S用量對EPDM/FKM共混膠性能及交聯密度影響
2018-03-17 07:10:44張作鑫李長皓鄧濤
橡塑技術與裝備 2018年5期
關鍵詞:影響
張作鑫,李長皓,鄧濤
(青島科技大學高分子科學與工程學院,山東 青島 266042)
三元乙丙橡膠是乙烯、丙烯和非共軛二烯烴的三元共聚物,橡膠主鏈是飽和的,屬于非極性的飽和碳鏈橡膠,分子鏈柔順,因此乙丙橡膠不僅表現出優良的耐屈撓性、回彈性、耐化學介質、耐水、耐低溫性及絕緣性能[1],而且還具有優異的耐候、耐熱、耐臭氧及耐老化性能,除可廣泛應用于聚合物改性、汽車、電線電纜、建筑防水材料等領域外,也是耐高溫輸送帶覆蓋膠的常選膠種之一[2~3]。人們對乙丙橡膠耐熱輸送帶的配方、性能、老化等問題開展了較為廣泛的研究,齊亮、紀丙秀等對乙丙橡膠耐熱性進行了研究[4],趙泉林、李曉剛等對老化及絕緣性能進行了研究[5]。氟橡膠 (FKM)是主鏈或側鏈的碳原子上連接有氟原子的一種高分子彈性體。氟原子極高的電負性和對主鏈碳原子良好的體積屏蔽作用,使得FKM具有優異的化學性能、高溫穩定性和極佳的阻燃性,并具有良好的物理機械性能[6]。但同時這種特殊的結構也使FKM的彈性和抗撕裂強度變差,低溫性能及生膠加工工藝性能欠佳,而且其昂貴的價格也使應用領域受到一定的限制[7]。本文在前人的基礎上,研究了硫磺對EPDM/FKM共混膠性能的影響。
1 實驗部分
1.1 原材料
EPDM3250,門尼黏度33M125℃, ENB含量2.3%,
L1+4乙烯含量55%,德國朗盛公司;FKM310,日本大金公司;CR232,重慶長壽化工廠;DCP(過氧化二異丙苯),阿克蘇諾貝爾公司;雙酚AF(2,2-雙-4-羥苯基-六氟丙烷),自貢天龍化工有限公司;BPP硫化促進劑(芐基三苯基氯化磷),自貢天龍化工有限公司;其他助劑均為市售橡膠工業常用原材料。
1.2 主要儀器和設備
X(S)K-160開煉機,上海雙翼橡塑機械有限公司;QLN-n400×400平板硫化機,上海第一橡膠機械廠;M-3000A無轉子硫化儀,臺灣高鐵科技股份有限公司;JDL-2500N電子萬能試驗機,揚州市天發試驗機械有限公司;GT-XB 320M電子天平,臺灣高鐵科技股份有限公司;401A型老化試驗箱,上海實驗儀器有限公司;TF-4030測厚計,揚州市天發試驗機械有限公司;邵氏LX-A型硬度計,揚州市天發試驗機械有限公司;GT-7016-AR氣壓自動切片機,臺灣高鐵科技股份有限公司。
1.3 基本配方
設計了一組基礎配方,詳見表1。

表1 試驗配方
1.4 試樣制備
用開煉機將EPDM、FKM分別塑煉,將開煉機的輥距調到1 mm,EPDM和FKM分別加入薄通3次,下片待用。將開煉機輥距調到2 mm,分別投入薄通好的EPDM生膠、FKM生膠,待其包輥后,將氧化鋅等小料加入,左右割刀各3次,打3次三角包;再加入炭黑等填料,左右割刀各3次,打3次三角包;最后加入硫化劑,左右割刀各3次,打5次三角包,調大輥距,下片。將混煉膠停放16 h,使用無轉子硫化儀測試混煉膠硫化特性,使用平板硫化機硫化試樣(硫化溫度160℃,壓力為10 MPa,硫化時間為正硫化時間t90)。硫化后的試片停放6 h以上,然后裁片進行性能測試。
1.5 性能測試
(1)硫化特性測試,按國家標準 GB/T 16584—1996,使用無轉子硫化儀測定硫化曲線,測試溫度為160℃。
(2)拉伸性能測試,按國家標準 GB/T 528—2008,使用電子萬能試驗機進行測試,拉伸速度為500 mm/min,測試溫度為室溫。
(3)邵A硬度測試,按國家標準 GB/T 531.1—2008,使用硬度計測試,測試溫度為室溫。
(4)熱空氣老化性能測試,按國家標準 GB/T 3512—2001,將裁好的試樣放入老化實驗箱中,老化溫度為175℃,老化時間為24、48、72、96、120 h。
(5)平衡溶脹法測定兩相交聯密度。
2 結果與討論
2.1 S用量對EPDM/FKM共混硫化膠性能的影響
2.1.1 S用量對共混膠硫化特性的影響
由表2可知,隨著硫化劑硫磺用量的增加,最低轉矩ML基本不變,最高轉矩MH變大,t10基本不變,t90變大。

表2 S用量對共混膠硫化特性的影響
通過硫化特性可以看出,在未硫化時,生膠的扭矩基本不變,表明硫化劑硫磺的用量對膠料的流動性基本無影響;在達到正硫化之后,共混膠的最大扭矩是隨著硫磺用量的增加而有所上升,這表明硫化膠的交聯密度也是隨著硫化劑用量的增加而逐漸提高的。
同時還可以看出,硫化劑硫磺用量增大對焦燒時間基本無影響,但工藝正硫化時間變長。
2.1.2 S用量對共混膠物理機械性能的影響
如圖1所示,硫磺用量對硬度基本無影響。由圖2可知,隨著硫磺用量增加,共混膠拉伸強度先上升后下降。在硫化過程中,硫磺主要在分子間生成多硫鍵,隨著硫磺用量變大,分子間多硫鍵也增多,因此拉伸強度上升。但硫磺用量進一步增加,交聯程度過高,交聯網絡均勻性變差,可造成拉伸強度有所下降。

圖1 S用量對共混膠硬度影響

圖2 S用量對共混膠拉伸強度影響
隨著硫磺用量增加,共混膠扯斷伸長率上升,EPDM相交聯密度變大,100%定伸應力有所上升,如圖3、圖4所示。
2.1.3 S用量對共混膠交聯密度的影響
由圖5可知,隨著硫磺用量的增加,共混膠中EPDM相交聯密度明顯變大,說明在硫化反應中,硫磺對共混膠中EPDM相具有明顯交聯效果;共混膠中FKM相交聯密度基本不變,說明反應過程中,硫磺用量對共混膠中FKM相基本無效果。
隨著硫磺用量增加,共混膠交聯程度變大,總交聯密度變大,如圖6所示。

圖3 S用量對共混膠扯斷伸長率影響

圖4 S用量對共混膠100%定伸應力影響

圖5 S用量對各相交聯密度影響

圖6 S用量對總交聯密度影響
2.1.4 共混膠交聯密度與物理機械性能的關系
由圖7可知,隨著硫磺用量增加,FKM相交聯密度基本不變,模量基本不變;EPDM相交聯密度不斷變大,模量逐漸變大。當二者模量相近或匹配時,此時性能最好。隨著EPDM相交聯密度不斷變大,拉伸強度先變大后變小,即在S用量0.5份左右時,認為兩相模量有所匹配,此時拉伸強度最高;但100%定伸應力隨總交聯密度上升而不斷變大,如圖8所示。

圖7 各相交聯密度與共混膠拉伸強度關系
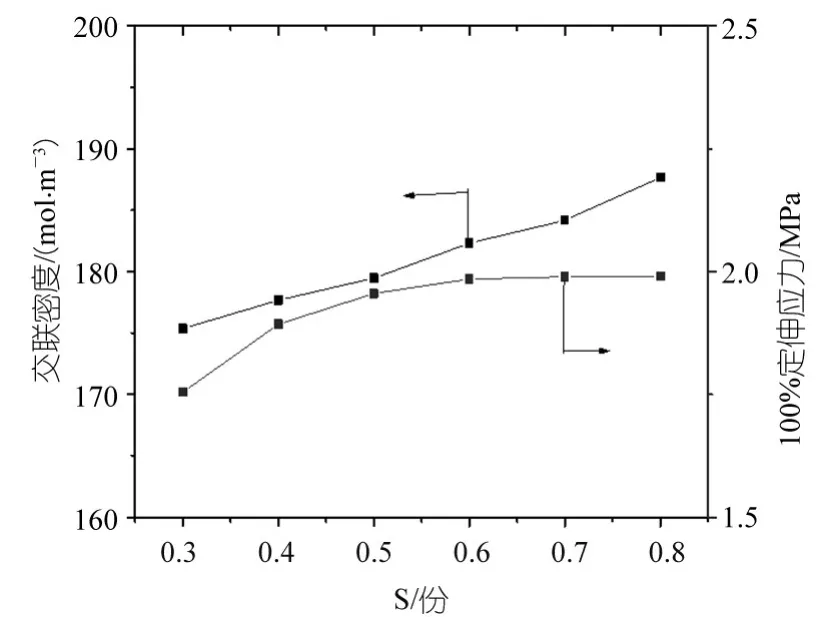
圖8 總交聯密度與共混膠100%定伸應力關系
2.2 S用量對EPDM/FKM共混硫化膠老化前后性能的影響(老化條件:175℃x24 h)
2.2.1 S用量對共混膠老化前后物理機械性能的影響
由圖9可知,老化后,拉伸強度上升。老化過程中,共混膠繼續發生交聯反應,EPDM相繼續交聯,使得網絡密度變大,FKM相則發生二次硫化現象,在二者的共同作用下,拉伸強度不斷變大。
由于硫磺主要生成多硫鍵,且多硫鍵不耐老化,在老化過程中易吸收能量斷裂,因此老化后,扯斷伸長率下降;并且隨著硫磺用量增大,扯斷伸長率下降,由320%下降到250%。如圖10所示。

圖9 S用量對共混膠老化前后拉伸強度影響

圖10 S用量對共混膠老化前后扯斷伸長率影響
老化后,共混膠交聯程度提高,交聯密度變大,100%定伸應力變大;且隨著硫磺用量增加,100%定伸應力增大。如圖11所示。
由圖12可知,老化后,共混膠硬度變大。

圖11 S用量對共混膠老化前后100%定伸影響
2.2.2 S用量對共混膠老化前后性能變化率的影響
由圖13可知,隨著硫磺用量增加,拉伸強度變化率先變小后變大,當硫磺用量為0.5份時,拉伸強度變化率最小,認為此時拉伸強度保持率最好。
隨著硫磺用量增大,共混膠中多硫鍵數量增加;由于多硫鍵在老化過程中容易吸收能量斷裂,耐老化性較差,因此隨著硫磺用量增大,扯斷伸長率變化率變為負值且變小,如圖14所示,當硫磺用量為0.3份時,扯斷伸長率保持率較好。

圖12 S用量對共混膠老化前后硬度影響

圖13 S用量對老化前后拉伸強度變化率影響

圖14 S用量對老化前后扯斷伸長率變化率影響
2.2.3 S用量對共混膠老化前后交聯密度的影響
由圖15可知,老化后,共混膠中EPDM相交聯密度變大,這與EPDM的老化機理相符合;同時FKM相交聯密度也變大,說明FKM在老化過程中發生二次硫化現象。
同時,隨著硫磺用量變大,老化前后EPDM相交聯密度之差變大,說明硫磺用量較大時,交聯密度變化較為明顯;而老化前后FKM相交聯密度之差基本不變,且與硫磺用量無關,說明老化前后FKM相交聯密度變化只與老化時間有關而與硫磺無關。

圖15 S用量對老化前后各相交聯密度影響
老化過程中,共混膠發生交聯反應,使得老化后共混膠總交聯密度變大,如圖16所示。

圖16 S用量對老化前后總交聯密度影響
2.2.4 共混膠老化前后交聯密度變化與機械性能的關系
分析圖17、圖18可知,老化后,共混膠發生交聯反應,交聯程度變大,共混膠中EPDM相和FKM相交聯密度均增大,網鏈能夠均勻承載外力,因此拉伸強度增大。
3 結論
(1)隨著硫磺用量的增加,最低轉矩ML基本不變,最高轉矩MH變大,t10基本不變,t90變大。共混膠拉伸強度先上升后下降,扯斷伸長率上升,100%定伸應力上升。EPDM相交聯密度明顯變大,FKM相交聯密度基本不變,總交聯密度變大。
(2)老化后,拉伸強度上升,隨著硫磺用量增大,扯斷伸長率下降,由320%下降到250%,100%定伸應力變大。拉伸強度變化率先變小后變大,當硫磺用量為0.5份時,拉伸強度變化率最低;扯斷伸長率變化率變為負值且變小,當硫磺用量為0.3份時,扯斷伸長率保持率較好。硫磺用量變大,老化前后EPDM相交聯密度之差變大,交聯密度變化較為明顯;老化前后FKM相交聯密度變化只與老化時間有關而與硫磺無關。

圖17 S用量對老化前后各相交聯密度影響

圖18 S用量對共混膠老化前后拉伸強度影響
[1]錢伯章.乙丙橡膠的技術進展與市場分析[J].世界橡膠工業,2010,37(8):43~46.
[2]鄧本誠,李俊山.橡膠塑料共混改性[M].北京:中國石化出版社,1996:45.
[3]李玉芳,伍小明.乙丙橡膠生產技術進展及市場分析[J].化學工業,2013.31(2/3):34~38.
[4]齊亮,紀丙秀,劉錦春,等.EPDM橡膠耐熱性能的研究[J].彈性體,2011,21(3):26~30.
[5]趙泉林,李曉剛,高瑾,等.三元乙丙橡膠老化研究進展[J].絕緣材料,2010,43(1):37~40.
[6]陳青,魏伯榮,胡小鋒.氟橡膠的改性研究進展[J].特種橡膠制品,2004.25(2):57~61.
[7]范新剛,劉毓真,張言波,等.四丙氟橡膠與三元乙丙橡膠并用體系的研究[J].特種橡膠制品,1999,20(5):22~23.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00