貼面用薄木拼花工藝數控化探索與分析
2018-03-02 09:48:50施嘉維祁憶青黃瓊濤溫院生ShiJiaweiQiYiqingHuangQiongtaoWenYuansheng
家具與室內裝飾 2018年1期
關鍵詞:工藝
■施嘉維 祁憶青 黃瓊濤 溫院生 Shi Jiawei & Qi Yiqing & Huang Qiongtao & Wen Yuansheng
(1.2.南京林業大學家居與工業設計學院,江蘇南京 210037;3.4.宜華生活科技股份有限公司,廣東汕頭 515834)
近些年,薄木貼面家具在市場中占據主導地位,究其原因:其一是薄木貼面家具有著與實木家具相似的美麗外觀;其二是具備良好的環保性和經濟性;與此同時,中國家具原材料已呈現多樣化的趨勢。薄木是一種優質的貼面用材,需求量也變得越來越大。除了專門制作木皮貼面的廠家之外,其余廠家的薄木拼花工藝基本都靠工人手工去完成,工作效率較為低下,無法滿足家具市場的對薄木貼面家具的需求[1]。
薄木材料在貼面家具中的使用量越來越大,但是國內家具廠家薄木拼花的機械化、自動化的水平還很低。本文通過對目前薄木拼花工藝的分析與歸納,了解薄木拼花工藝的發展狀態,對薄木拼花工藝未來的發展趨勢進行展望。
1 薄木拼花的國內外研究現狀
1.1 國內研究現狀
吳智慧[2]在《木家具制造工藝學》的貼面一章中對手工選拼和拼縫機膠拼的方法進行了闡述,將薄木膠貼工藝分為濕貼工藝和干貼工藝,對兩種方法的使用情況和優缺點進行了解釋。馬俊穎[3]運用工業工程中時間研究和動作研究的分析方法對全手工拼花作業進行了優化。劉培義[4]對薄木拼花單元進行了拆分,總結為方形單元、菱形單元、三角形單元、圓形和異形單元總結了拼花單元的制備原則,對拼花單元進行編號優化。劉培義[5]等人對薄木拼花的一般工藝進行了總結,薄木縱向拼接設備可用于膠線拼接法和膠水拼接法,對于小片或非順紋薄木的拼接,通常采用膠紙帶或手動拼縫機進行,非常復雜的可用激光切割機進行切割工作。吳兆遷[6]等研究出一種新型的滾動式單板剪切機,對提高單板剪切效率有很大幫助。馮建菁[7]對薄木拼花的工作總結為:薄木貼面的拼花環節基本還是全手工操作,從宏觀角度規范了整個拼花作業過程,減少手工操作隨意性。許美琪[8]對單板含水率控制及單板的膠線拼接法進行了闡述,并且提出紙帶拼接后還需要砂光和干燥,是勞動密集型工藝。呂俊平[9]設計出了一種數控雙向裁板鋸可以在一臺設備上實現板材的縱橫向鋸切,并開發設計了數控雙向裁板鋸設備及下鋸優化理論。過秉忠[10]對芬蘭一家膠合板工廠單板的分級和單板缺陷修補作了介紹,對單板拼花進行了研究。欒鳳艷[11]對薄木貼面干法、濕法、冷壓法和熱壓法工藝進行了研究,探討了薄木貼面中常見的質量缺陷及預防措施。李軍[12]對常見的平面現代木家具部件裝飾技術進行了介紹,主要有貼木皮技術,貼紙技術,其他平面裝飾技術,真空覆膜技術、包覆技術。祁憶青[13]對貼面加工工藝主要問題和解決方法進行研究,對貼面加工工藝中遇到的問題提出了解決方法。孫魁[14]對傳統工藝的薄木拼縫的優缺點進行了研究,對自動拼縫機的工作原理進行研究,一種是通過專用膠線機將兩張單板連接起來,一種是大批量生產薄木貼面的工廠,需采用尿醛膠工藝。李賜生[15]研究了薄木拼接方式,有紙膠帶拼接、膠線拼接、膠拼接、無紡布拼接等;分別論述了各種拼接加工的特性以及拼接的設備和工藝技術要求。徐煜智[16]等人研究了竹單板的激光切割以及激光切割在鑲嵌工藝中的應用,得出了竹單板激光切割的適合參數。范彥宏[17]等研究了正交實驗法在激光切割工藝參數選取中的應用,運用正交實驗的方法,對激光切割工藝參數進行研究。林彩梅基于CAD/CAM對石材拼花設計與加工進行了研究,運用CAD和PHOTOSHOP進行拼花的設計,運用MasterCAM進行石材拼花模擬加工。得出CAD/CAM的運用能夠提高拼花設計效率的結論。羅慈航[18]整理了數控技術在木材加工行業裝備中的運用,總結歸納了國內外數控技術產品在木材加工行業中的運用。劉衛紅[19]等人針對目前市場上數控裁切控制系統的缺陷,提出基于嵌入式系統的數控裁切機控制系統的實現方案;硬件部分采用ARM+FPGA構件,軟件部分采用模塊化的實現方案,優化了數控裁切的控制系統。樂磊[20]等人研究了如何運用PHOTOSHOP、CAD以及明度測定對薄木按顏色進行分類裁切,得出預設的形狀后進行拼接,可以較好的完成薄木設計要求進行裁切的生產任務。林作新[21]對榫卯加工的工藝流程提出了數控化改造的想法。吳海波[22]從數控雕刻發展概況入手,提出了用計算機輔助設計和計算機輔助制造的技術對現代茶藝家具制造技術進行改善。張豪[23]基于機器視覺檢測技術為家具零件精度檢測和生產工藝系統管理提供了一個高效的新技術
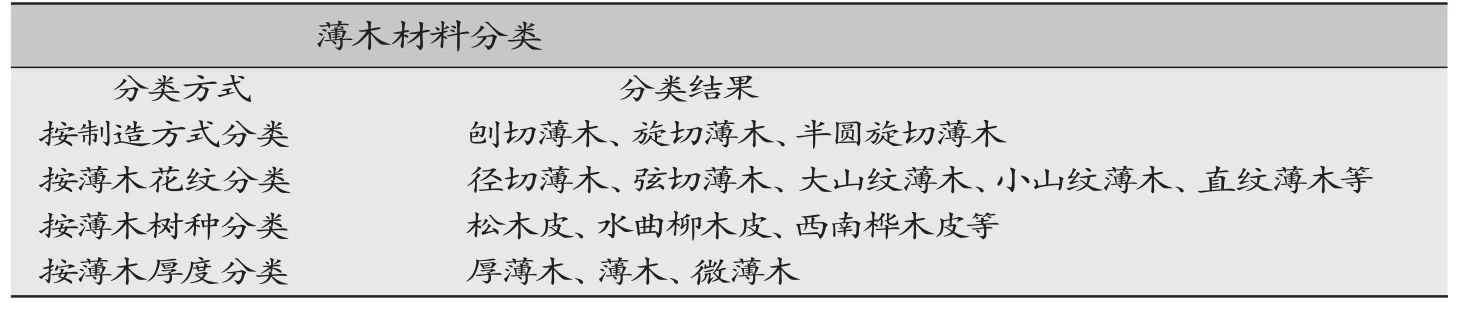
表1 薄木分類方式
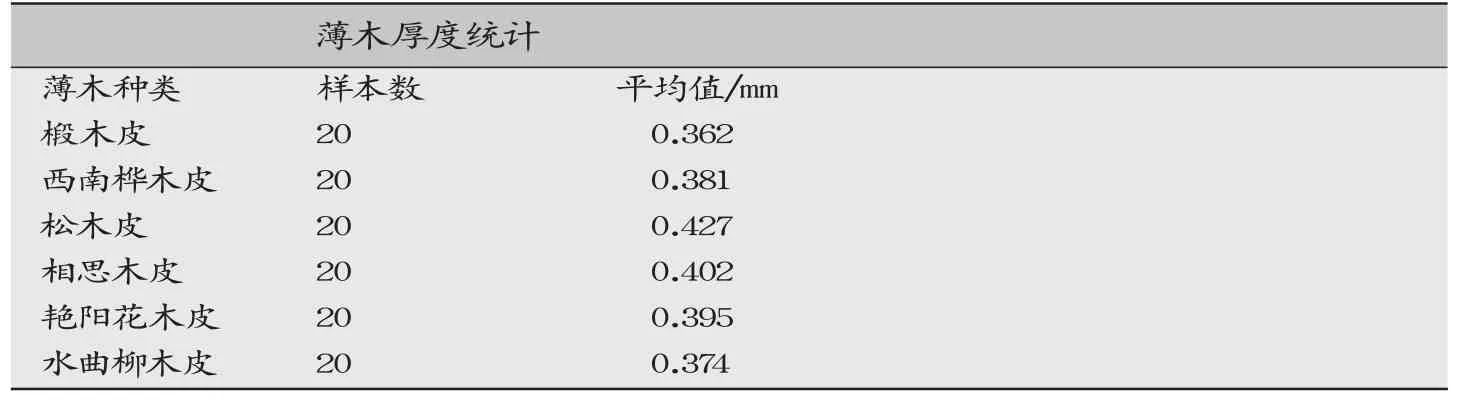
表2 薄木厚度統計
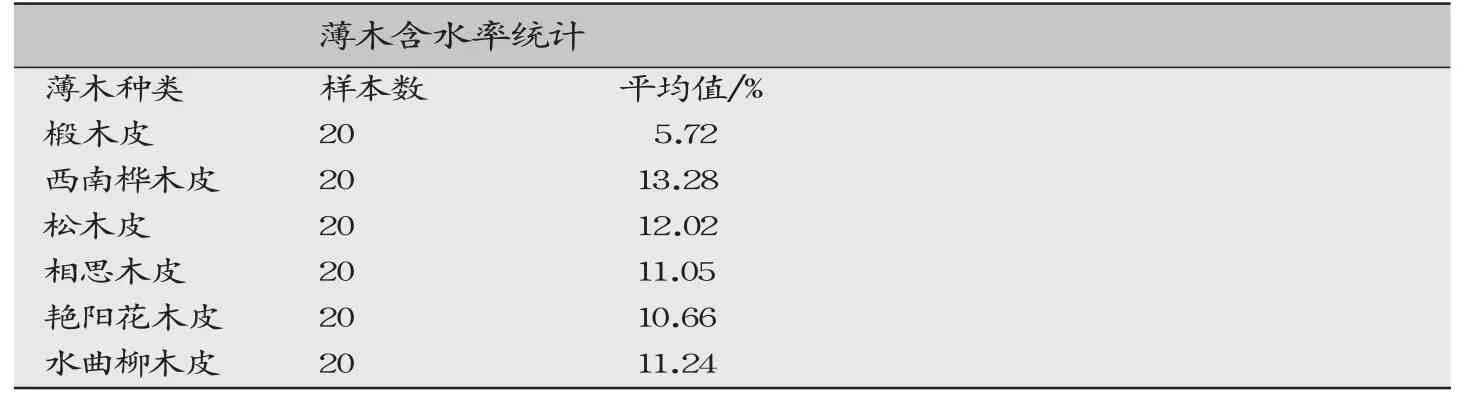
表3 薄木含水率統計
1.2 國外研究現狀
R Scarimbolo[24]提供了一種新型的基材表面覆貼單板的方法。KP Prince[25]和JR Prince公開了一種在塑料泡沫基材表面覆貼單板的發明專利。SY Zhang[26],Q Yu,J Beau lieu等人研究了拼花裝飾地板單板的制造方法,該發明揭示了拼花裝飾地板裝飾木單板的制作方法。
2 常用薄木種類介紹
薄木是一種常見的裝飾材料。為了節省成本的同時提高木材利用率,且獲取較好的外觀質量,越來越多的家具企業選擇使用薄木對家具進行貼面。薄木材料有多種分類方式(表1)。
在薄木用于家具表面裝飾的過程中,常用按制造薄木的樹種進行分類,并按照生產要求用不同種類、等級的薄木材料對家具進行覆面。工人根據薄木紋理、有無缺陷、表面是否透光等情況對薄木進行分級,一般為A、B、C三個等級;筆者所在廣東某家具公司對薄木的分類依據為:A級薄木主要為面板使用紋理清晰,紋路為大山紋或小山紋,表面美觀光滑無缺陷,B級薄木作為側板使用,紋理不清晰,紋路多為半山紋半直紋,C級薄木作為背板使用,顏色不美觀,有缺陷,多為魚鱗紋、直紋,且可能為拼皮。根據用于制造薄木的樹種分類,該公司有六種薄木,分別為:椴木皮、西南樺木皮、松木皮、相思木皮、艷陽花木皮、水曲柳木皮。以下是對上述木皮的基本性質介紹:
2.1 椴木皮
椴木皮一般為奶白色,木紋多為順直紋,且木紋較細,不易干裂,耐磨耐腐蝕性好,韌性好。
2.2 西南樺木皮
西南樺木皮一般為褐色,花紋美麗,結構細膩;木紋多呈現大山紋或小山紋,干縮比小,力學性能、加工性能好。
2.3 松木皮
松木皮多為黃褐色,顏色不均相思木皮一般為褐色,紋理呈波浪形,結構細膩,色澤典雅。耐熱性能較好。
2.4 相思木皮
相思木皮一般為褐色,紋理呈波浪形,結構細膩,色澤典雅。耐熱性能較好。

2.5 艷陽花木皮
艷陽花木皮多為棕黃色,高光澤,收縮率低,強度中等,耐腐蝕性好。
2.6 水曲柳木皮
水曲柳木皮一般為棕黃色,木紋清晰美麗,堅硬耐磨,韌性大,易加工[27]。
3 薄木的保存方式
薄木材料厚度較小且易破損,因此在薄木加工的整個環節中需要妥善的保存、運送薄木。為了能使拼花對稱,或者素面拼寬時能使花紋一致、色差較小,薄木必須按刨切順序分摞進行擺放,并且在每摞薄木的第一張上粘貼薄木生產廠家的條形碼,上面標有長度、寬度、張數、總面積等信息。筆者所在廣東某家具公司的木皮車間有三種保存薄木的方式:其一是裁切前將薄木用黑色塑料薄膜蓋好;其二是將薄木置于可以移動的支架上以備裁切;其三是裁切拼接完成后置于恒溫恒濕的養生室。木皮正確地進行保存主要是為了控制木皮的含水率,使含水率達到貼面要求。本人調查了實習所在廠家所用薄木的厚度與含水率(表2、表3)。
由表格可見薄木的厚度均在0.4mm左右,且含水率滿足薄木貼面的要求。
4 薄木拼花所用到的設備
4.1 薄木裁切設備
筆者所在的家具廠的一車間使用兩臺薄木裁切機,一臺用于薄木定長,一臺用于薄木定寬。在使用裁切機時,工人需根據圖紙上貼面用薄木的凈料尺寸來裁切木皮,裁切尺寸一般在長、寬方向上留有10cm的加工余量。廠中的薄木裁切一般為直線裁切,其中部分直線異形裁切是用自制的專用模板進行裁切,專用模板的使用雖然較為精確以及便捷,但該家具廠模板具有針對性,沒有形成統一的工藝方法,需進行改進。在對薄木進行裁切時,可以按照所用的薄木單元進行分類裁切,將這些不同形狀的薄木單元進行分類,可以有效的解決裁切的多樣化,個性化等問題,使薄木裁切有章可循,對薄木拼花生產的標準化有所幫助。除了上述定長定寬的薄木裁切設備,還有手拉鋸、鐳射機等機器對薄木進行裁切。
4.2 薄木拼接設備
4.2.1 手工薄木拼花設備
手工拼接薄木的設備一般有兩種,一種是利用手提式熱熔膠線機(圖1)。
另一種是使用紙膠帶進行拼接.水膠帶(圖2)。
基材平整則采用熱熔膠線機對薄木進行拼接,不平整則使用紙膠帶拼縫,因為在進行異形部件貼面時,所用到的機器為正負壓熱壓機,該機器不同于普通熱壓機的地方在于:壓力沒有普通熱壓機那么大,因此在覆面時,采用熱熔膠線拼接薄木會導致膠線無法融化,在表面出現膠痕。
4.2.2 機械薄木拼花設備
除了手工對薄木進行拼接之外,還有拼縫機對薄木進行膠拼,常見的拼縫機有兩種:一種是無紙帶拼縫機,另一種是有紙帶拼縫機。顧名思義,無紙帶拼縫機在膠拼時無需用到膠帶紙,只需要在薄木的側面進行涂膠,在無紙帶拼縫機的加熱錕和加熱墊板的作用下固化膠合。
有紙帶拼縫機在工作時,可以選擇將紙膠帶貼于薄木表面,也可以貼于薄木背面,當貼于薄木表面時,由于薄木較薄,在砂光去除紙膠帶時需要小心謹慎,必要時要對殘缺補位涂上修補膩子,當紙膠帶貼于薄木背面時,要注意由于薄木較薄,紙膠帶很容易在薄木表面顯現,且耐水性較差,易造成薄木與基材脫離。
5 拼花工藝流程
筆者實習所在家具公司的拼花車間常用手提式熱熔膠線機進行薄木拼花操作。工人操作時,通過手工來回擺動熱熔膠線機,使其在薄木條間的接縫處形成拼接,在常溫下固化對薄木完成拼接。對于拼花的工藝流程及用時統計,筆者做了一個調查,假以說明手工拼花工藝存在的問題,并尋求解決的方法。(圖3)是414#床頭柜柜面貼面拼花的工藝圖紙。(表4)是414#床頭柜柜面拼花工藝圖紙。
5.1 414#柜柜面拼花工藝流程
①先用釘子(工藝圖中標四角星處為打釘子處)固定上道工序(內補兩塊封皮和上封皮已經拼接好,方便定位)拼好的薄木拼花。用時1分07秒。②放置模板,對齊,切去余料。用時3分。③在邊角處劃線(工藝圖中表圓圈處為劃線處,詢問工人師傅得知是方便梯形小料的裁切)將事先裁切好的下、左、右封皮以及小料和之前拼好的木皮進行拼接。其中梯形小料先與內封皮拼接。下封皮拼接,用時1分22秒。左封皮拼接,用時30秒。左部梯形小料拼接,用時10秒。右封皮拼接,用時30秒。右部梯形小料拼接,用時10秒。④拼三角和左右兩邊以及下方邊料時都有重疊,需要用美工刀切去。切除余料用時54秒。兩側小料與左/右、下封皮拼接用時25秒。⑤放置到成品存放區,用壓具壓好。起釘子,用時14秒。用手抹平釘口,用時6秒。與標準模板進行對比,然后放好。用時30秒。
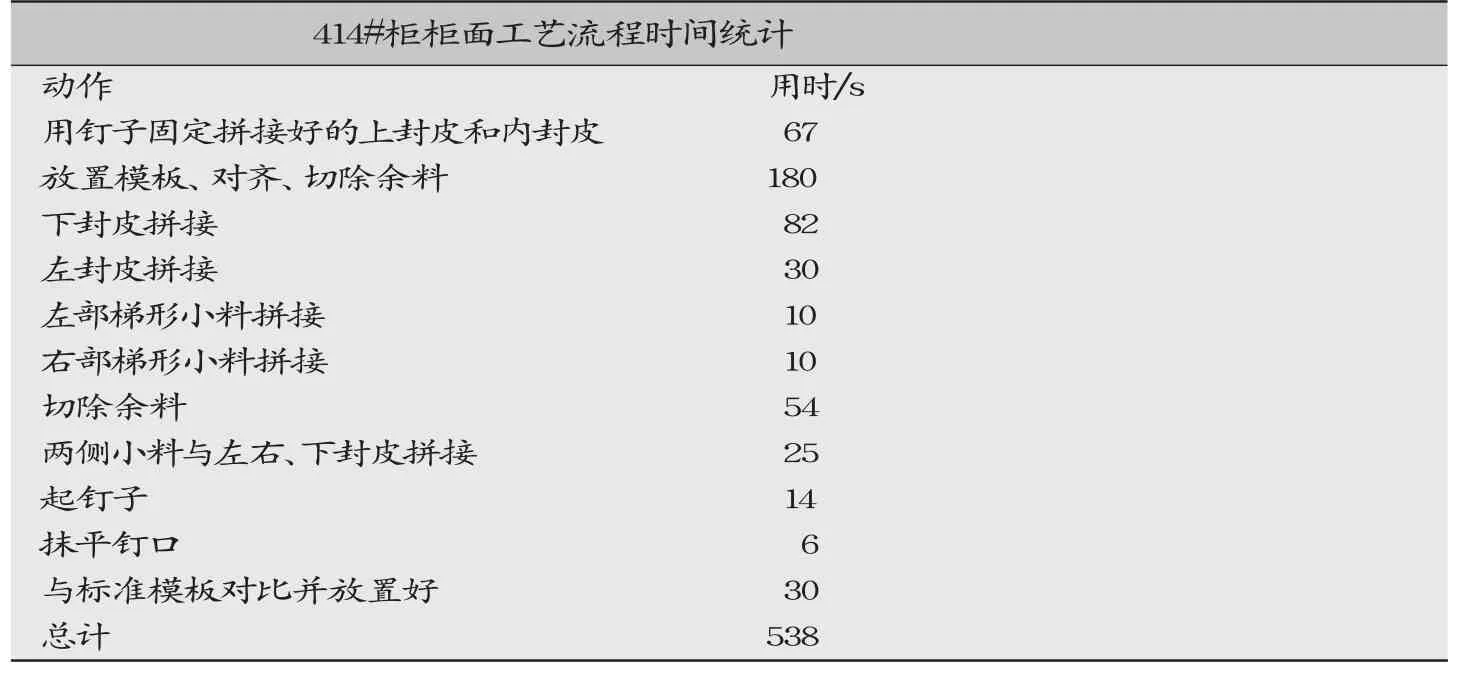
表4 414#柜柜面工藝流程時間統計
5.2 工藝改進方法
①利用磁石(或其他方式)代替釘子固定,省去處理釘口的工序,更便于操作。
②用美工刀裁去余料,用模具自帶刃口,一次性壓出所需形狀。
③在切除左右三角小料的余料時,可以將涂膠拼接一并完成(針對機器操作),免除對齊這一難以實現機械化的步驟。
6 結語
目前對于薄木拼花的研究大多為工藝與工時方面的研究,工藝方面主要研究拼花所用的設備;運用數控技術及CAD/CAM相關軟件對拼花進行數控化改造;工時方面的研究主要針對薄木拼花的手工操作,規范手工薄木拼花,從而提高工作效率。對于薄木裁切這一環節,考慮將縱切橫截的成角度的直線鋸與裁切曲線的機器(鐳射機)集成在一臺機器上,利用CNC數控機床,設計特殊的刀頭以及加緊方式對薄木進行裁切,或采用精密裁板鋸對薄木進行裁切;或采用刀模對薄木進行“壓切”。
薄木拼接的環節是耗時最多的環節,對于這一問題有兩個方案:一種為對拼縫機進行改進,使其能夠完成較為復雜的薄木拼接;另外一種是借助數控系統,設計全新的薄木拼接機。在薄木拼接這一環節,雖然無章可循,但是也有許多原理可以借鑒,如打印機原理可以用于薄木的展平與鋪平,為拼接環節做準備;很多不同行業的相似原理都可能運用起來,需要進一步的探索與實踐。
(責任編輯:張 楊)
:
[1]吳智慧.薄木(木皮)裝飾貼面技術及其應用[J].中國木材,2007,(02):11-17.
[2]吳智慧.木家具制造工藝學[M].北京:中國林業出版社,2012.
[3]馬俊穎.薄木拼花工藝與工時研究[D].南京:南京林業大學,2008.
[4]劉培義,葉志遠,邱尚周.薄木拼花結構分析及制造工藝[J].家具,2011,(05):105-109.
[5]劉培義,羅德宇,王雙科.薄木拼花制作工藝[J].家具,2011,(02):91-94.
[6]肖紅,吳兆遷,才麗華.滾動式單板剪切機的設計[J]. 林業機械與木工設備,1996,(01):8.
[7]馮建菁.如何提高手工薄木拼花的工作效率[J].家具,2011,(02):95-97.
[8]許美琪.飾面單板的平面覆貼技術[J].家具,2008,(05):45-47.
[9]呂俊豐.數控雙向裁板鋸設計及下鋸優化研究[D].哈爾濱:東北林業大學,2010.
[10]過秉忠.膠合板制造工藝學[M].北京:中國林業出版社,1958.
[11]欒鳳艷,王建滿.薄木貼面工藝及貼面缺陷的預防措施[J].林業機械與木工設備,2009,37(02):47-49.
[12]李軍.現代木材加工技術第六講:現代木家具的表面裝飾技術[J].家具,2004,(06):24-27.
[13]祁憶青,吳智慧.貼面加工工藝主要問題及解決方法[J].家具,2008,(02):61-63.
[14]孫魁.家具貼面用薄木的拼接[J].家具,2001,(04):66-66.
[15]李賜生.論薄木的拼接設備和工藝技術[J].木材加工機械,2001,12(02):23-24.
[16]徐煜智,王寶金,沈毅.竹單板激光切割及其在鑲嵌工藝中的應用[J].林業工程學報,2016,1(04):161-166.
[17]范彥宏,周玉成,李雅克.正交實驗法在激光切割工藝參數選取中的應用[J].激光雜志,2008,29(06):83-84.
[18]羅慈航.數控技術在木材加工裝備中的運用[J].中國高新技術企業,2016,(16):55-56.
[19]劉衛紅,聶松輝.基于ARM & FPGA的數控裁切機控制系統[J].科學技術與工程,2010,10(01):316-319.
[20]樂磊,劉彥龍,趙洪剛,等.薄木拼花壁畫制作方法[P].中國:CN104816574A,2015.
[21]林作新.利用數字化技術加工榫卯[J].家具與室內裝飾,2016,(05):88-90.
[22]吳海波.數控雕刻技術在現代茶藝家具設計與制造中的應用探討[J].家具與室內裝飾,2016,(12):110-112.
[23]張豪,趙小矛.基于機器視覺的家具零件精度檢測系統探究[J].家具與室內裝飾,2017,(04):86-88.
[24]Scarimbolo R. Method of applying veneer to a substrate[P].US:US20020092605,2002.
[25]Zhang S Y,Yu Q, Beaulieu J.Genetic variation in veneer quality and its correlation to growth in w[J]. Canadian Journal of Forest Research,2004,34(06):1311-1318.
[26]Prince K W, Prince J R. Wood veneer covered structural rigid plastic foam elements[P].US:US4818590,1989.
[27]盧海鋒.辦公家具抽屜面板貼木皮方式優化研究[D].南京:南京林業大學,2011.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52