京唐燒結(jié)圓盤(pán)給料機(jī)故障分析與處理
2018-03-12 01:15:58左仁成曹剛永
設(shè)備管理與維修 2018年17期
左仁成,曹剛永
(首鋼京唐鋼鐵聯(lián)合有限責(zé)任公司,河北唐山 063000)
0 引言
京唐公司現(xiàn)有2008年投產(chǎn)的550 m2燒結(jié)機(jī)2臺(tái),其配套10臺(tái)PDX型新型定量圓盤(pán)給料機(jī)用于混勻礦的供料,投產(chǎn)至今圓盤(pán)給料機(jī)運(yùn)行平穩(wěn)。但是,隨著使用年限的增加,給料機(jī)的設(shè)備故障明顯增多,如盤(pán)面磨損、刮刀損壞等,尤其是在2017年,連續(xù)出現(xiàn)回轉(zhuǎn)支承損壞,導(dǎo)致物料大量篷倉(cāng)的事故發(fā)生。
1 圓盤(pán)給料機(jī)主要結(jié)構(gòu)及優(yōu)點(diǎn)
圓盤(pán)給料機(jī)主要由傳動(dòng)機(jī)構(gòu)包括電機(jī)、減速機(jī)、小齒輪、內(nèi)齒式回轉(zhuǎn)支承、料套、圓盤(pán)、底架、本體支架、底座、防塵罩、扇形門(mén)裝置、刮刀裝置、落料導(dǎo)板、管道等部件組成。PDX型新型定量圓盤(pán)給料機(jī)優(yōu)勢(shì)主要有4點(diǎn)。
(1)傳動(dòng)部分。減速機(jī)、電機(jī)安裝在盤(pán)面下,結(jié)構(gòu)緊湊、布局合理,占空間小,基礎(chǔ)簡(jiǎn)單、呈規(guī)則布置。減速機(jī)采用倒立復(fù)合式螺旋錐齒輪減速機(jī),改變傳統(tǒng)圓盤(pán)給料機(jī)電機(jī)、減速機(jī)“橫向布置”占用較大空間;傳動(dòng)部位采用的是高精度硬齒面齒輪,相對(duì)于其他類(lèi)型圓盤(pán)給料機(jī)傳動(dòng)效率更高,高達(dá)95%以上;驅(qū)動(dòng)采用的是先進(jìn)的變頻電機(jī),變頻裝置采用的是磁通矢量控制方式,結(jié)合使用可以構(gòu)成交流變頻無(wú)極調(diào)速系統(tǒng),并且傳動(dòng)力矩大、控制精度高、運(yùn)行穩(wěn)定;采用大直徑內(nèi)齒式回轉(zhuǎn)支承,承載能力抗傾翻力矩大、阻力小、運(yùn)轉(zhuǎn)平穩(wěn)。特別是低頻滿(mǎn)載情況下,能夠平穩(wěn)啟動(dòng)和提速。
(2)圓盤(pán)給料機(jī)采用不易堵料、掛料的短管,短管采用蝸殼結(jié)構(gòu),使物料能夠順利卸出。短管設(shè)有觀察門(mén),便于觀察和清料。
(3)采用新穎的可調(diào)節(jié)料層控制閘門(mén),可以方便地設(shè)置給料量的大小,調(diào)節(jié)范圍寬。并且可以根據(jù)工藝要求,隨時(shí)重新設(shè)置閘門(mén)的開(kāi)度。設(shè)有角度可調(diào)整的刮刀裝置,將物料轉(zhuǎn)卸到下一設(shè)備,并對(duì)物料起到一定導(dǎo)向作用。
(4)短管、圓盤(pán)、刮刀和扇形門(mén)組裝中與物料直接接觸部位采用高鉻鑄鐵襯板,厚度≥20 mm,以延長(zhǎng)圓盤(pán)給料機(jī)連續(xù)正常使用周期,減少維護(hù)量。
2 故障的處理與改造措施
2.1 盤(pán)面和刮刀的故障
2.1.1 故障現(xiàn)象
盤(pán)面襯板、刮刀襯板磨損失效周期短,增加了襯板更換維護(hù)時(shí)間,更嚴(yán)重的是影響圓盤(pán)給料機(jī)的下料量和下料精度。
2.1.2 原因分析
(1)盤(pán)面襯板磨損的機(jī)理:一是下料點(diǎn)物料對(duì)盤(pán)面襯板的沖擊,二是物料與盤(pán)面襯板之間相對(duì)運(yùn)動(dòng)產(chǎn)生的摩擦力不足以平衡物料隨圓盤(pán)轉(zhuǎn)動(dòng)產(chǎn)生的慣性力,導(dǎo)致相對(duì)滑動(dòng)而發(fā)生磨損。
(2)刮刀襯板磨損是強(qiáng)制改變物料流動(dòng)方向的沖刷力所致。
2.1.3 處理方法與改進(jìn)措施
重新設(shè)計(jì)改造盤(pán)面結(jié)構(gòu),優(yōu)化盤(pán)面與刮刀襯板的材料。
(1)盤(pán)面結(jié)構(gòu)改造是在盤(pán)面圓周方向均布焊接12根高50 mm、厚20 mm鋼板,徑向焊接5圈圓環(huán)(高50 mm、厚20 mm)。襯板安裝后可以形成許多存料的“料襯”,保護(hù)盤(pán)面襯板。調(diào)整料套、刮刀與盤(pán)面間隙,距離“料盒”上沿高度為10 mm,保護(hù)“料襯”避免磨損并形成“料磨料”傳遞物料的新方式。
(2)盤(pán)面、刮刀襯板原材料為高鉻鑄鐵,耐磨耐沖擊性能一般。為延長(zhǎng)襯板使用壽命,選用高鉻耐磨復(fù)合板,耐磨復(fù)合板是在普通鋼板或猛鋼板定尺鋼板上采用明弧焊接工藝堆焊一層或多層的以高鉻合金及碳化物為主耐磨層。它具有高耐磨性、耐沖擊、可變形和可焊接等性能,藥芯焊絲成分主要以高碳鉻鐵、低碳鉻鐵和石墨為主,添加少量的錳鐵、釩鐵、鉬鐵和鎢鐵等合金粉末,焊接后保證了堆焊板表層具有較高的硬度,有效阻礙了磨粒的纖維切削,顯著改善了基體的耐磨性。堆焊層成型良好,表面平整,與基板之間形成良好的冶金結(jié)合,多層堆焊時(shí)通過(guò)調(diào)整每層焊縫所用藥芯焊絲和堆焊工藝參數(shù),可得到焊縫無(wú)夾雜、稀釋率低及碳化物分布均勻的堆焊層。磨損試驗(yàn)表明復(fù)合耐磨鋼板的耐磨性比低碳鋼高20倍以上、比不銹鋼、高錳鋼高5倍以上、比鑄態(tài)高鉻鐵高1倍,有效提高了盤(pán)面和刮刀襯板的壽命。
2.2 回轉(zhuǎn)支承故障
2.2.1 故障現(xiàn)象
2017年連續(xù)發(fā)生回轉(zhuǎn)支承損壞事故,回轉(zhuǎn)支承軸承卡死造成設(shè)備無(wú)法啟動(dòng)。拆除回轉(zhuǎn)支承對(duì)外觀并解體檢查發(fā)現(xiàn):
(1)根據(jù)圖紙尺寸要求回裝支承(內(nèi)圈高90 mm、外圈高80 mm)內(nèi)圈比外圈高10 mm。實(shí)際測(cè)量拆卸回轉(zhuǎn)支承內(nèi)外套高度差在圓周上分布不均(整圈高度差<10 mm,嚴(yán)重部位甚至內(nèi)外圈下沿平齊)。回轉(zhuǎn)支承內(nèi)外套嚴(yán)重不同心,通過(guò)測(cè)量,內(nèi)外圈滾動(dòng)體安裝位置的間隙(遠(yuǎn)大于軸承徑向游隙)進(jìn)行確定,測(cè)量最小間隙幾乎為0(圖1)。
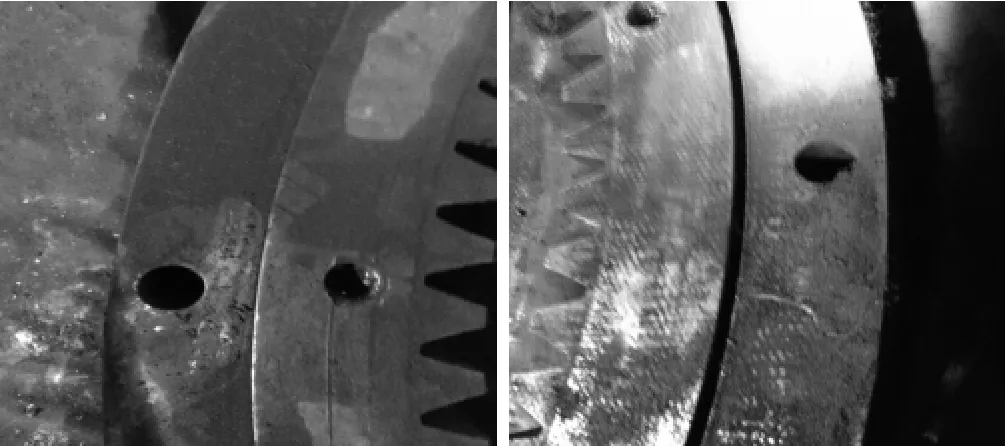
圖1 回轉(zhuǎn)支承內(nèi)外圈不同心
(2)回轉(zhuǎn)支承內(nèi)圈固定盤(pán)面螺栓(12-M24均布)全部松動(dòng),甚至斷裂。回轉(zhuǎn)支承用于密封內(nèi)外圈間隙的密封損壞,拆卸過(guò)程中發(fā)現(xiàn)回轉(zhuǎn)支承內(nèi)部齒輪油嚴(yán)重變質(zhì),呈“油泥”狀,失去潤(rùn)滑功能(圖2)。而回轉(zhuǎn)支承解體發(fā)現(xiàn)滾道內(nèi)缺少潤(rùn)滑油,軸承處于“干”摩擦狀態(tài)(圖3)。
(3)對(duì)回轉(zhuǎn)支承進(jìn)行解體發(fā)現(xiàn)內(nèi)外圈滾道表面金屬大面積剝落,滾道嚴(yán)重變形。滾動(dòng)體(鋼球)磨損嚴(yán)重,大部分已經(jīng)破碎。隔離片(保持架)損壞磨損殆盡(圖4)。
2.2.2 原因分析
首先是回轉(zhuǎn)支承軸承潤(rùn)滑方式不合理和維護(hù)不到位,導(dǎo)致潤(rùn)滑不良,造成滾動(dòng)體與內(nèi)外套滾道摩擦副表面的摩擦力增大,加劇軸承磨損。還有,盤(pán)面固定螺栓松動(dòng),使得回轉(zhuǎn)支承因盤(pán)面傾斜承受的傾覆力矩加大,導(dǎo)致回轉(zhuǎn)支承內(nèi)外圈相對(duì)錯(cuò)位,使接觸角發(fā)生變化造成滾動(dòng)體載荷不均勻或滾動(dòng)體與滾道邊緣產(chǎn)生應(yīng)力,導(dǎo)致軸承磨損加劇。盤(pán)面傾斜造成內(nèi)外兩道密封(氈密封和脂密封)加速老化變形損壞,灰塵進(jìn)入潤(rùn)滑油內(nèi)加劇油液變質(zhì),使?jié)櫥涣肌?/p>

圖2 回轉(zhuǎn)支承油池內(nèi)油質(zhì)情況

圖3 回轉(zhuǎn)支承切割外圈后內(nèi)部形態(tài)
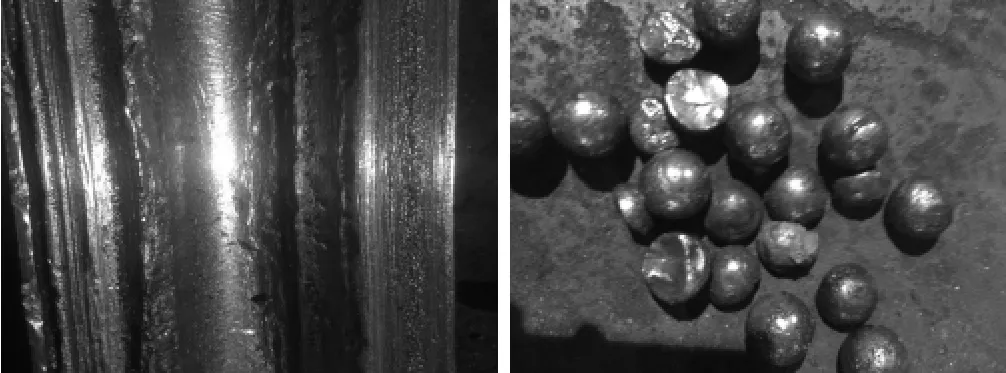
圖4 回轉(zhuǎn)支承解體后滾道和滾動(dòng)體破碎
(1)由于回轉(zhuǎn)支承整體處于第一道脂密封內(nèi),日常維護(hù)無(wú)法通過(guò)布置于外圈加油孔給回轉(zhuǎn)支承滾道加油。初始安裝時(shí)考慮回轉(zhuǎn)支承及小齒輪采用油浸式潤(rùn)滑,將回轉(zhuǎn)支承下密封拆除,而采取用潤(rùn)滑油代替潤(rùn)滑脂潤(rùn)滑滾道。由于回轉(zhuǎn)支承軸承運(yùn)轉(zhuǎn)中承受較大傾覆力矩,需要使用黏度較大的潤(rùn)滑脂減小相對(duì)運(yùn)動(dòng)表面摩擦力,降低磨損,而潤(rùn)滑油黏度偏低。另外,回轉(zhuǎn)支承企業(yè)標(biāo)準(zhǔn)JB/T 200—2011中,未發(fā)現(xiàn)有關(guān)于潤(rùn)滑的要求。查閱大多數(shù)資料表明,回轉(zhuǎn)支承滾道潤(rùn)滑應(yīng)使用潤(rùn)滑脂,所以使用潤(rùn)滑油潤(rùn)滑不科學(xué)。
(2)回轉(zhuǎn)支承內(nèi)圈與盤(pán)面通過(guò)螺栓連接,傳遞動(dòng)力帶動(dòng)盤(pán)面轉(zhuǎn)動(dòng)。由于盤(pán)面固定螺栓絲扣旋向與運(yùn)動(dòng)方向相反,導(dǎo)致螺栓出現(xiàn)“返松”現(xiàn)象,傳動(dòng)機(jī)理類(lèi)似于汽車(chē)輪胎輪轂的安裝方式。為防止螺栓松動(dòng)造成輪胎脫落而釀成交通事故,大型汽車(chē)駕駛室側(cè)輪轂固定螺栓采用反扣形式安裝。
2.2.3 處理方法與改進(jìn)措施
(1)針對(duì)回轉(zhuǎn)支承滾道潤(rùn)滑不良、補(bǔ)充潤(rùn)滑脂不便的現(xiàn)象,考慮在外圈加油孔(加油孔為螺孔,規(guī)格為M10×1 mm)上引出一加油管至圓盤(pán)給料機(jī)外側(cè),方便加油。因?yàn)閳A盤(pán)外圈圓周均布4個(gè)加油孔,所以要引出4根加油管保證加油均勻充足。具體做法:在脂密封圍擋外側(cè)鉆通孔打磨表面并焊接絲頭,與油孔引出軟管連接并延伸至圓盤(pán)給料機(jī)外部,實(shí)現(xiàn)回轉(zhuǎn)支承滾道按周期按標(biāo)準(zhǔn)均勻加油,保證潤(rùn)滑充足。
(2)為了防止固定盤(pán)面螺栓“返松”,將回轉(zhuǎn)支承內(nèi)圈固定螺紋旋向改為逆時(shí)針旋向,保證圓盤(pán)傳動(dòng)方向與螺紋緊固方向一致,達(dá)到內(nèi)圈帶動(dòng)盤(pán)面時(shí)螺栓緊固不松動(dòng)的效果。
(3)由于回轉(zhuǎn)支承處于內(nèi)部,外側(cè)無(wú)法觀察其運(yùn)轉(zhuǎn)情況(潤(rùn)滑是否良好、盤(pán)面固定螺栓預(yù)緊力是否達(dá)標(biāo)),制定回轉(zhuǎn)支承檢查周期,每半年拆除上部料套、盤(pán)面等進(jìn)行檢查。檢查回轉(zhuǎn)支承滾道磨損情況并清洗軸承,對(duì)回轉(zhuǎn)支承安裝螺栓和固定盤(pán)面螺栓進(jìn)行檢查預(yù)緊,預(yù)緊力應(yīng)為螺栓材料屈服極限的0.7倍。以8.8級(jí)M24高強(qiáng)度螺栓為例,根據(jù)DIN267性能等級(jí),螺栓扭矩應(yīng)達(dá)到730 N·m。為保證螺栓受力均勻,通常采用扭矩扳手在180°方向?qū)ΨQ(chēng)地進(jìn)行預(yù)緊,最后再按順序擰緊一遍。
3 結(jié)論
(1)優(yōu)化盤(pán)面結(jié)構(gòu)、改變盤(pán)面和刮刀襯板材料,使襯板壽命得到提高,降低設(shè)備故障率。
(2)通過(guò)優(yōu)化設(shè)計(jì)解決了圓盤(pán)給料機(jī)關(guān)鍵部件回轉(zhuǎn)支承滾道無(wú)法加油的困境,保證工作中始終處于良好的潤(rùn)滑狀態(tài)。同時(shí)回轉(zhuǎn)支承內(nèi)圈連接螺紋改變旋向與盤(pán)面轉(zhuǎn)向一致,使螺栓始終處于緊固狀態(tài)。
以上措施有效保證了圓盤(pán)給料機(jī)運(yùn)轉(zhuǎn)的穩(wěn)定性。
