超薄柱面玻璃加工控制系統設計
2018-03-02 12:22:12王昆吳弘揚李文昊
數字技術與應用 2018年12期
王昆 吳弘揚 李文昊


摘要:X射線望遠鏡是我國高能空間科學研究和空間戰略計劃實施過程中的關鍵技術。由于其在升空過程中需要克服高頻振動,因而鏡片加工條件較為苛刻,必須要同時滿足切割加工精度高、切割斷面和鏡片表面無微損傷、加工效率要求等條件。為滿足高質量的超薄柱面鏡片的切割需求,本文采用固高運動控制器與C++ Builder設計了一套鏡片切割控制系統,并使用該系統成功加工出了滿足望遠鏡需求的鏡片。
關鍵詞:鏡片切割;高效無損;運動控制卡
中圖分類號:TQ171 文獻標識碼:A 文章編號:1007-9416(2018)12-0001-02
1 概述
XTP望遠鏡由數千片超薄曲面玻璃鏡片精密嵌套而成[1],每六片曲面鏡片組合成一圈完整的鏡片[2]。為了保證X射線聚焦精度,每圈的六片曲面鏡片之間的縫隙必須小于0.1mm[2],即每片曲面鏡片的切割輪廓尺寸精度必須小于0.05mm。同時,因為衛星發射時的沖擊振動會使鏡片上存在的微小缺陷迅速延展擴大直至碎裂,所以必須最大程度避免鏡片切割加工時產生微損傷[2]。綜上所述,超薄曲面玻璃鏡片的切割加工必須滿足輪廓尺寸精度小于0.05mm、斷面無微損傷、切割效率高等要求。
現有的硬脆材料切割工藝,如金剛石刀具切割、普通激光熔融切割、飛秒激光切割、熱應力切割都存在著一定的不足[3-6]。為解決XTP望遠鏡鏡片的高效精密切割加工問題,并保證其通過衛星發射振動測試,本文基于一種復合加工新方法——激光單次掃描輔助熱應力切割,并根據實際需求設計了一套復合加工系統。利用該套加工系統可以充分發揮激光切割與熱應力切割的協同作用,彌補它們各自的不足:(1)激光單次掃描可精確引導熱應力切割的裂紋擴展,提高加工精度;(2)熱應力作用能使鏡片快速斷裂,避免激光往復多次掃描鏡片帶來的微損傷,并提高加工效率。
2 柱面玻璃的激光輔助熱應力切割原理
使用激光單次掃描輔助熱應力切割加工方法可有效提高鏡片的切割效率,并改善曲線的精度。為實現該切割工藝,首先采用激光在玻璃表面單次掃描獲得微米級深度的溝槽軌跡,然后采用移動熱源在鏡片上方沿此軌跡循跡運動,通過熱應力作用快速切割鏡片。
3 加工控制系統的硬件設計
根據加工原理中描述的加工工序,激光預切割與熱絲切割軌跡相同,故采用相同的軟件與硬件結構。由于步進電機廣泛應用于速度控制和位置控制系統,能使系統結構簡單、性能穩定、工作可靠和成本低廉,本文中加工系統采用固高GTS-800-PV(G)_PCI系列運動控制板卡為主要部件而組成的控制系統,用來控制步進電機驅動X、Y方向平移臺以及回轉臺工作從而實現熱絲相對于玻璃做相對運動。其控制系統組成如圖1所示。
該控制系統硬件部分的由以下部分組成:
(1)固高運動控制器;
(2)計算機及其PCI擴展槽;
(3)高精度平移步進電機與旋轉步進電機;
(4)步進電機驅動器;
(5)驅動器直流電源;
(6)運動控制器直流電源。
本系統以計算機為上位主機,通過連接電纜與下位機固高運動控制器的PCI串口通訊, 板卡需要24V直流電源供電。板卡下接3個鳴志SR4步進電機驅動器,通過驅動器可對電機進行細分控制,同時驅動器也需要24V電源供電。
4 加工控制系統的軟件設計
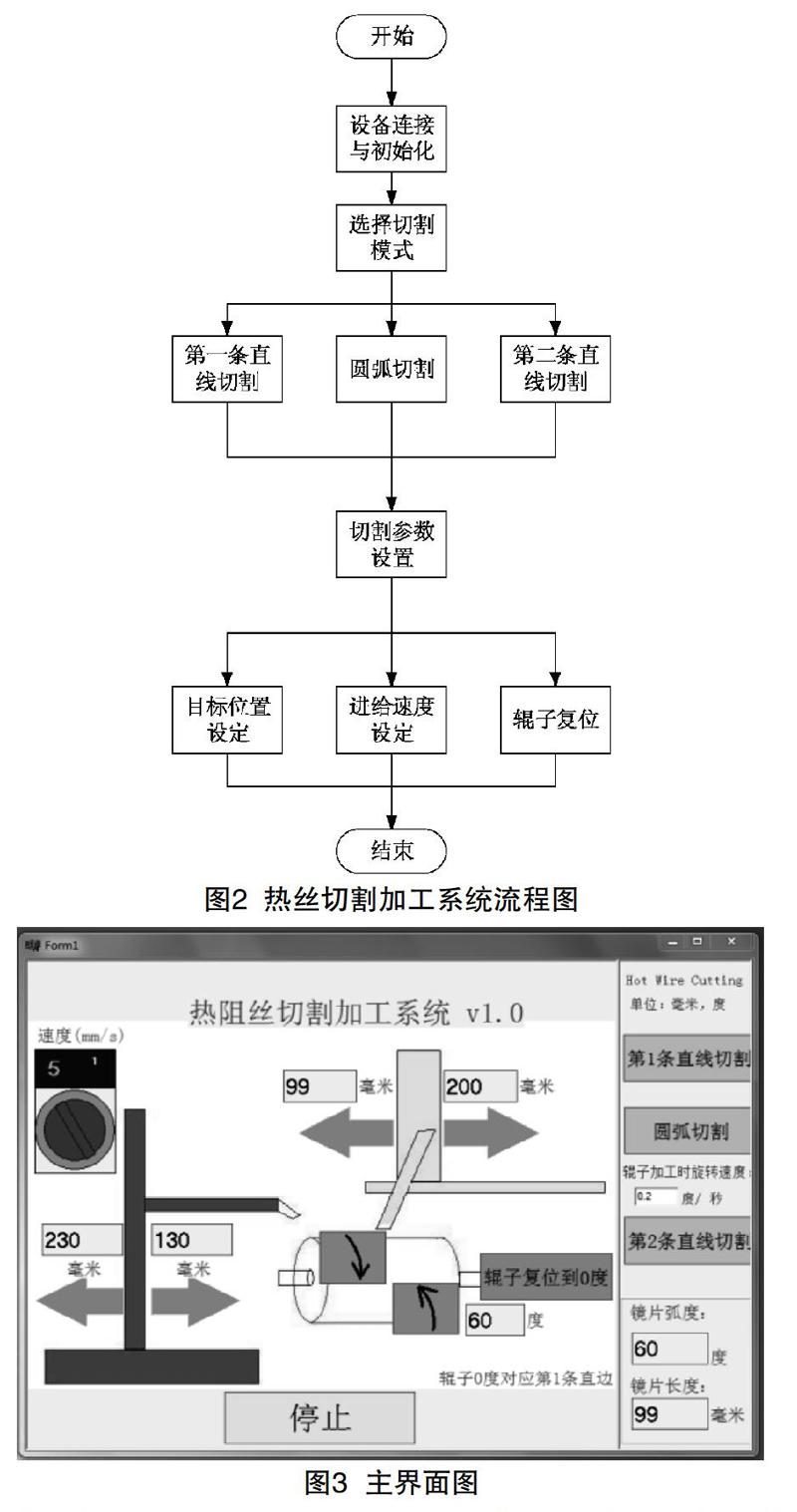
固高運動控制器支持多種能夠支持動態鏈接庫的開發工具來開發應用程序[7],考慮到C++Builder可視化編程較為便捷,能有效減小實現可視化部分程序,使代碼變得簡潔。本文運用Borland公司C++Builder,對整套設備進行編程,實現了熱絲切割加工系統的硬件部分的功能。程序分為三個部分:創造主界面,主程序的編寫,切割工藝的實現。其切割路線總流程圖如圖3。
如圖3所示,整體界面采用對話框與鼠標事件的形式,根據切割工藝流程,在對話框的最右邊為三種切割模式的選擇(“第一條直線切割”、“第二條直線切割”、“圓弧切割”)。在選擇了切割模式之后,還可根據實際工況與玻璃的型面質量,設定相應的平移與回轉速度對切割位置進行調整。平移速度的選擇有兩種:1mm/s的進給速度以及5mm/s退刀速度,回轉速度可根據所需在輥子加工時旋轉速度對話框內設置。
5 切割樣品
采用本文設計的熱絲復合切割系統,按照規定方法對柱面玻璃進行切割,得到如圖4所示柱面玻璃鏡片樣本。利用飛秒激光復合熱裂法切割玻璃鏡片斷面十分平整,無任何微觀裂紋或缺陷,不需要進行任何二次加工。
參考文獻
[1]VanSpeyb roeck L P, Chase R C. Design parameters of paraboloid-hyperboloid telescopes for X-ray astronomy[J].Applied Optics,1972,11(2):440-445.
[2]Shen Z X, Wang X Q, Wang K, et al. Development of X-ray multilayer telescope optics for XTP mission[J]. Proceedings of SPIE,2016,9905:UNSP 990520.
[3]Sumiya H, Ikeda K, Arimoto K, et al. High wear-resistance characteristic of boron-doped nano-polycrystalline diamond on optical glass[J]. Diamond and Related Materials,2016,70:7-11.
[4]楊立軍,王懋露,王揚,等.應用裂紋控制法的鈉鈣玻璃YAG激光切割技術[J].紅外與激光工程,2010,39(3):512-515.
[5]班勇婷.玻璃板在局部冷卻輔助下的激光熱應力切割的仿真分析[D].浙江大學,2010.
[6]汪旭煌.基于熱裂法的液晶玻璃基板激光切割技術研究[D].浙江工業大學,2011.
[7]固高科技(深圳)有限公司.GTS_800_PV(G)_PCI系列運動控制器用戶手冊[M].2011:6-7.
The Design of Ultrathin Cylindrical Glass Cutting Control System
WANG Kun, WU Hong-yang, LI Wen-hao
(College of Mechanical and Energy Engineering of Tongji University, Shanghai 201804)
Abstract:X-ray telescope is the key technology for researching high-energy space science and implementing space strategic plan. Because it needs to overcome the high frequency vibration in the process of lifting up, the processing of lens is very severe. Lens processing must meet the requirements of high cutting accuracy, no micro-damage in the cutting section and lens surface, and high processing efficiency at the same time. To meet the cutting requirement of high quality ultra-thin cylindrical lenses, a lens cutting system for femtosecond laser combined thermal stress cutting is designed by using Googol motion controller and C++ Builder in this paper. Using this system, the lenses that meet the needs of telescopes are successfully cut out.
Key words:lens cutting;high efficiency and nondestructive;motion controller
