山特維克可樂滿推出專門用于航空航天難加工材料的絲錐
2018-03-15 07:52:57山特維克可樂滿供稿
世界制造技術與裝備市場 2018年1期
山特維克可樂滿 供稿
山特維克可樂滿螺紋加工全球產品經理Steve Shotbolt解釋道:“在對鎳合金進行攻絲時,最重要的因素就是為所需的螺紋尺寸創建正確的底孔尺寸。減少螺紋嚙合量可降低驅動絲錐所需的轉矩,同時有助于消除任何潛在的絲錐斷裂。研究發現,75%的傳統螺紋嚙合量對于高強度材料來說是不必要的;一般來說50~60%的嚙合量可滿足大多數需求。”
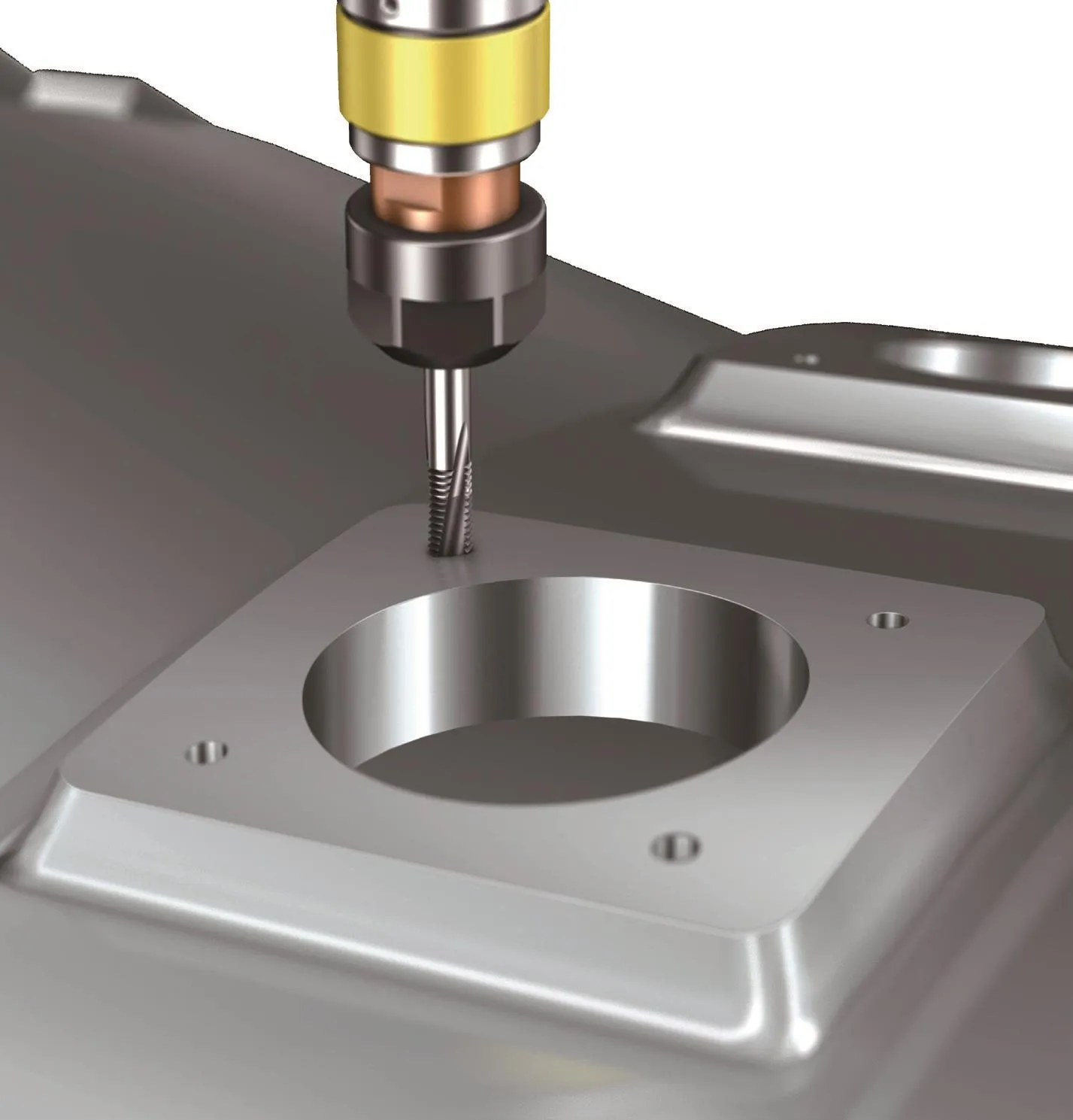
為了應對航天航空業對可靠加工解決方案的強勁需求,山特維克可樂滿針對ISO S材料 (鈦合金和鎳基合金) 推出了新的攻絲和螺紋銑削刀具。這些產品為高價值零件的加工(如發動機外殼)提供卓越的安全性、降低報廢率以及減少停機時間。
針對新型鈦攻絲而優化的槽型旨在提供始終如一和可重復的結果,其中包括適用于難切削材料的小的正前角和有助于防止材料黏連形成的創新、耐磨ACN (氮化鋁鉻) 涂層。為了防止加工難切削材料時出現堵屑,絲錐也有較大側面避空間隙,以此減小摩擦。為了實現真正穩定的攻絲,用于鎳基合金的絲錐具有減小的10°螺旋角。
螺紋銑刀在生產時采用MJ螺紋型式,具有27°的螺旋角,是特殊材料螺紋加工的最佳角度。MJ螺紋型式在航天航空業中很普遍,因為它們有助于減少零件螺紋根部的應力。


諸如Ti6Al4V等鈦合金的攻絲比大多數合金材料更具挑戰性。鈦不是熱的良導體,這意味著切削刀具表面和邊緣的溫度往往會上升,同時無法通過零件和機床結構消散。這種熱量積累會導致切削刃破損和縮短絲錐壽命。此外,鈦的彈性模 量相當低、抗拉強度高、“彈性”大,從而在絲錐上產生了一種“閉合”效果,這可能會是導致螺紋破損和撕裂的因素。此外,它還會提高絲錐上的扭矩,縮短使用壽命。
山特維克可樂滿的新型絲錐包括用于對鈦通孔進行攻絲的CoroTap?200 SM,以及CoroTap 300 SM(盲孔,鈦) 和CoroTap 300 SD (盲孔,鎳基合金),以及針對螺紋銑削MJ螺紋型式的R217。
這些新型絲錐的推出有助于推動航天航空發動機零件的制造,如外殼、軸和盤,和任何由ISO S材料制成、帶有凸臺和/或法蘭的發動機零件。經證實,該刀具還可用于鈦合金和鎳基合金較為普遍的其他領域,如石油和天然氣、泵和閥以及醫療行業。
在性能測試中,某客戶使用山特維克可樂滿的CoroTap 300 SM,其中工件為Inconel 718。加工條件是使用帶8%外部冷卻液的DMG DMU 60數控加工中心,主軸轉速251 rpm,切削速度6 m/min (19.685 ft/min),進給率0.907 mm/min (28 TPI)。使用山特維克可樂滿的CoroTap 300 SM可以達到17,生產數量幾乎比其他常規刀具多了兩倍。□