高壓調(diào)節(jié)閥閥座現(xiàn)場更換措施
2018-03-12 01:16:00梁艷東
設(shè)備管理與維修 2018年17期
關(guān)鍵詞:調(diào)節(jié)閥閥門
梁艷東
(華潤電力(常熟)有限公司,江蘇常熟 215536)
0 引言
華潤電力(常熟)有限公司3臺機(jī)組型號N650-24.2/566/566,主汽壓力24.2 MPa,主汽溫度566℃,高壓調(diào)節(jié)閥的作用是鍋爐經(jīng)過加熱水冷壁內(nèi)部的給水,使其在過熱器成為飽和蒸汽,通過主汽管道進(jìn)入高壓閥組,先經(jīng)主汽閥,主汽閥為其第一道屏障,只具備全開全關(guān)功能,高壓調(diào)節(jié)閥有4座閥門,安裝伺服閥以調(diào)節(jié)閥門的開度,是主蒸汽進(jìn)入汽輪機(jī)的最后一道屏障。高壓調(diào)節(jié)閥嚴(yán)密性是否合格,關(guān)系著汽輪機(jī)運行的安全平穩(wěn)運行。
華潤電力(常熟)有限公司3號機(jī)組在通流項目改造中,高壓調(diào)節(jié)閥組閥芯件解體后發(fā)現(xiàn)1#,3#閥閥座接觸線存在深度分別為0.5 mm和0.8 mm的凹坑,由于閥座接觸線的材料為硬質(zhì)合金澆鑄,現(xiàn)場無法將其完全研磨掉,同時,研磨需要專業(yè)技術(shù)及人員,工時長、花費大,因此決定更換閥座。
1 高壓調(diào)節(jié)閥閥芯件結(jié)構(gòu)
高壓調(diào)節(jié)閥的主要部件是閥芯和閥頭,閥芯主要有閥座放置在閥體上,通過配準(zhǔn)間隙和定位銷訂正,閥頭主要有閥桿、閥頭、預(yù)啟閥等,通過油動機(jī)伺服閥調(diào)控閥門開度,因此,閥頭和閥座的接觸閥線是密封的關(guān)鍵。
2 施工工器具
安裝閥座專用工裝,2個對稱布置的液壓100 t千斤頂,千斤頂使用時,對稱布置百分表,保持工裝上升速度一致,使工裝受力均衡。氧氣1瓶 ,乙炔1瓶,磁力鉆1臺,莫式錐度2#~3#,3#~4#轉(zhuǎn)換套,2件Φ20 mm錐柄麻花鉆,2件Φ25.8 mm錐柄擴(kuò)孔鉆,2件Φ25.8 mm錐柄接長擴(kuò)孔鉆,2件Φ26 mm接長鉸刀,干冰 15 kg,焊槍6支,1臺焊機(jī)紅外測溫儀,1個5 t手拉葫蘆,1個M48螺母,4個M12吊環(huán)螺釘,1個M16吊環(huán)螺釘。
3 更換方案
3.1 更換工藝流程
①拆除閥座定位銷;②取下舊閥座;③測量現(xiàn)場裝配加工尺寸;④安裝新閥座;⑤裝配現(xiàn)場鉆定位銷孔;⑥現(xiàn)場裝入定位圓柱銷。
3.2 工藝方法及步驟
(1)閥殼內(nèi)部腔室清理干凈,用干凈的棉布封堵高壓調(diào)節(jié)閥管口,防止操作過程有異物進(jìn)入蒸汽流道,造成異物進(jìn)入汽輪機(jī),損壞轉(zhuǎn)子葉片。
(2)打磨去除閥座的4個定位銷焊縫,利用厚鋼板和特制鋼帶焊接支撐板固定磁力電鉆,用麻花鉆鉆取閥座與閥殼的定位銷,支撐方式如圖1所示。首先,需要找正銷孔中心,再準(zhǔn)確定位磁力鉆,對準(zhǔn)銷子后將其鉆掉,直至鉆通閥座,同時,將銷孔整體擴(kuò)孔至Φ25.8 mm。施工時做好保護(hù)措施,防止鐵屑落入管道。
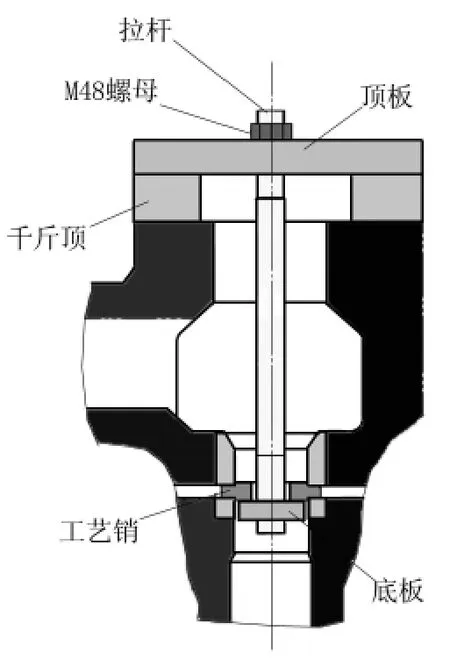
圖1 工裝使用示意
(3)閥座拆除步驟:①如圖1所示,利用底板上的吊環(huán)孔吊入底板并拉緊,在閥座內(nèi)部銷孔裝入工藝銷(共4顆),再將拉桿裝入與底板旋合并上提貼緊工藝銷固定;②將千斤頂、頂板布置在閥座上,最后旋緊拉桿螺母;③在閥座內(nèi)倒入干冰冷卻40 min后,用乙炔、氧氣對閥殼外部對應(yīng)部位四周均勻加熱至(200~250)℃;④待閥殼受熱處膨脹量符合要求后,頂動千斤頂,頂動過程平均用力、不要傾斜;⑤利用拉桿、頂板上的吊環(huán)螺釘將閥座安全吊出。
動火安全預(yù)防措施:由于涉及動火作業(yè),操作前嚴(yán)格清理周邊易燃物品,檢查消防設(shè)施完好、防火毯鋪設(shè)就位,并確認(rèn)動火人員具備動火資質(zhì),嚴(yán)禁無證作業(yè)。
(4)待閥殼冷卻后,對閥殼內(nèi)壁打磨毛刺、氧化皮(去除脫落的氧化皮即可)。注意做好保護(hù)措施,防止鐵屑落入管道。
(5)現(xiàn)場實測閥殼內(nèi)閥座安裝孔徑(圖2,表1),并反饋回制造廠,制造廠根據(jù)實測尺寸,對閥座外徑進(jìn)行照配加工,保證過盈量(0.17~0.2)mm。
(6)對加工好的閥座尺寸檢查合格后,用氧氣,乙炔均勻加熱調(diào)節(jié)閥座外壁至(200~250)℃,待膨脹量達(dá)到要求后,安裝起吊螺釘,用手拉葫蘆吊放入新的閥座。
(7)閥殼冷卻后,鉆鉸定位銷孔至Φ26 mm。(因銷孔鉸大,銷子需要留有余量)。
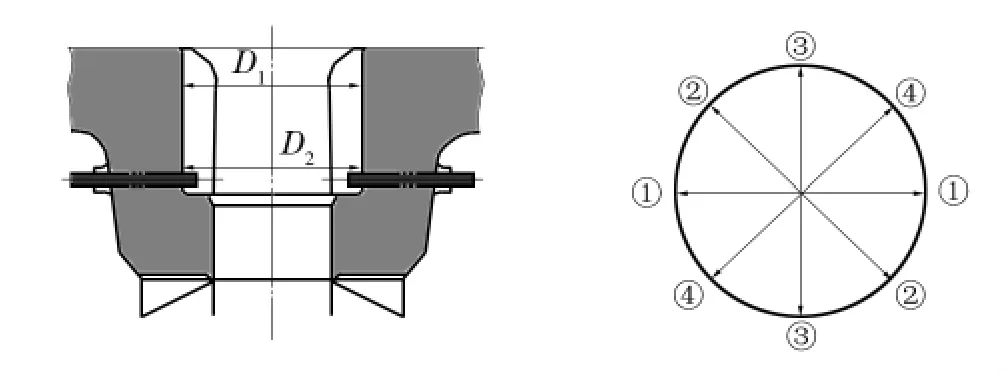
圖2 現(xiàn)場實測閥殼內(nèi)閥座安裝孔徑位置
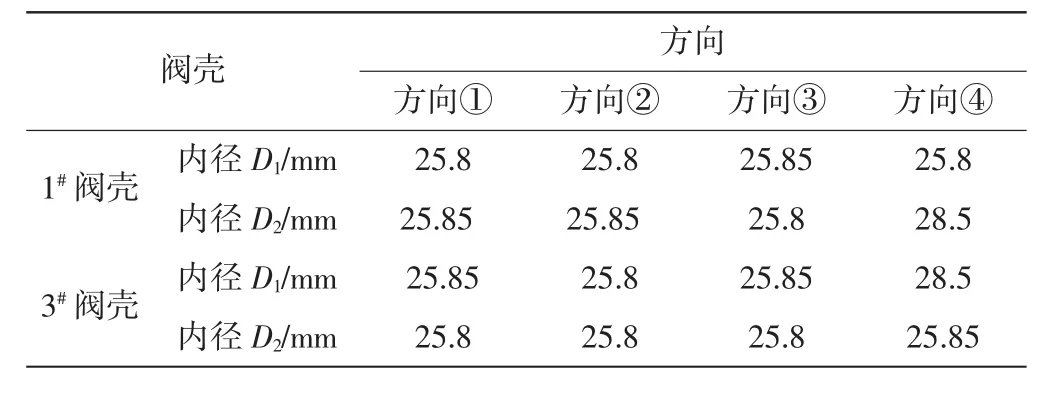
表1 實測閥殼內(nèi)閥座安裝孔徑
(8)按照新鉆鉸的銷孔尺寸照配銷子,保證配合間隙(0~0.02)mm,加工合格后,裝入新定位銷。
(9)對安裝好的定位銷 20Cr1Mo1V-5(鍛)與閥殼(ZG15Cr1Mo1V)滿焊固定。焊接要求及探傷標(biāo)準(zhǔn)參見圖紙技術(shù)要求。
輔料及工具:GTAW焊接設(shè)備1套,Φ2.4 mm焊絲AWS ERNiCr-3約0.5 kg,綿紗、清洗劑等適量,角磨機(jī)、砂輪片、拋光片各1套,焊工用具:安全帽、面罩、手套、工作服、勞保鞋等各1套,紅外線測溫儀或接觸式測溫儀和滲透檢測探傷試劑各1套。
焊接要求:①焊工資格。焊工須按ASME IX或其他等效標(biāo)準(zhǔn)進(jìn)行考試并取得本焊接接頭的焊接資格。
②焊接施工前應(yīng)對本焊接接頭按ASME IX或其他等效標(biāo)準(zhǔn)進(jìn)行焊接工藝評定合格,并依據(jù)工藝評定編制焊接工藝指導(dǎo)書。
處理方案:①裝配。按照圖示裝配各定位銷,裝配時注意控制過盈量,銷子頭部加工倒角,以保證銷子順利插入。②清理。打磨清理待焊接部位及附近50 mm區(qū)域內(nèi)水分、油污,銹跡等雜質(zhì),保證焊接表面清潔。③焊接。采用鎢極氬弧焊焊接,焊材ERNiCr-3,規(guī)格Φ2.4 mm,焊接電流(80~140)A,保護(hù)氣體99.99%Ar,氣體流量(8~15)L/min,注意起弧和收弧處裂紋控制,層間溫度≤60℃,防止焊接時出現(xiàn)咬邊、裂紋。④檢驗。按NB/T 47013—2015標(biāo)準(zhǔn)對焊縫進(jìn)行PT(Penetrant Testing,滲透檢驗)檢驗,Ⅰ級驗收。⑤經(jīng)過該方案進(jìn)行裝配的閥座牢固,水平、垂直度得以很好的保證,閥頭和閥座的配合精密,然后再在閥桿上方加工橫桿,通過旋轉(zhuǎn)閥桿帶動閥頭旋轉(zhuǎn),閥頭與閥座的接觸面在研磨中逐漸成型,達(dá)到接觸面為一條光滑的圓圈,通過紅丹粉進(jìn)行檢測。
4 效果確認(rèn)
機(jī)組啟動前進(jìn)行閥門的活動性試驗,保證閥桿的正常開關(guān)起落,控制關(guān)閉時間≤1 s。機(jī)組啟動后,開啟高壓調(diào)節(jié)閥前的主汽閥,主蒸汽流入閥內(nèi)后,關(guān)閉調(diào)節(jié)閥,觀察汽輪機(jī)轉(zhuǎn)子轉(zhuǎn)速是否上升,結(jié)果表明,汽輪機(jī)轉(zhuǎn)速未發(fā)生變化,閥門嚴(yán)密性合格。
應(yīng)用改進(jìn)后的方法作業(yè),更換一臺閥門閥座耗時近8 h,極大縮短了施工工期,對按期完成計劃性檢修起到了積極作用,為以后同類型閥門閥座的現(xiàn)場更換積累了經(jīng)驗。
猜你喜歡
儀器儀表用戶(2022年11期)2022-11-03 12:38:58
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
流程工業(yè)(2022年3期)2022-06-23 09:41:08
儀器儀表用戶(2022年5期)2022-05-06 09:02:30
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
石油化工自動化(2018年5期)2018-11-14 02:34:26
智富時代(2018年5期)2018-07-18 17:52:04
