鹽水環境中攪拌摩擦焊接2024鋁合金的腐蝕行為
2018-03-02 02:24:01,,,
腐蝕與防護 2018年1期
關鍵詞:焊縫
,,,
(蘭州理工大學 有色金屬先進加工與再利用省部共建國家重點實驗室,蘭州 730050)
2×××鋁合金為高強鋁合金,其比強度、比模量、斷裂韌性和疲勞強度均很高,是工業中廣泛應用的有色金屬結構材料之一,此外,2×××鋁合金還有較好的耐蝕性,在海洋工程中的應用也越來越廣泛[1-2]。采用傳統的熔焊方法,2×××鋁合金焊接接頭會出現熱裂紋、氣孔和變形等缺陷,從而影響其使用性能[3],而攪拌摩擦焊(FSW)作為新型固相連接技術,解決了2×××鋁合金焊接質量差的難題[4]。
目前國內外關于鋁合金FSW接頭微觀組織[5-6]、接頭力學性能(包括疲勞、拉伸等)[7]、攪拌摩擦焊過程中金屬的塑性流動[8]以及溫度場和應力場的數值模擬[9]的研究報道比較多,因此近幾年來鋁合金攪拌摩擦焊在船舶上的應用越來越廣泛。但鋁合金合金成分多、相結構復雜,其中的第二相與基體的電極電位不同,這對鋁合金在海水環境中耐蝕性的影響很大[10],而且攪拌摩擦焊后接頭的組織和性能都發生很大的變化,對其耐蝕性有很大的影響,但關于鋁合金攪拌摩擦焊焊縫在海水環境中腐蝕行為的研究卻相對較少,因此本工作研究了2024鋁合金攪拌摩擦焊焊縫在模擬海水環境中的腐蝕行為以及相關機理,以期為理論研究和工程應用提供參考。
1 試驗
試驗材料為2024鋁合金板材,尺寸為200 mm×100 mm×4 mm,化學成分為:wCu3.8%~4.8%,wMg1.2%~1.8%,wMn0.3%~0.9%,wFe≤0.5%,wSi≤0.5%,wZn≤0.3%,其余為Al。2024鋁合金板材的抗拉強度為450 MPa,斷后伸長率為23%。攪拌頭采用圓錐螺紋攪拌頭,軸肩直徑18 mm,內凹,攪拌針長3.6 mm,根部大徑5 mm,端部大徑4 mm,材料為W6Mo5Cr4V2高速工具鋼。試驗用攪拌摩擦焊機型號為FSW-3LM-015,焊前試樣用砂紙打磨去除表面的氧化膜,并用丙酮溶液擦洗,然后將試樣放置在工作臺夾具上并夾緊。焊接工藝參數如下:旋轉速率1 000 r/min,焊接速率80 mm/min,攪拌頭的傾斜角度為2°,軸肩下壓量為0.2 mm。焊接時用紅外線測溫槍按圖1所示點的位置測量焊接過程中距離焊縫不同距離的溫度高低,測量過程中,隨著攪拌頭的前進,紅外槍取點的位置依次移動,每個點在焊縫橫向上的距離為5 mm。

圖1 溫度測量點位置Fig. 1 The positions of measured points of temperature
焊后在母材(BM)上和不存在缺陷的焊縫上截取尺寸為10 mm×40 mm×4 mm的試樣,各取3個平行試樣,把除焊縫橫截面所在面外的其他面用環氧樹脂密封,用砂紙逐級打磨工作面后,拋光待用。配制3.5%(質量分數,下同)NaCl溶液來模擬海水環境,將試樣浸泡在此溶液中,每隔24 h拿出,用蒸餾水輕輕沖洗去除表面的NaCl溶液,干燥后,用精密度為0.1 mg的AUY120電子分析天平稱量,用質量增加法測量腐蝕速率,即
(1)
式中:δW是腐蝕后質量增加量;S是腐蝕區域面積;t是腐蝕時間。稱量后將試樣繼續放入溶液中,每隔48 h用數碼相機采集不同攪拌頭焊接接頭的宏觀形貌,用掃描電子顯微鏡觀察腐蝕界面的形貌。在焊件上切取制備金相試樣,用混合酸(1.0% HF+1.5% HCl+2.5% HNO3+95% H2O)對拋光后的試樣表面進行腐蝕,然后采用MEF-3廣視場萬能金相顯微鏡(OM)觀察焊接接頭各區域的顯微組織。
2 結果與討論
2.1 浸泡試驗
由圖2可見:腐蝕初期母材和焊縫試樣的腐蝕速率較快,然后迅速降低,腐蝕時間為100 h時達到較低水平,之后變化緩慢,并有逐漸減慢的趨勢,300 h后趨于穩定,并沒有出現鋁合金腐蝕速率在腐蝕初期先升高再降低的規律[11]。這主要是因為鋁合金表面附有的包鋁層與氧化膜在腐蝕初期會對鋁合金起到保護作用,腐蝕液需要有一個穿透保護膜的過程,而試驗過程中,預處理破壞了包鋁層與氧化膜,使腐蝕液直接對基體進行腐蝕,因此一開始就有很高的腐蝕速率,至于之后腐蝕速率迅速降低又緩慢回升,這與焊縫的腐蝕機理密切相關。

圖2 母材及焊縫試樣在NaCl溶液中的腐蝕速率Fig. 2 Corrosion rates of BM and weld joint samples in NaCl solution
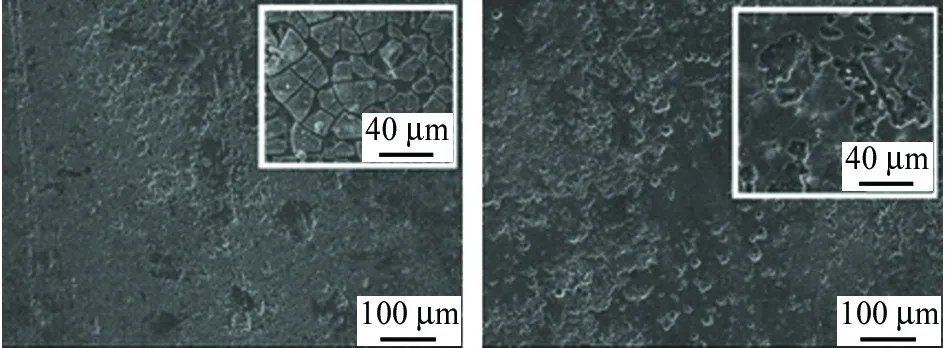
由圖2還可見:t≤192 h時,焊縫試樣的腐蝕速率大于母材試樣的,192 h 由圖3可見:經過192 h浸泡試驗后,母材試樣上發生少量均勻的點蝕,在焊縫的軸肩作用區發生與母材試樣相似的點蝕,而在軸肩作用區的兩側即熱影響區的腐蝕由點蝕變成了大的腐蝕坑并出現了剝蝕現象。 (a) 母材 (b) 接頭圖3 母材及接頭在NaCl溶液中腐蝕后192 h的宏觀形貌Fig. 3 Macro corrosion morphology of BM (a) and FS weld (b) in NaCl solution for 192 h 由圖4可見:經過192 h浸泡試驗后,母材表面點蝕坑尺寸為10~45 μm;接頭的熱影響區、熱機影響區及焊核區都有由點蝕發展成晶間腐蝕,最后變為剝落腐蝕的趨勢;熱影響區的腐蝕形貌為晶間腐蝕+剝落腐蝕,晶間腐蝕所占的比例較大;焊核區腐蝕較嚴重,剝落腐蝕已連接成片。 (a) 母材 (b) 熱影響區 (c) 熱機影響區 (d) 焊核區圖4 接頭各區在NaCl溶液中腐蝕后的微觀形貌Fig. 4 Morphology of BM (a), HAZ (b), TMAZ (c)and WNZ (d) after corrosion in NaCl solution 圖5 焊接過程中的溫度場Fig. 5 Temperature field in welding 攪拌摩擦焊接頭的腐蝕不均勻行為是由焊縫形成過程中熱循環作用和機械攪拌作用決定的。焊接過程中接頭不同的區域溫度分布如圖5所示,焊后焊縫各區的金相組織如圖6所示。由圖6可見:母材組織是典型的軋制組織,呈板條狀分布,晶粒方向與軋制方向相同,而且S相(CuMgAl2)是2024鋁合金的主要強化相, 2 ×××系鋁合金的腐蝕大多都伴隨著S相自身的點蝕與周圍基體金屬的溶解[13]。由于Mg化學活性相對比較高,在鹽水中,S相中的Mg作為陽極首先開始溶解,當Mg溶解后,剩下電位較高的富銅相,此時電極發生反轉,基體成為陽極開始溶解,直到富銅相周圍鋁基完全溶解,造成S相徹底脫落,形成一個個較大的點蝕坑。熱影響區一方面在焊接熱循環中有較高的溫度(見圖5),而且金屬總是力求使其界面能最小,因此晶粒有所長大,單位面積上晶粒數目減少,晶界數目亦減少,這使其耐蝕性增加;但另一方面經過熱循環后,其第二相粒子聚集,使化學成分不均勻,而且熱影響區又處在軸肩作用區與未作用區的交界處,殘余應力最大,且為拉應力,這兩個因素使其耐蝕性降低;很明顯,后一個方面占主導地位,因此熱影響區的耐蝕性下降,出現剝落腐蝕。熱機影響區在焊接過程中不僅受到熱循環的作用還受到攪拌針的攪拌作用,但由于熱機影響區在位置上距離攪拌針較遠,受到的攪拌針的攪拌作用遠小于焊核區組織的,因此,這部分發生了較大的彎曲變形,并且局部區域在熱循環的作用下發生回復反應,在板條狀組織內形成了回復組織,其組織的晶粒取向與軋制方向呈一定角度,晶粒發生一定流線型變形。雖然熱機影響區在攪拌針的作用下化學成分更加均勻,但是焊后晶粒數量略有增加,晶界也隨之增加,而且焊后產生正向的殘余應力都使得熱機影響區的耐蝕性低于母材的,因而出現晶間腐蝕+剝落腐蝕。焊核區在焊接過程中,受到攪拌針與工件以及軸肩與工件摩擦產生大量的熱使固態鋁合金塑化,并且流動充分,焊縫溫度上升到再結晶的溫度,此時,位錯在攪拌針的作用下密度不斷增加,當儲存的能量增加到足夠發生動態再結晶時,金屬內便開始不斷形核,形成的晶粒來不及長大就在攪拌針的作用下被打碎,形成等軸細小的晶粒。雖然此時焊核區化學成分均勻,但是晶粒數量增加,晶界的能量較高,位錯和空位在接頭處增多,而且焊縫處殘余應力為拉應力[14],因此,其耐蝕性大大降低,出現剝落腐蝕。剝落腐蝕是晶間腐蝕的一種特殊形式,產生剝蝕的原因與產生晶間腐蝕的原因相同,都是由晶界形成的陽極網絡造成的[15]。當晶間腐蝕沿著該通道進行時會留下不溶性腐蝕產物(AlCl3或Al(OH)3)[16],這些不溶性腐蝕產物的比熱容大于基體金屬的,出現所謂“楔入效應”,撐起上面沒有腐蝕的金屬,引起分層剝落[17-18]。所以,對于剝落腐蝕,晶界起著非常重要的作用[19]。晶間腐蝕愈嚴重,剝落腐蝕也愈嚴重,故晶間腐蝕最終演變為剝落腐蝕。 (a) 母材 (b) 熱影響區 (c) 熱機影響區 (d) 焊核區圖6 焊縫各區晶粒組織Fig. 6 Grain structures in different zones of weld (1) 攪拌摩擦焊接頭的腐蝕速率大于母材的。 (2) 比較焊縫與母材腐蝕后宏觀、微觀形貌發現母材發生點蝕,焊縫由點蝕發展為晶間腐蝕,剝落腐蝕。 (3) 焊接接頭上各區的腐蝕速率大小為熱影響區和焊核區>熱機影響區>母材區。 (4) 2024鋁合金攪拌摩擦焊縫的耐蝕性與母材相比變差。 [1] 黃伯云,李成功,石開力,等. 有色金屬材料手冊(上)[M]. 北京:化學工業出版社,2009:109. [2] FERRER K S,KELLY R G. Comparison of methods of removal of corrosion products from AA2024-T3[J]. Corrosion,2001,57(2):110-117. [3] 傅文元. 鋁及鋁合金的焊接[J]. 造船技術,1992(4):33-40. [4] 黃華,董仕杰,劉靜. 先進的攪拌摩擦焊技術[J]. 有色金屬,2006,58(1):60-62. [5] 賀地求,鄧航,周鵬展. 2219厚板攪拌摩擦焊組織及性能分析[J]. 焊接學報,2007(9):13-16,113. [6] 秦國梁,張坤,張文斌,等. 6013-T4鋁合金薄板攪拌摩擦焊熱輸入對焊縫成形及組織性能的影響[J]. 焊接學報,2010,11:5-8,113. [7] NANDAN R,DEBROY T,BHADESHIA H K D H. Recent advances in friction-stir welding-process,weldment structure and properties[J]. Progress in Materials Science,2008,53(6):980-1023. [8] REYNOLDS A P. Flow visualization and simulation in FSW[J]. Scripta Materialia,2008,58(5):338-342. [9] COLLIGAN K J,MISHRA R S. A conceptual model for the process variables related to heat generation in friction stir welding of aluminum[J]. Scripta Materialia,2008,58(5):327-331. [10] 魯元曙,左衛,王玉龍. 海洋性氣候電子設備鋁合金結構腐蝕防護研究[J]. 裝備環境工程,2008,5(3):71-75. [11] 欒國紅,付瑞東,董春林,等. 中性鹽霧下7075鋁合金攪拌摩擦焊焊縫的腐蝕行為[J]. 中國腐蝕與防護學報,2010(3):236-240. [12] 何建平,高亞東,樊蔚勛,等. 評估航空鋁合金剝蝕性能新方法的研究[J]. 腐蝕科學與防護技術,2003,15(1):18-20. [13] RAJAKUMAR S,MURALIDHA C,RAN V. Establishing empirical relationships to predict grain size and tensile strength of friction stir welded AA 6061-T6 aluminium alloy joints[J]. Transactions of Nonferrous Metals Society of China,2010(10):1863-1872. [14] 張津,李峰,鄭林,等. 2024-T351鋁合金攪拌摩擦焊焊件內部殘余應力測試[J]. 機械工程學報,2013,49(2):28-34. [15] HOSNI E A,EL-HOUDF S. A study on the corrosion behavior of aluminum alloys in sea-water[J]. Materials and Design,2008(29):801-805. [16] 蘇景新,張昭,曹發和,等. 鋁合金的晶間腐蝕與剝蝕[J]. 中國腐蝕與防護學報,2005(3):187-192. [17] 李久青,屠益東,肖珩,等. 船用鋁鎂合金剝落腐蝕機理的研究[J]. 材料保護,1994(4):1-4,48. [18] 劉永輝,張佩芬. 金屬腐蝕學原理[M]. 北京:航空工業出版社,1993:27-28. [19] RAMBABU G D,BALAJI N H V R,SRINIVASA K R,et al. Optimization of friction stir welding parameters for improved corrosion resistance of AA2219 aluminum alloy joints[J]. 防務技術(英文版),2015(4):330-337.2.2 腐蝕形貌






3 結論
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
