鋁鎂合金厚板TIG+MIG焊接缺陷原因分析
2018-03-01 08:26:00胡德友董林海翁昌樹
信息記錄材料 2018年4期
胡德友,董林海,翁昌樹,唐 林
(浙江智海化工設備工程有限公司 浙江 湖州 313219)
1 引言
鋁鎂合金因質量輕、強度高、在低溫環(huán)境下能保持良好的力學性能,與不銹鋼相比,性價比高,所以在空分行業(yè)中被廣泛使用(空分塔器運行溫度均在-165℃左右)。本公司作為空分塔器制造企業(yè),年產五套60000m2/h空分塔器。其材料均為鋁鎂合金(5083和5052),其中低壓塔、主冷凝蒸發(fā)器、中壓塔均為18~30mm的厚板,為了保證焊接合格率及生產效率,故采用雙人雙面鎢極氬弧焊打底、MZ-1000焊機改裝的熔化極氬氣保護焊蓋面組合焊接(即TIG+MIG焊接)。但因鋁鎂合金的自身焊接性較差的特點,比較容易產生焊接缺陷,在本公司塔器制造過程中,鋁鎂合金最常見也是最多的三種焊接缺陷是焊接裂紋、層間坡口未熔合、焊接氣孔,本文主要是分析這三種缺陷產生的原因及提出相應的預防措施。
2 鋁鎂合金焊接裂紋產生的原因及預防措施
2.1 鋁鎂合金焊接裂紋產生的原因
鋁及鋁合金導熱系數大,焊接過程的加熱速度和冷卻速度都很快,鋁鎂合金在凝固過程中很容易在晶界上產生易熔共晶體。易熔共晶體的存在是產生熱裂紋的重要原因之一。
另外,鋁鎂合金高的線膨脹系數大(是普通碳鋼的2倍)、熱導率較高,在熔池凝固時及其容易產生縮孔從而使焊縫的內應力增加,從而很大程度地提高了熱裂紋產生幾率。鋁鎂合金裂紋見圖1。
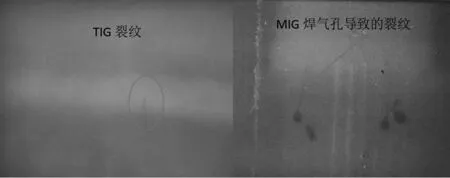
圖1 鋁鎂合金裂紋
2.2 鋁鎂合金焊接裂紋的預防措施
鋁鎂合金焊接裂紋絕大多數屬于熱裂紋,根據鋁鎂合金熱裂紋產生的機理,可以從冶金因素和工藝因素兩個方面進行有效的預防。
(1)鋁鎂合金冶金方面:為了防止焊接時產生晶間熱裂紋,在鋁鎂合金中加入微量元素的變質劑,使材料的晶粒細化,提高材料的塑性和韌性,在焊接時能有效的減少熱裂紋傾向,達到防止焊接熱裂紋的產生。本公司采購的西南鋁業(yè)生產的5083和5052板材中就加入了少量的Ti元素作為變質劑。
(2)焊接工藝參數的改進
①采用熱量集中的方法,快速完成焊接過程,能有效的減少熱裂紋傾向。所以應該采用小電流、較慢的焊接速度,可以減少熔池的過熱現象,從而達到減少熱裂紋傾向的目的。
②因鋁鎂合金強度高、剛性大,加之鋁合金本身的高熱導率,焊接時容易產生較大的應力,這也是裂紋產生的主要原因,因此在焊接前應對坡100~150mm范圍內進行預熱,預熱溫度100~150℃,預熱同時能減少焊接氣孔的產生;坡口50~100mm范圍內需清理干凈,與焊接無關的夾雜也是是誘發(fā)裂紋的源頭,所以必須給予解決;焊接過程中,盡量采用連續(xù)焊接的辦法,若中途休息,重新焊接前需重新預熱,且之前的熄弧坑必須用機械方法進行清除,因為弧坑裂紋是鋁合金最常見且肉眼能看見的裂紋。
③合理的焊接順序是減少焊接裂紋最行之有效的辦法,因此在焊接過程中應采取分段焊接來減少焊件變形及焊縫應力,達到減少焊接裂紋的產生。
3 層間坡口未熔合產生的原因及預防措施
3.1 層間坡口未熔合產生的原因
本公司制造60000m2/h的其中一套低壓塔,該產品筒體板材厚度28mm,采用雙人雙面鎢極氬弧焊打底(TIG),MZ-1000焊機改裝的熔化極氬氣保護焊(MIG)蓋面,要求焊后縱、環(huán)縫100%RT、II級合格,結果顯示一次合格率僅為90%,與本公司質量目標95%相差5個百分點,其中一條環(huán)焊縫一次焊接合格率僅為50%,據同行業(yè)及以往經驗,焊接參數無疑異,決定從焊接過程開始著手解決,經過一個星期的反復試驗,終于找到原因,問題得以解決。重新正常焊接后,一次焊接合格率達到97%,得以解決。具體原因分析如下。
(1)本公司14mm以下的鋁鎂合金均采用采用雙人雙面鎢極氬弧焊焊接,一次合格率都在97%以上,所以排除打底焊層間未熔合的可能。
(2)用一塊28mm厚的5083板材,按低壓塔的焊接工藝開制坡口,同樣的電流、電壓以及焊接速度進行焊接,只是打底焊和蓋面焊均采用MIG焊接,焊接完畢后RT檢測為I級片,所以MIG焊造成的坡口未熔合也能排除。
(3)經過前面兩項的排除,產生坡口未熔的原因只能是打底焊與蓋面焊之間產生未熔合,經觀察后發(fā)現,雙人雙面TIG焊接完成后,焊縫中心呈“凸”形,見圖片2,,導致焊縫邊緣與坡口形成焊接死角,當采用MIG焊蓋面時未能將靠近坡口邊緣的死角處熔開,形成層間坡口未熔合。層間坡口未熔合見圖3。

圖2 焊縫呈凸形導致焊接死角
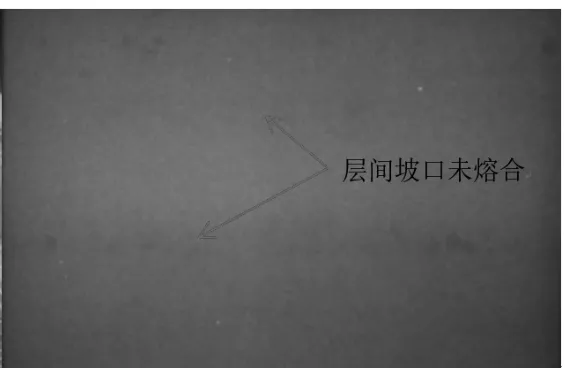
圖3 28mm厚鎂鋁合金層間未熔合
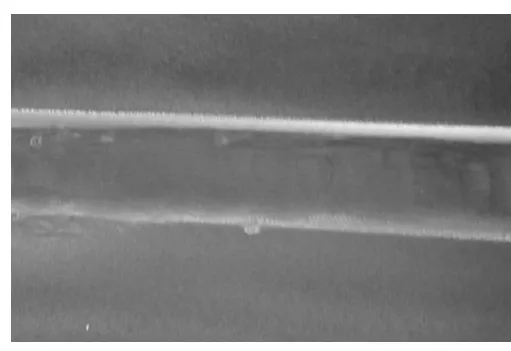
圖4 將TIG焊縫中心的的凸起部分用機械方法去除,讓焊縫呈凹形
圖5 MIG焊焊接氣孔
3.2 層間坡口未熔合的預防措施
經過上文的原因分析,只要讓打底TIG焊縫邊緣與坡口處無死角,就應該能解決此缺陷,所以當雙人雙面TIG焊接完成后,將原來焊縫中心呈“凸”形的部分用機械方法去除,至少保證焊縫及焊縫邊緣等熔敷金屬厚度,最好是使焊縫中心的熔敷金屬厚度略低于焊縫邊緣地方的熔敷金屬厚度,讓其變?yōu)椤鞍肌毙我妶D4,這樣就能避免焊接死角,從而解決層間坡口未熔合的問題。果不其然,重新按原工藝參數正常焊接,一次焊接合格率高于公司質量目標。
4 鋁鎂合金焊接氣孔產生的原因及預防措施
4.1 鋁鎂合金焊接氣孔產生的原因
焊接時熔池中的氣體在凝固前不能及時逸處而留下來形成的空穴稱為氣孔見圖5,鋁鎂合金的氣孔多數為氫氣孔,鋁鎂合金的導熱系數大,焊縫熔池冷卻快,不利于氣泡的逸出,這是焊接產生氣孔的主要原因。
焊縫中的氣孔易引起焊縫應力集中從而產生裂紋,圖一的裂紋就是因為焊接氣孔導致的,氣孔還會破壞焊縫金屬的致密性,減小焊縫有效截面積;過大的氣孔還會使焊縫的力學性能降低,尤其是焊縫的彎曲強度和沖擊韌性,而空分塔器在低溫環(huán)境運行中往往恰恰需要一定的韌性及剛性。因此標準NB/T47013對氣孔也有明確要求。
鋁鎂合金焊接過程中氣孔是最容易出現的焊接缺陷,想要完全杜絕焊接氣孔很困難,但是良好的焊接習慣、合理的焊接工藝能有效的減少氣孔的產生。氣孔產生的原因有外部原因和內在原因,外在原因主要是操作、環(huán)境方面的因素,內在原因主要是材料、位置方面本身造成的結果。
(1)外部原因:焊接環(huán)境濕度過大導致的氣孔、焊接保護不當導致的氣孔、油污、灰塵、臟污導致的氣孔、操作不當導致的氣孔等因素。
(2)內部原因:焊絲含氫量高導致的氣孔、材料方面導致的氣孔、焊接時操作位置導致的氣孔。
4.2 鋁鎂合金焊接氣孔的預防措施
(1)外部原因導致焊接氣孔的預防措施
①焊接濕度不能超過80%,這一點JB/T4734也有明確的要求,尤其南方的梅雨季節(jié),鋁鎂合金焊材無法保溫,所以領用采取多次少領的辦法。
②焊接前需對焊縫進行100~150℃的預熱,尤其當MIG焊蓋面過程中,焊工需實時控制好溫度;
③MIG焊接時盡可能不間斷的焊接完成整條焊縫,避免多的焊接接頭,鋁鎂合金產生的氣孔、裂紋大多數是在起弧及收弧地方,另外MIG焊時前,焊工需檢查焊縫兩側清理情況、焊絲是否充足、氬氣是否足夠等因素。
④氬氣純度必須達到99.99%,最好采用“杜瓦罐”盛裝的液體氬氣。
(2)內部原因導致焊接氣孔的預防措施
①因為鋁鎂合金的焊接氣孔主要是氫氣孔,所以本公司采購焊接材料時要求廠家按批次進行含氫量檢測,避免材料含氫量高導致的氣孔。
②鋁鎂合金焊接時盡量減少橫焊,因為橫焊會使焊縫上半端氬氣保護不夠,導致氣孔產生。
5 結語
本公司的18~30mm厚的鋁鎂合金,均采用TIG打底,MIG蓋面的焊接方式,目前焊縫一次合格率在95%以上。鋁鎂合金焊接缺陷的影響因素很多,厚板焊接時,應注意每一個細節(jié),從原材料的控制、焊前清理、層間清理、預熱溫度、機器設備、氬體純度等每一個環(huán)節(jié)都不能馬虎,尤其是TIG焊打底結束后MIG蓋面前的層間修磨尤其重要,只有將每一個細節(jié)抓好,才能有效的預防、減少焊接缺陷的產生。
[1]李會.《鋁合金MIG焊常見焊接缺陷分析及預防措施》
[2]李明奎.《接缺陷對結構的影響及其防治措施》
[3]周萬勝,姚君山.《鋁及鋁合金的焊接》
[4]蔣百靈,李均明.鋁鎂合金微弧氧化處理技術的工程應用[J],新技術新工藝,2009年02期.
猜你喜歡
今日農業(yè)(2022年4期)2022-11-16 19:42:02
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
河北果樹(2020年2期)2020-01-09 11:15:07
建材發(fā)展導向(2019年5期)2019-09-09 09:21:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02