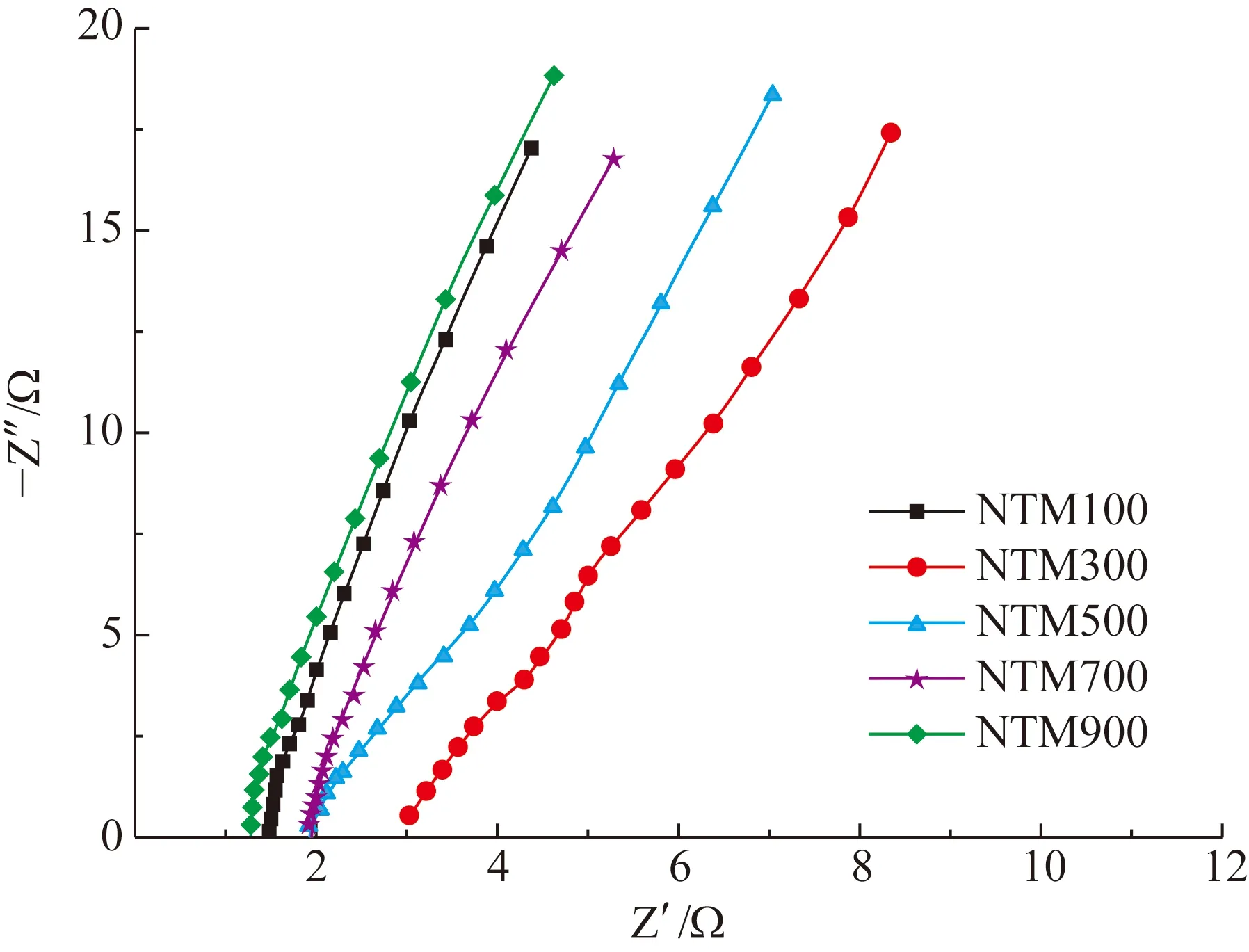
圖8 NTM隔膜在20 ℃時離子電導率的變化
2.5 電化學穩定窗口
圖9為NTM隔膜的電化學穩定窗口測試曲線,圖中曲線水平線的延長線與上揚曲線的交點所對應的橫坐標值,即為隔膜的電化學穩定電壓[23]。表3也顯示了NTM700的電化學穩定電壓最大,為5.0 V。這表明中間層PAN納米纖維膜的纖維排列取向不僅使NTM隔膜的力學強度得到了提升,同時也增強了NTM隔膜的界面穩定性;且NTM隔膜能夠在吸收電解液后形成PAN基凝膠聚合物電解質,這使其與電極材料之間保持了良好的形態穩定性,提高了NTM隔膜的電化學穩定電壓。NTM700優秀的電化學穩定性使其能夠與鋰離子電池中大部分高壓正極材料有更好的兼容性。
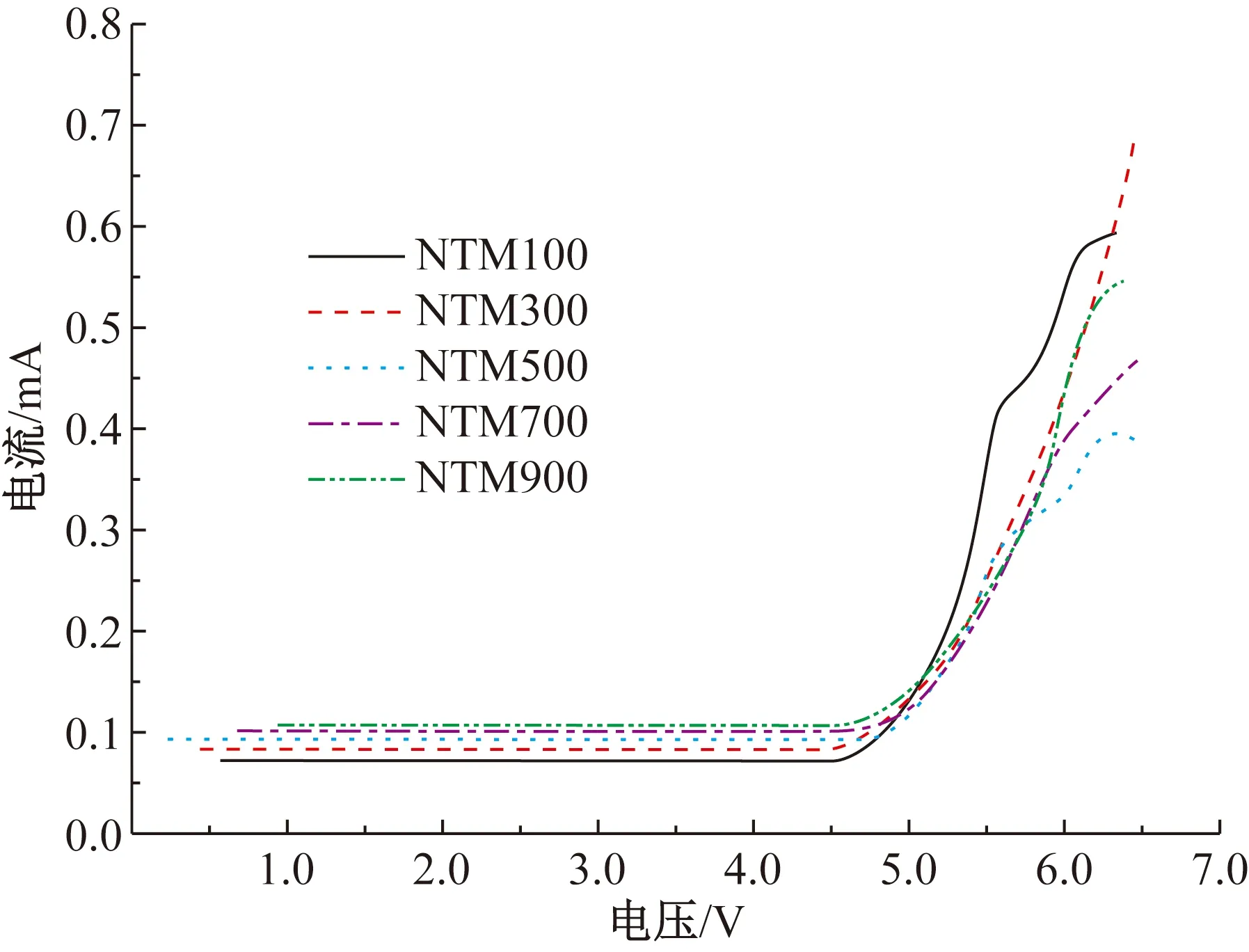
圖9 NTM隔膜的電化學穩定窗口曲線
2.6 循環表現
為研究NTM隔膜在鋰離子電池中具體的循環表現,特組裝了載有NTM隔膜的Li/LiCoO2電池進行循環測試。圖10為鋰離子電池在0.1C倍率下的首次充放電曲線,發現NTM隔膜的孔隙率與吸液率直接影響鋰離子電池的循環表現,NTM隔膜的首次放電比容量與NTM隔膜的吸液率呈一致的變化趨勢。從圖10還可以看出,NTM隔膜的首次放電比容量在140.0 mA·h/g左右,其中NTM700表現出稍低的首次充放電比容量(分別為142.4和138.4 mA·h/g)。裝有NTM隔膜的Li/LiCoO2電池的循環表現測試結果展示在圖11中,其中載有NTM700的Li/LiCoO2電池在經過36次的循環測試后,剩余放電比容量為108.4 mA·h/g。NTM隔膜的高孔隙率使其能夠吸收更多的電解液,為鋰離子在正負極之間的轉移提供了高效的通道,同時PAN基凝膠聚合物電解質與電極材料之間的界面穩定性好,這使NTM隔膜具有較高的首次充放電比容量和穩定的循環表現。
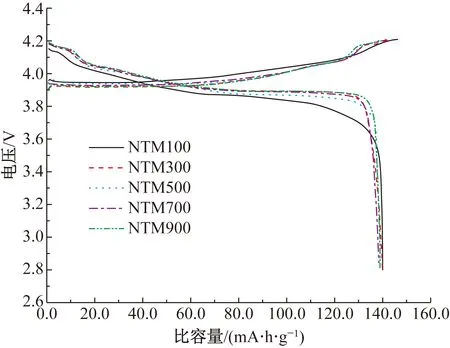
圖10 載有NTM隔膜的Li/LiCoO2電池的首次充放電性能
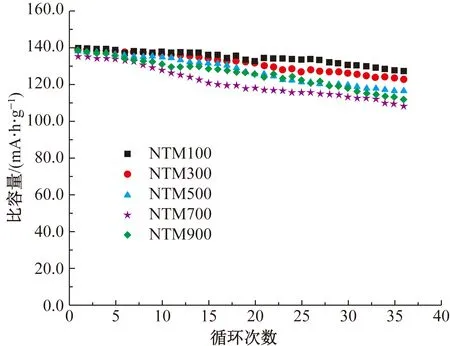
圖11 載有NTM隔膜的Li/LiCoO2電池的循環表現
3 結論
本文利用提高轉鼓轉速的方法,制備出不同纖維取向排列的PAN納米纖維膜,并將其作為中間層與各向同性的外層PAN納米纖維膜結合,形成三層自增強PAN納米纖維復合隔膜。所得隔膜的力學性能得到了大幅提升,綜合性能優異,其中:
(1) NTM700隔膜的縱向拉伸斷裂強度最高,達13.10 MPa,相比于NTM100隔膜的縱向拉伸斷裂強度提高了163.1%;
(2) NTM700隔膜在孔隙率與吸液率方面具有優勢,分別為78.3%和356.3%,這為鋰離子電池的電化學性能提供了基礎條件;
(3) NTM700隔膜的離子電導率為0.63 mS/cm,電化學穩定電壓達到5.0 V,其首次放電比容量為138.4 mA·h/g,經過36次循環測試后,剩余放電比容量為108.4 mA·h/g。
總之,NTM700隔膜綜合性能優異,能賦予鋰離子電池優異的性能及安全保障,是值得信賴的鋰離子電池隔膜。此外,NTM隔膜為靜電紡絲取向纖維膜的制備提供了新思路。
[1] LIANG Y Z, CHENG S C, ZHAO J M, et al. Heat treatment of electrospun polyvinylidene fluoride fibrous membrane separators for rechargeable lithium-ion batteries[J]. Journal of Power Sources, 2013,240(10):204-211.
[2] KIM J K, CHERUVALLY G, LI X, et al. Preparation and electrochemical characterization of electrospun, microporous membrane-based composite polymer electrolytes for lithium batteries[J]. Journal of Power Sources, 2008,178(2):815-820.
[3] ALCOUTLABI M, LEE H, WATSON J V, et al. Preparation and properties of nanofiber-coated composite membranes as battery separators via electrospinning[J]. Journal of Materials Science, 2013,48(6):2690-2700.
[4] LEE J, LEE C, PARK K, et al. Synthesis of an Al2O3-coated polyimide nanofiber mat and its electrochemical characteristics as a separator for lithium ion batteries[J]. Journal of Power Sources, 2014,248(4):1211-1217.
[5] BANSAL D, MEYER B, SALOMON M. Gelled membranes for Li and Li-ion batteries prepared by electrospinning[J]. Journal of Power Sources, 2008,178(2):848-851.
[6] YANG M, HOU J. Membranes in lithiumion batteries[J]. Membranes, 2012,2(3):367-383.
[7] KIM J Y, LIM D Y. Surface-modified membrane as a separator for lithium-ion polymer battery[J]. Energies, 2010,3(4):866-885.
[8] FANG C J, YANG S L, ZHAO X F, et al. Electrospun montmorillonite modified poly(vinylidene fluoride) nanocomposite separators for lithium-ion batteries[J]. Materials Research Bulletin, 2016,79(7):1-7.
[9] ZACCARIA M, GUALANDI C, FABIANI D, et al. Effect of oxide nanoparticles on thermal and mechanical properties of electrospun separators for lithium-ion batteries[J]. Journal of Nanomaterials, 2012(10):119.
[10] YANILMAZ M, CHEN C, ZHANG X. Fabrication and characterization of SiO2/PVDF composite nanofiber-coated PP nonwoven separators for lithium-ion batteries[J]. Journal of Polymer Science Part B: Polymer Physics, 2013,51(23):1719-1726.
[11] 柯鵬,焦曉寧.氣泡靜電紡制備高聚物納米纖維的原理及研究進展[J].紡織學報,2014,35(3):151-157.
[12] 柯鵬,焦曉寧.靜電紡絲在增強鋰離子電池隔膜中的應用[J].產業用紡織品,2014,32(11):1-6.
[13] DING Y, ZHANG P, LONG Z, et al. The ionic conductivity and mechanical property of electrospun P(VdF-HFP)/PMMA membranes for lithium ion batteries[J]. Journal of Membrane Science, 2009,329(1-2):56-59.
[14] SHAYAPAT J, CHUNG O H, PARK J S. Electrospun polyimide-composite separator for lithium-ion batteries[J]. Electrochimica Acta, 2015,170(7):110-121.
[15] ZACCARIA M, FABIANI D, CANNUCCIARI G, et al. Effect of silica and tin oxide nanoparticles on properties of nanofibrous electrospun separators[J]. Journal of the Electrochemical Society, 2015,162(6):915-920.
[16] NA H, LI Q, SUN H, et al. Anisotropic mechanical properties of hot-pressed PVDF membranes with higher fiber alignments via electrospinning[J]. Polymer Engineering & Science, 2009,49(7):1291-1298.
[17] TSUTSUMI H, TAKASE K, ONIMURA K, et al. Conductivity enhancement of PAN-based electrolytes containing cascade compounds with one amino and three or four nitrile groups[J]. Journal of Power Sources, 2002,104(1):40-45.
[18] 焦曉寧,柯鵬,嚴姣,等.一種單向增強型靜電紡鋰離子電池隔膜的制備方法:CN103972452A[P]. 2014.
[19] FENNESSEY S F, FARRIS R J. Fabrication of aligned and molecularly oriented electrospun polyacrylonitrile nanofibers and the mechanical behavior of their twisted yarns[J]. Polymer, 2004,45(12):4217-4225.
[20] EDWARDS M D, MITCHELL G R, MOHAN S D, et al. Development of orientation during electrospinning of fibres of poly(ε-caprolactone)[J]. European Polymer Journal, 2010,46(6):1175-1183.
[21] KIM J Y, LIM D Y. Surface-modified membrane as a separator for lithium-ion polymer battery[J]. Energies, 2010,3(4):866-885.
[22] JIANG F J, YIN L, YU Q C, et al. Bacterial cellulose nanofibrous membrane as thermal stable separator for lithium-ion batteries[J]. Journal of Power Sources, 2015,279(4):21-27.
[23] LI X, CHERUVALLY G, KIM J K, et al. Polymer electrolytes based on an electrospun poly(vinylidene fluoride-co-hexafluoropropylene) membrane for lithium batteries[J]. Journal of Power Sources, 2007,167(2):491-498.