高效節(jié)能蓄熱式鋼包烘烤技術(shù)在湘鋼的應(yīng)用
2018-03-01 03:44:12鄧曉湖林建湘毛葉平李茲煥代朝永
冶金動(dòng)力 2018年3期
關(guān)鍵詞:煙氣
鄧曉湖,沈 毅,林建湘,毛葉平,李茲煥,代朝永
(湖南華菱節(jié)能環(huán)保科技有限公司,湖南長(zhǎng)沙 410007)
前言
鋼包作為盛儲(chǔ)鋼水的容器,也是精練設(shè)備的組成部分,擔(dān)負(fù)著盛接、精練和鋼水運(yùn)輸?shù)榷嘀厝蝿?wù),隨著我國鋼鐵行業(yè)的不斷發(fā)展,產(chǎn)品質(zhì)量和生產(chǎn)成本已成為鋼企發(fā)展的核心[1-2]。由于煉鋼過程中鋼包、中間包的烘烤質(zhì)量對(duì)鋼水溫度有著顯著的影響,甚至可能影響連鑄的穩(wěn)定生產(chǎn),因此對(duì)鋼包、中間包的烘烤溫度和能耗也提出了更高的要求[3]。高效節(jié)能蓄熱式鋼包烘烤技術(shù)可以快速提高鋼包的烘烤溫度,改善鋼包烘烤效果,并降低鋼水在周轉(zhuǎn)過程中的溫降,可實(shí)現(xiàn)穩(wěn)定生產(chǎn)、節(jié)能降耗和改善鋼水質(zhì)量的目的[4]。
1 蓄熱式HTAC的原理和組成
HTAC技術(shù)的原理如圖1所示,2個(gè)對(duì)應(yīng)的蓄熱室及其中的蓄熱體、2個(gè)蓄熱式燒嘴和相關(guān)控制系統(tǒng)組成了一個(gè)基本的蓄熱式燃燒系統(tǒng)單元。當(dāng)燒嘴A工作時(shí),另一側(cè)的燒嘴B及其蓄熱室則為排煙通道,煙氣帶出的熱量在經(jīng)過燒嘴B同側(cè)蓄熱體時(shí)留在了蓄熱室中;一定時(shí)間后切換換向閥,這時(shí)燒嘴B工作,燒嘴A及同側(cè)蓄熱體則充當(dāng)排煙通道,2個(gè)燒嘴就這樣交替工作。當(dāng)熱煙氣流經(jīng)A、B兩側(cè)的蓄熱室時(shí),熱量會(huì)留在蓄熱室中,常溫空氣流經(jīng)A、B兩側(cè)的蓄熱室時(shí),被煙氣留在蓄熱室中的熱量預(yù)熱,然后流至爐膛燃燒。經(jīng)過不斷的切換,燒嘴A、B不斷的交替工作,蓄熱體被不斷地加熱和冷卻,最終空氣能被預(yù)熱到900~1000℃左右,而廢煙氣的溫度能降低到150~200℃左右。這項(xiàng)技術(shù)能很好地利用熱煙氣的物理顯熱來預(yù)熱空氣,大大地提高了煙氣熱量的回收利用率[5]。
2 現(xiàn)狀分析

圖1 蓄熱式HTAC節(jié)能高效鋼包烘烤裝置原理及設(shè)備圖

表1 4臺(tái)烤包器改造前小時(shí)煤氣耗量表
湘鋼某分廠鋼包烘烤器是2005年投產(chǎn)使用的,為換熱式烘烤器,但由于使用年限較長(zhǎng),設(shè)備陳舊,已基本不具備換熱功能,浪費(fèi)大量的能源(混合煤氣),烘烤時(shí)間長(zhǎng),并且達(dá)不到理想的鋼包烘烤效果。現(xiàn)湘鋼提出轉(zhuǎn)爐煤氣需就地使用,解決轉(zhuǎn)爐煤氣放散問題。由于轉(zhuǎn)爐煤氣相較原混合煤氣熱值較低,原有鋼包烘烤器無法使用轉(zhuǎn)爐煤氣達(dá)到鋼包烘烤溫度及時(shí)間要求。
現(xiàn)對(duì) 1#、2#、4#、5#共 4 臺(tái)臥式烤包器進(jìn)行新型烘烤器改造,4臺(tái)烤包器改造前煤氣耗量如表1,通過表1計(jì)算可知平均耗量990 m3/h。
3 技術(shù)改造思路和方案
對(duì)上述4臺(tái)臥式鋼包烘烤器采用蓄熱式高溫空氣燃燒技術(shù)進(jìn)行改造,可以極限回收高溫?zé)煔庥酂幔瑢?shí)行助燃空氣與燃?xì)獾母邷仡A(yù)熱。改造后空氣預(yù)熱溫度升高到1000℃,燃?xì)忸A(yù)熱到400℃,改造前后均采用1.02的過剩空氣系數(shù),通過計(jì)算,而改造后的鋼包烘烤器熱效率提高了30%。
該改造主體涉及的系統(tǒng)主要由供風(fēng)系統(tǒng)、煤氣系統(tǒng)、燃燒蓄熱系統(tǒng)以及控制系統(tǒng)組成,各子系統(tǒng)突出部件主要如下:
(1)高頻空煤氣換向閥:本次改造項(xiàng)目采用耐高溫自動(dòng)補(bǔ)償式換向閥,同一驅(qū)動(dòng)軸驅(qū)動(dòng)的,因此在換向的時(shí)候能夠確保空燃?xì)馔瑫r(shí)到達(dá)同一蓄熱式燒嘴,在旋轉(zhuǎn)的任意瞬間,換向閥內(nèi)的兩種介質(zhì)空燃?xì)馐欠珠_的,防止產(chǎn)生暴燃現(xiàn)象,切換動(dòng)作時(shí)間0.5 s。
(2)陶瓷蓄熱體:蓄熱式燒嘴使用的蓄熱體為陶瓷蜂窩體,流通面積大70%、熱態(tài)阻損20 mmH2O;滿足15 s換向周期的傳熱要求,蓄熱體采用蜂窩體,壁厚為0.6 mm。
(3)燃?xì)夤苈凡季郑喝細(xì)馔ǖ乐糜诜涓C蓄熱體中間,它能吸收蜂窩蓄熱體中的多余熱量,將其傳給燃?xì)鈱?duì)燃?xì)庑纬深A(yù)熱,從而平衡煙氣當(dāng)量保證熱量的充分利用,一方面減小煙氣當(dāng)量的不平衡量,降低了排煙溫度,另一方面也提高了燃燒效率,節(jié)約了能源。
(4)控制系統(tǒng):系統(tǒng)采用PLC進(jìn)行控制,實(shí)現(xiàn)蓄熱換向控制、自動(dòng)點(diǎn)火和火焰監(jiān)測(cè)控制、手動(dòng)/自動(dòng)烘烤控制、安全聯(lián)鎖報(bào)警系統(tǒng)、保溫控制等。
4 改造后節(jié)能效果及問題分析
4.1 改造后節(jié)能效果
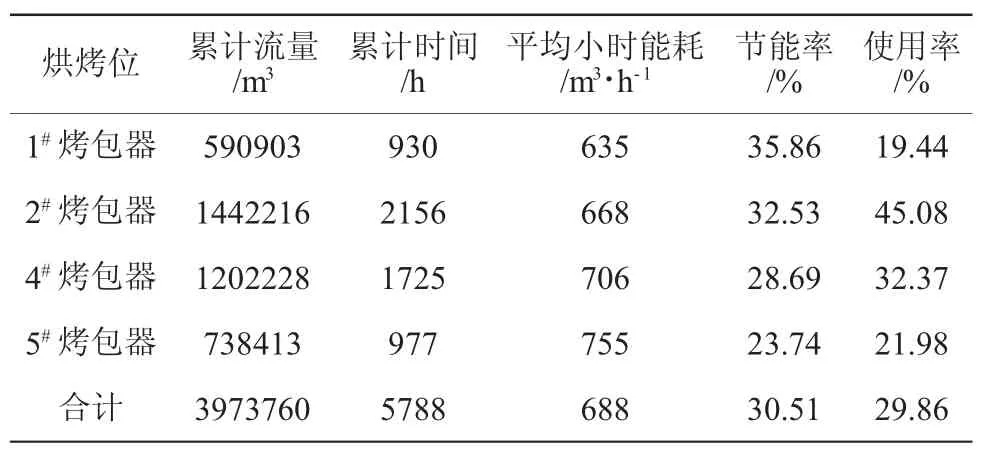
表2 4臺(tái)烤包器改造后小時(shí)煤氣耗量及節(jié)能率表
由以上數(shù)據(jù)可以看出4臺(tái)烤包器自投用到累計(jì)時(shí)間為止平均節(jié)能率為30.51%,其中1#、2#烤包器節(jié)能率均超過30%,而5#烤包器節(jié)能率只有23.74%。

表3 鋼包烘烤數(shù)據(jù)分析表
4.2 問題分析
(1)相對(duì)其他烘烤器5#烘烤器節(jié)能率較低。根據(jù)數(shù)據(jù)庫各烘烤器數(shù)據(jù)分析,5#節(jié)能率節(jié)遠(yuǎn)低于其他烘烤器,手動(dòng)烘烤次數(shù)也遠(yuǎn)多于其他烘烤器,現(xiàn)場(chǎng)分析后得出主要原因是5#烘烤器臺(tái)車電機(jī)有問題,導(dǎo)致小車打滑,操作人員無法簡(jiǎn)單操作將包蓋與鋼包扣嚴(yán),熱量逸散嚴(yán)重,導(dǎo)致鋼包烘烤流量升高,同時(shí)因烘烤速度減慢,促使操作人員使用手動(dòng)進(jìn)行烘烤,能源浪費(fèi)比較嚴(yán)重,從而影響節(jié)能率。
(2)改造初期,點(diǎn)火槍堵塞較為頻繁,導(dǎo)致熄火報(bào)警。現(xiàn)場(chǎng)對(duì)點(diǎn)火槍拆卸并檢查發(fā)現(xiàn),管道堵塞物均為煤氣焦油及其他雜質(zhì),分析原因?yàn)橐蛎簹廨^臟,導(dǎo)致點(diǎn)火槍堵塞。根據(jù)現(xiàn)場(chǎng)煤氣條件及壓力情況,對(duì)點(diǎn)火槍內(nèi)部結(jié)構(gòu)進(jìn)行改進(jìn),改進(jìn)后的點(diǎn)火槍穩(wěn)定使用半年未出現(xiàn)堵塞現(xiàn)象。
(3)設(shè)備運(yùn)行半年后,煤氣切斷閥出現(xiàn)關(guān)不死狀態(tài)。拆閥檢查維護(hù)發(fā)現(xiàn),現(xiàn)場(chǎng)閥板鍍鉻層嚴(yán)重腐蝕,積垢較為嚴(yán)重,導(dǎo)致閥座密封圈磨損嚴(yán)重。分析為煤氣雜質(zhì)較多,腐蝕性較強(qiáng),同時(shí)閥門水平低位安裝導(dǎo)致閥門腐蝕嚴(yán)重。做出修改方案,重新制作閥體及閥板,使用耐腐蝕SUS630,更加耐腐蝕。同時(shí)改變安裝方式,更換為豎直安裝,減少腐蝕。
(4)設(shè)備包蓋密封不嚴(yán),導(dǎo)致節(jié)能率下降,以及臺(tái)車車輪因溫度過高彎曲。現(xiàn)場(chǎng)特別是預(yù)備包包沿鋼渣較多,導(dǎo)致包蓋密封不嚴(yán),能量逸散嚴(yán)重,環(huán)境溫度較高。根據(jù)現(xiàn)場(chǎng)情況修改包蓋方案,通過機(jī)械手段防止因鋼渣較多導(dǎo)致的包蓋密封不嚴(yán)。
5 結(jié)論
(1)與改造前烤包系統(tǒng)相比,新型節(jié)能蓄熱高溫燃燒技術(shù)的烤包系統(tǒng)可實(shí)現(xiàn)轉(zhuǎn)爐煤氣就地消納,且節(jié)氣率平均30%左右,達(dá)到鋼包烘烤的先進(jìn)水平。
(2)新型烤包系統(tǒng)加熱鋼包速度快且均勻,鋼包升溫曲線平穩(wěn)規(guī)律,在線鋼包溫度達(dá)到1100℃,火焰直達(dá)包底,火焰剛性充足,縮短鋼包平均烘烤時(shí)間至4 h左右。
(3)原鋼包烘烤器煤氣能耗990 m3/h,作業(yè)率50%。烘烤器技術(shù)升級(jí)后,節(jié)約煤氣率約30%,全年可節(jié)約混合煤氣520萬m3,折合年發(fā)電效益約為380萬元,節(jié)能效果顯著。
[1]田旺遠(yuǎn).蓄熱式烤包器的研制與應(yīng)用[J].冶金動(dòng)力,2012(6):91-92.
[2]康建國,候志昌.高效節(jié)能烘烤技術(shù)在寶鋼鋼包及中間包的應(yīng)用[J]. 寶鋼技術(shù),2016(5):50-54.
[3]溫德智,歐儉平.蓄熱式鋼包烘烤技術(shù)在漣鋼的應(yīng)用[J].湖南冶金,2005,33(4):25-28.
[4]賈城,閆振武,藺云志.蓄熱式燃燒技術(shù)在煉鋼廠烤包器上的應(yīng)用[J].煉鋼,2008,24(1):51-52.
[5] 李淑芬. 鋼包烘烤裝置的發(fā)展[J].冶金能源,2003,22(3):37-39.
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:28
應(yīng)用能源技術(shù)(2020年11期)2021-01-26 00:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測(cè)控技術(shù)(2018年2期)2018-12-09 09:00:52
電子測(cè)試(2018年1期)2018-04-18 11:52:15
當(dāng)代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年3期)2016-01-22 07:28:16
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
有色金屬設(shè)計(jì)(2014年4期)2014-03-11 19:43:12