異種鋁合金攪拌摩擦焊的流動行為及補焊對焊核區組織性能的影響
2018-02-27 00:44:28陳雨,丁樺
材料與冶金學報 2018年4期
陳 雨,丁 樺
(1.東北大學 機械工程與自動化學院,沈陽 110819;2.東北大學 材料科學與工程學院,沈陽 110819)
自1991年問世以來,攪拌摩擦焊(Friction stir welding,FSW)技術顯示出了巨大的應用價值和發展潛力,目前已廣泛應用于有色金屬(鋁合金、鎂合金、銅合金等)焊接[1-4].一般而言,焊接構件各部分所承受的載荷及外部環境并不一致,對材料性能的要求也不盡相同,應用異種材料焊接構件可最大限度地發揮材料各自的優點.異種鋁合金焊接接頭憑借其較高的比強度,被廣泛應用于航空、船舶和汽車行業[5].采用傳統熔焊方法進行異種鋁合金焊接時,由于材料的焊接特性存在差異,接頭容易產生氣孔、裂紋等缺陷,降低接頭質量[6].攪拌摩擦焊作為固相連接技術,可以在很大程度上避免傳統熔焊由于焊材熔化所帶來的冶金問題[7],降低異種鋁合金的連接難度.
然而,由于焊接特性差異明顯,異種鋁合金的焊接工藝窗口較窄,工藝參數選取不當將引發焊接缺陷,降低焊接質量.攪拌摩擦補焊,類似于原位復合攪拌摩擦加工,即在原焊接位置,采用相同的工藝參數進行二次焊接,通過復合焊接實現接頭缺陷的修復[8].在補焊的過程中,接頭組織會承受二次機械攪拌和熱作用,可能會對接頭的組織性能造成影響.EI-Rayes等人利用攪拌摩擦加工技術對6082-T6鋁合金進行了三道次的原位復合加工[9],結果表明,后續的加工會導致攪拌區晶粒粗化,降低攪拌區的力學性能.而Brown等人在對7050-T451鋁合金多道次攪拌摩擦加工的研究中發現[10],后續加工可以提升材料的性能,但不會對攪拌區的微觀組織造成顯著影響.Chen等人的研究表明[11],后續道次的原位攪拌摩擦加工不會對硬化態5083鋁合金的組織性能產生影響.綜上可知,有關攪拌摩擦補焊/原位復合攪拌摩擦加工影響規律的研究成果仍存在分歧,同時,有關后續補焊對異種鋁合金焊接接頭影響的研究尚未見報道.因此,研究異種金屬的補焊將有利于填補該領域的空白,同時可以對補焊/原位復合加工的作用進一步評估,具有重要的科研價值.
本研究選取7B04和5083鋁合金作為研究對象,通過改變7B04鋁合金的熱處理狀態制備三種不同的異種鋁合金焊接接頭,并采用攪拌摩擦補焊對異種鋁合金接頭進行二次焊接,研究補焊對接頭組織性能演變的作用規律,旨在為攪拌摩擦補焊的工業化推廣提供有價值的依據.
1 實驗材料及方法
實驗選用2 mm厚退火態5083鋁合金和不同初始狀態的7B04鋁合金板材進行攪拌摩擦焊(對接焊).攪拌頭的制作材料為H13鋼,軸肩直徑為10 mm,配合M4錐形攪拌針.采用固定的工藝參數進行焊接,旋轉速度為600 r/min,焊接速度為150 mm/min,攪拌頭下壓量約為0.25 mm,攪拌傾角為2.5°,攪拌頭逆時針旋轉.兩種材料的名義成分如表1所示.

表1 實驗用7B04和5083鋁合金名義成分(質量分數)Table 1 Nominal chemical composition of tested Al-7B04 and Al-5083 (mass fraction) %
在焊接之前,先對7B04鋁合金進行熱處理,改變其初始狀態,以調節7B04鋁合金與5083鋁合金的性能差異,具體的熱處理工藝和命名方法如表2所示[12].焊接過程中,將5083鋁合金固定在前進側,7B04鋁合金置于后退側.焊接接頭采用前進側金屬-后退側金屬的方式命名,例如5083-7B04(AA)表示試樣為5083鋁合金與7B04(AA)鋁合金的異種焊接接頭.在焊接結束后,利用相同的焊接參數,對獲得的焊接接頭再進行一次攪拌摩擦補焊,并對補焊前后焊核區的微觀組織和力學性能進行對比檢測,分析攪拌摩擦補焊對異種焊接接頭的微觀組織和力學性能的影響.

表2 7B04鋁合金的熱處理工藝及命名方式Table 2 The schedule of heat treatment and the corresponding designated form for Al-7B04
組織檢測包括金相和透射電鏡觀察,金相樣品在機械拋光后利用Keller試劑腐蝕,利用Olympus DSX-500光學顯微鏡觀察樣品.在-30 ℃的條件下對透射樣品進行電解雙噴,并利用Tecnai G220透射電子顯微鏡進行觀察.采用室溫拉伸對接頭性能進行表征,拉伸樣品同時包含焊核區、熱機械影響區、熱影響區和母材區組織,拉伸初始應變速率為1×10-3s-1.
2 實驗結果及分析
2.1 母材的微觀形貌
圖1為不同鋁合金母材的金相照片,5083鋁合金的組織在退火過程中發生了再結晶現象,組織內部可以觀察到粗大的等軸晶,但由于再結晶進行得并不充分,仍能觀察到受軋制作用而拉長的晶粒組織(圖1a).三種7B04鋁合金母材的晶粒均呈現典型的軋制纖維狀組織.在晶粒尺寸上,7B04(AA)和7B04(NA)鋁合金比較接近(圖1b和1c),而7B04(O)鋁合金的晶粒更加粗大(圖1d),這是因為在O狀態下試樣需要隨爐進行緩慢冷卻,組織在高溫下停留的時間較長,晶粒發生了粗化長大的現象[12].
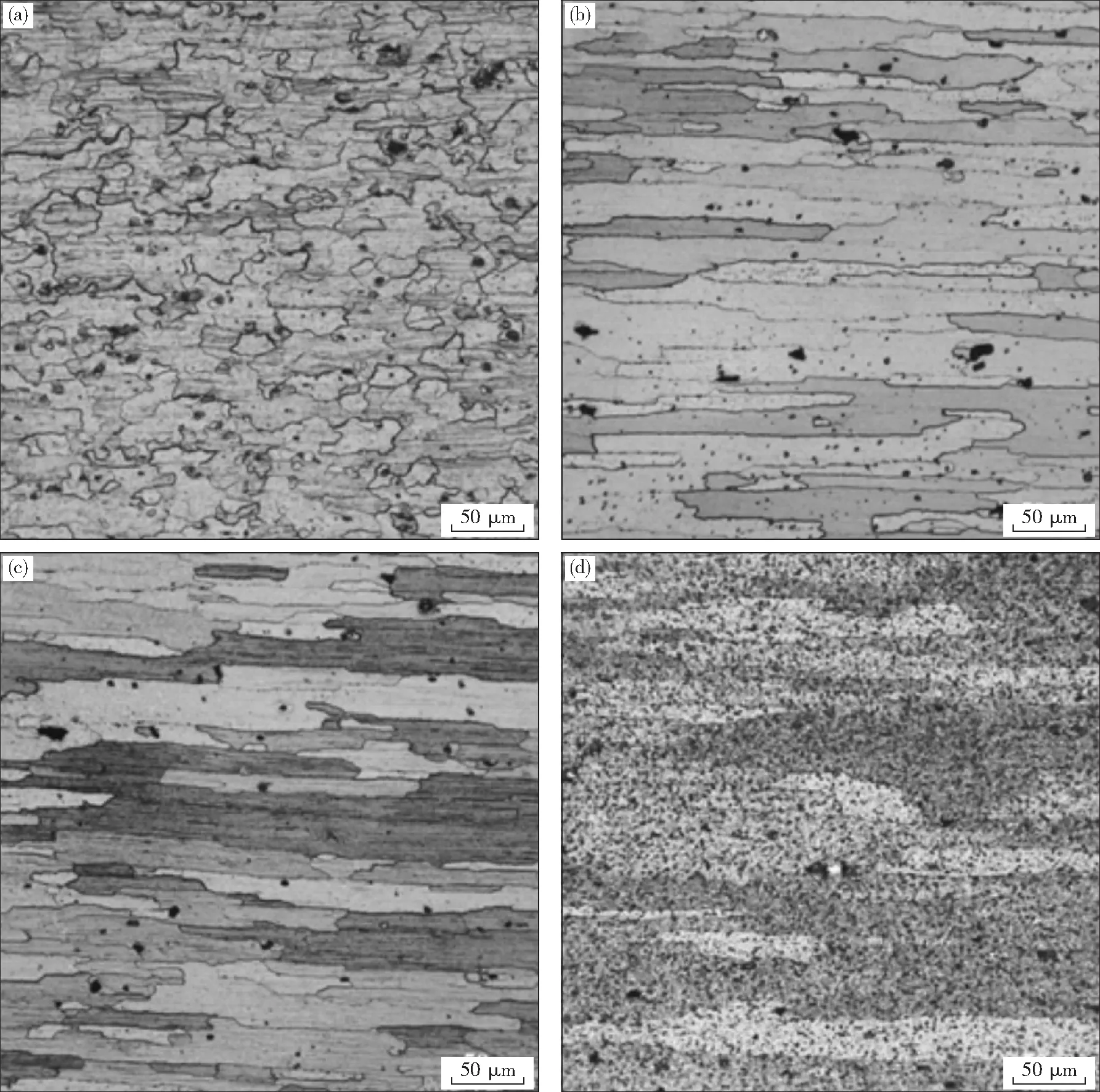
圖1 母材的金相組織照片Fig.1 Microstructures of base metal (OM) (a)—5083鋁合金; (b)—7B04(AA)鋁合金; (c)—7B04(NA)鋁合金; (d)—7B04(O)鋁合金
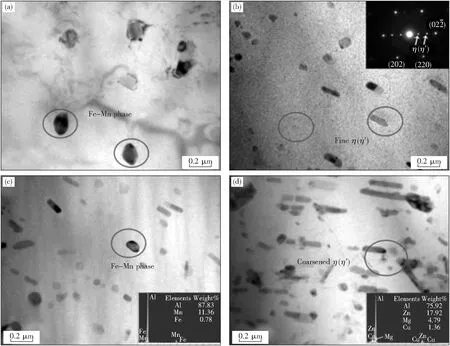
圖2 母材的透射電鏡照片Fig.2 Transmission electron microscopic (TEM) micrograph of base metal (a)—5083鋁合金; (b)—7B04(AA)鋁合金; (c)—7B04(NA)鋁合金; (d)—7B04(O)鋁合金
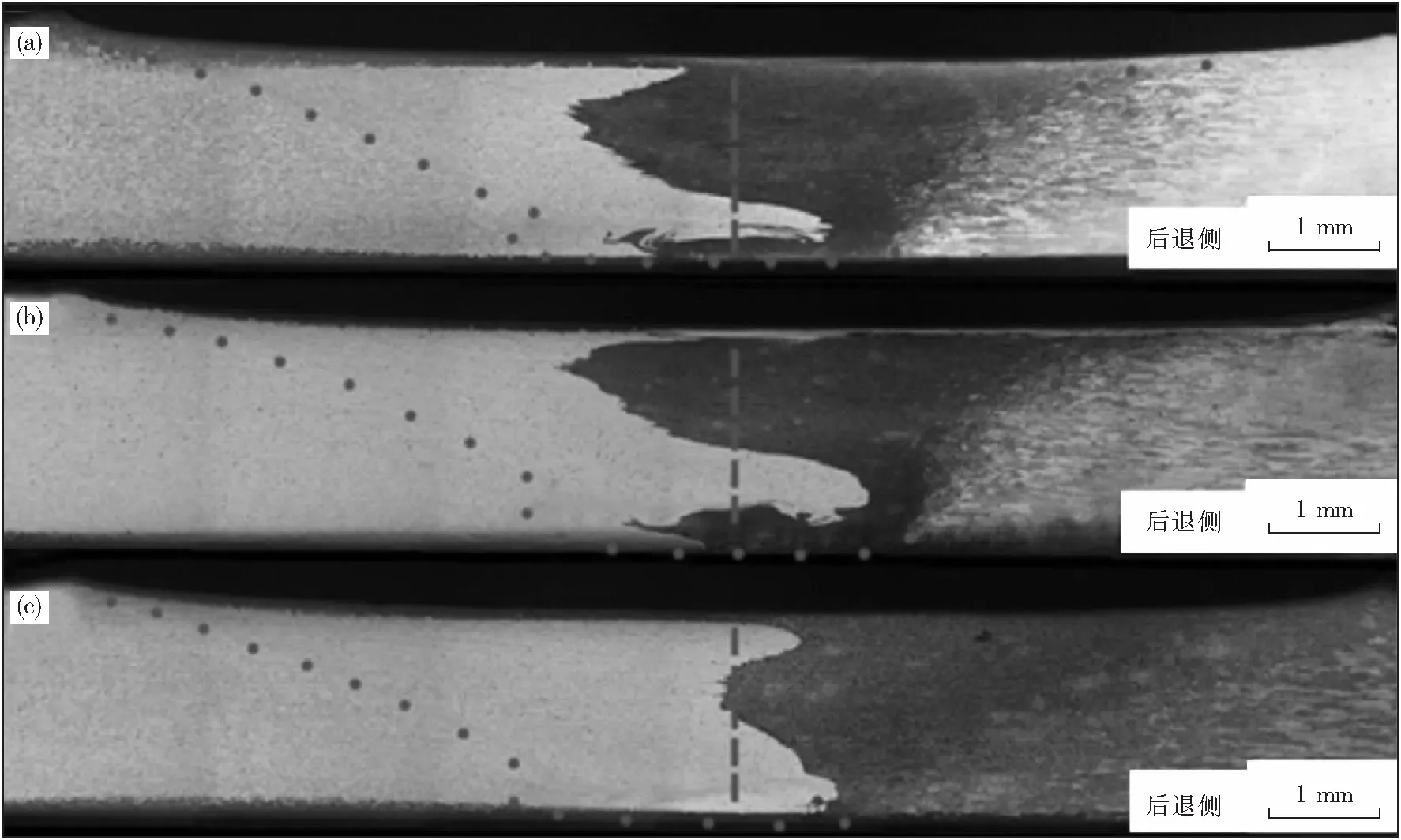
圖3 攪拌摩擦焊接頭橫截面低倍金相組織照片[12]Fig.3 Low-magnification OM of transversal cross-section of FSW joints[12](a)—5083-7B04(AA); (b)—5083-7B04(NA); (c)—5083-7B04(O)
圖2為不同鋁合金母材的透射電鏡形貌.5083鋁合金的基體內部只存在尺寸在100~200 nm 之間的第二相粒子(圖2a).而由于采用了不同的熱處理工藝,7B04鋁合金內部組織的差異性較大.采用人工時效處理的7B04(AA)鋁合金的基體內部均勻分布著細小的沉淀強化相η(η′) (圖2b),對于7B04(NA)試樣,其基體內部未觀測到析出相η(η′)(圖2c),其強化相主要為更加細小且與基體呈共格關系的GP區[12].在7B04(AA)和7B04(NA)鋁合金的基體內均存在著Fe-Mn粒子,相比之下,7B04(O)基體內部的η(η′) 粗大,且數量較多(圖2d).
2.2 接頭宏觀形貌及金屬流動分析
圖3為不同攪拌摩擦焊接頭橫截面的低倍金相照片,位于5083鋁合金一側的組織顏色較淺,而7B04鋁合金一側的組織顏色較深.觀察發現,有部分5083(或7B04)側的金屬穿過焊縫中線流入7B04(或5083)金屬的一側.對比可知,各接頭位于前進側的5083鋁合金穿過焊縫中線流入7B04鋁合金區域的數量是不同的,其中5083-7B04(O)接頭的流入量最大,5083-7B04(NA)次之,而5083-7B04(AA)最小.通過對比5083鋁合金與不同初始狀態的7B04鋁合金的力學性能(表3)可知,5083金屬的流入量隨著7B04鋁合金強度的降低而增加,即后退側金屬的強度越低,前進側的金屬越容易流入后退側.
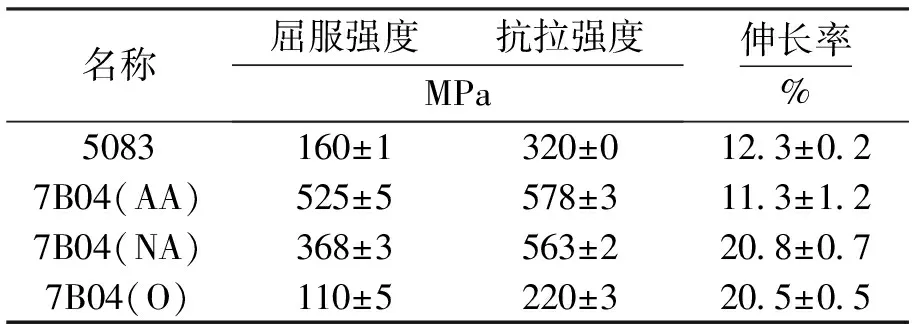
表3 5083和7B04鋁合金的拉伸性能[12]Table 3 Tensile properties of 5083 and 7B04 aluminum alloys[12]
由于攪拌頭的旋轉,焊縫兩側金屬的受力狀態是不同的,這導致焊縫兩側金屬在流動方式上存在差異,流動示意圖如圖4a所示.在前進側,靠近攪拌針的A區域金屬會受到攪拌針的剪切作用,并繞著攪拌針逆時針移動,最終沉積于攪拌針后方.而遠離攪拌針的B區域金屬則沿著前進側向后方流動;在后退側,金屬的流動只有一個方向,向攪拌針后方流動;其中接近攪拌針的A′區域金屬會隨著攪拌針旋轉運動;如果攪拌作用較強,此部分金屬會繞過攪拌針流入前進側.而B′區域的金屬會沿著后退側流向攪拌針后方,A′,B′和B區域的金屬會去填補攪拌針后方的金屬空腔.A和A′區域的金屬能否隨攪拌針進行旋轉運動,主要由攪拌針所提供的剪切力來決定,剪切力可近似表達為τ=μP,其中μ為摩擦因數,P為金屬受到的擠壓力[13].當攪拌針所提供的剪切力τ大于金屬的剪切強度時,金屬就會在剪切力的作用下隨攪拌針一同旋轉運動;此種流動方式為剪切流動方式.而當剪切力τ小于金屬的剪切強度時,金屬將不再隨攪拌針旋轉,而是以塑性流動的方式滑離攪拌針,并采用與B和B′區域金屬一樣的方式,沿著前進側或后退側向攪拌針的后方流動,將此流動方式稱為滑動流動方式.

圖4 攪拌摩擦焊過程中金屬的流動情況Fig.4 The material flow during FSW (a)—剪切流動; (b)—滑動流動
對于 5083-7B04(AA) 和 5083-7B04(NA) 接頭,相比于處在后退側的 7B04(AA) 和 7B04(NA) 鋁合金,5083鋁合金的剪切強度較低.同時,由于5083鋁合金處于變形更為劇烈的前進側,因此在焊接過程中,5083鋁合金一側的A區域金屬更容易實現剪切流動,并繞過攪拌針向后退側轉移.而 7B04(AA) 和 7B04(AA) 鋁合金由于剪切強度較高,A′區域金屬傾向于以滑動的方式向攪拌針后方移動,如圖4b所示.當5083鋁合金隨著攪拌針繞過焊核區中線后,金屬的運動方向將與其受到的剪切力的方向一致,均指向攪拌針后方,流動速度較快;而處于A′區域的7B04鋁合金由于流動方向與攪拌針的移動方向相反,其流動的速度相對較慢.因為存在速度差,進入后退側的5083鋁合金將推著7B04鋁合金運動.由于焊接過程所選用的參數相同,因此前進側5083鋁合金在流動過程中對7B04鋁合金產生的推力是固定的.當后退側金屬強度增加時,金屬的塑性流動變得困難,只有給予其更大的推力才能使金屬繼續流動.當推力不足時,將導致前進側金屬的流動受阻,使其不能充分流入后退側.相比于 7B04(NA) 鋁合金,7B04(AA) 鋁合金的強度更高,從而減少了 5083-7B04(AA) 接頭內前進側5083鋁合金流入后退側的數量.對于5083-7B04(O) 接頭,由于 7B04(O) 鋁合金的原始性能較低,因此在焊接過程中,7B04(O) 鋁合金會與5083鋁合金一樣發生剪切流動(圖4a),并隨著攪拌針向后方運動,降低了推動 7B04(O) 鋁合金流動所需的力;此外,部分 7B04(O) 鋁合金會在剪切力的作用下流出焊核區,進一步促進前進側5083鋁合金流入后退側.因此,相比于 5083-7B04(AA) 和 5083-7B04(NA) 接頭,在 5083-7B04(O) 接頭中有更多的5083鋁合金流入了后退側.
圖5為經過攪拌摩擦補焊后的異種焊接接頭的宏觀組織照片.各試樣焊核區的形狀并沒有由于補焊而發生變化;但在焊核區的內部,兩種材料的混合狀態發生了改變.對于5083- 7B04(AA) 和5083- 7B04(NA) 接頭,兩種材料的混合更加充分,5083和7B04鋁合金均穿過焊縫中線流到了更遠的位置.但兩種金屬在焊核區內各自的占比并未發生明顯變化.這說明,在后續的補焊過程中,7B04鋁合金仍然保持著焊接時滑動流動的方式,并未出現7B04鋁合金流出焊核區的情況.而對于5083-7B04(O)接頭,除了兩種金屬的混合進一步加劇外,焊核區內7B04鋁合金的占比也增加了;這說明在補焊過程中,7B04鋁合金的流動方式發生了改變,由焊接時的剪切流動轉變為滑動流動,有更多的7B04鋁合金去填補攪拌針后方的空腔,從而增加了其在焊核區內所占的比例.
2.3 焊核區的微觀形貌
圖6顯示了 5083-7B04(AA) 接頭焊核區內5083鋁合金在攪拌摩擦補焊前后的微觀組織.與母材相比,焊接后5083鋁合金的焊核區組織明顯細化,平均晶粒尺寸約為2 μm,而第二相粒子由于熱穩定性較高,其尺寸形貌未發生明顯變化(圖6a和6c).補焊并未引起焊核區內5083鋁合金組織明顯的變化(圖6b和6d),這是由于補焊采用了與前道焊接工序相同的工藝參數,焊接過程中,當焊核區組織發生充分的動態再結晶時,其最終晶粒尺寸受到焊接參數的影響[14-15],采用相同的焊接參數將會得到相近的晶粒組織.此外,5083鋁合金基體內的第二相粒子穩定性較高,補焊過程難以對其產生影響;因此,后續的補焊未明顯改變異種焊接頭5083鋁合金部分的微觀組織[11].
圖7a-c為異種焊接接頭位于7B04鋁合金一側的焊核區微觀組織形貌,三種試樣的晶粒平均尺寸均在1.5~2.5 μm之間.7B04(AA)和7B04(NA)試樣基體內原始的沉淀強化相GP區和η(η′)由于不穩定發生了回溶,而7B04(O)試樣內,原始沉淀相尺寸粗大,回溶的速率較低,絕大多數的沉淀強化相均得以保留(如圖7d-f)[12].
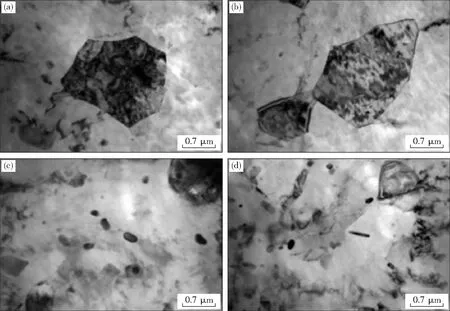
圖6 補焊前后5083鋁合金側焊核區晶粒和第二相粒子形貌 Fig.6 The morphology of grains and second phase particles in the nugget zone of Al-5083 before and after repair-welding 補焊前:(a)—晶粒; (c)—第二相粒子形貌; 補焊后:(b)—晶粒; (d)—第二相粒子形貌
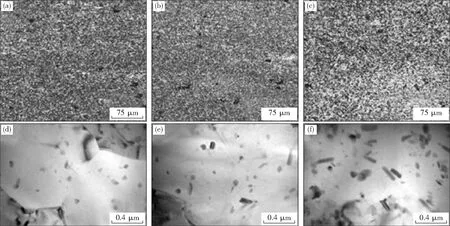
圖7 攪拌摩擦補焊前7B04鋁合金側焊核區晶粒和第二相粒子形貌[12]Fig.7 The morphology of grains and second phase particles in the nugget zone of Al-7B04 before repair-welding[12] 晶粒形貌(a)—5083-7B04(AA); (b)—5083-7B04(NA); (c)—5083-7B04(O);第二相粒子形貌(d)—5083-7B04(AA); (e)—5083-7B04(NA); (f)—5083-7B04(O)
圖8為補焊后焊核區7B04鋁合金一側的微觀組織照片,與5083部分的結果類似,補焊并未對各接頭焊核區內部的晶粒尺寸(圖8a-c)和粒子形貌分布(圖8d-f)產生影響.補焊前后相近的晶粒尺寸主要是由于相同的工藝參數造成的.析出相的演變需要從以下兩方面解釋:對于7B04(AA)和7B04(NA)鋁合金,在焊接過程中,焊核區的沉淀強化相已充分回溶,在后續補焊過程中,這些相仍會以溶質原子的形式保留在基體內部.而對于7B04(O)鋁合金,原始沉淀強化相粗大且穩定.在焊接過程中,雖然有部分相發生了回溶,但由于基體內殘留相較多,溶質原子會依附于殘留的相上再析出.后續的補焊雖然延長了強化相的回溶時間,但在冷卻階段,溶質原子又實現了再析出過程,其焊核區達到了回溶和再析出的平衡狀態.
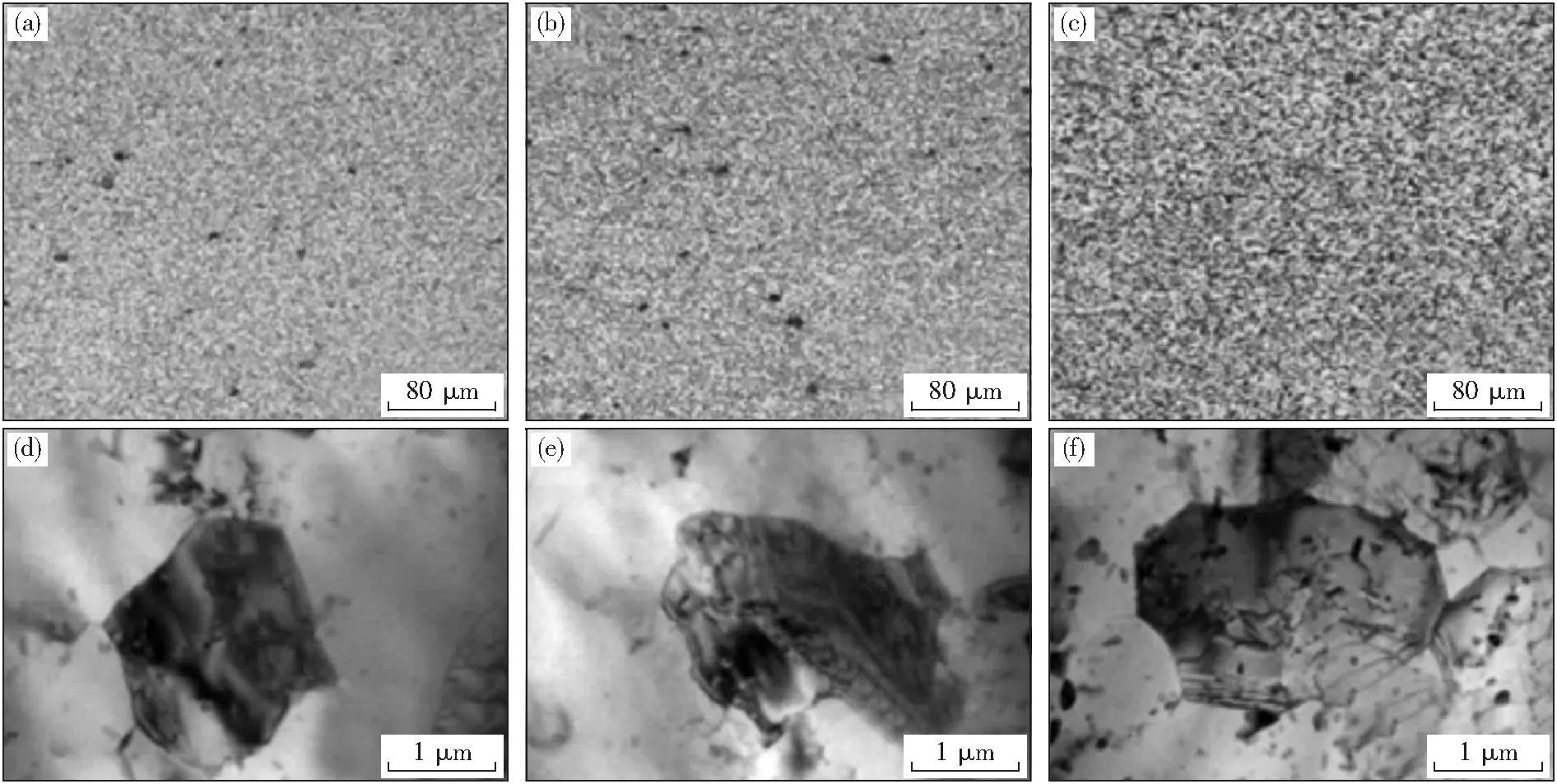
圖8 補焊后7B04鋁合金側焊核區晶粒及第二相粒子形貌 Fig.8 The morphology of grains and second phase particles in the nugget zone of Al-7B04 after repair-welding 晶粒形貌(a)—5083-7B04(AA); (b)—5083-7B04(NA); (c)—5083-7B04(O);第二相粒子形貌(d)—5083-7B04(AA); (e)—5083-7B04(NA); (f)—5083-7B04(O)
綜上可知,攪拌摩擦補焊并未對異種鋁合金接頭的微觀組織造成顯著的影響.
2.4 焊接接頭的力學性能
表4列出了補焊前后接頭的室溫拉伸性能及其斷裂位置,異種焊接接頭的斷裂位置雖然存在差異,但總結起來,斷裂只出現在以下兩個位置:(1)焊核區內部;(2)低強度母材區域.對于5083-7B04(AA)接頭,試樣斷裂于低強度的5083鋁合金母材區域;同樣地,對于5083- 7B04(O) 接頭,試樣也在低強度的 7B04(O) 鋁合金母材區域發生斷裂.而對于5083-7B04(NA)接頭,試樣的斷裂位置發生在焊核區且整體延伸率較低;在高倍掃描電鏡的觀測下發現(圖9),在5083-7B04(NA)接頭焊核區兩種材料的分界線附近存在一些不連續的孔洞缺陷[12].這些缺陷雖然尺寸較小,但在拉伸過程中很容易成為裂紋源,通過不斷擴展與其他孔洞連接在一起,降低接頭的力學性能.攪拌摩擦補焊后,接頭的斷裂位置發生改變,均轉移至低強度母材區域,說明在補焊過程中,5083-7B04(NA)接頭焊核區內原始的不連續分布的孔洞被金屬的二次流動填補,存在于焊核區內部的缺陷得到了修復.
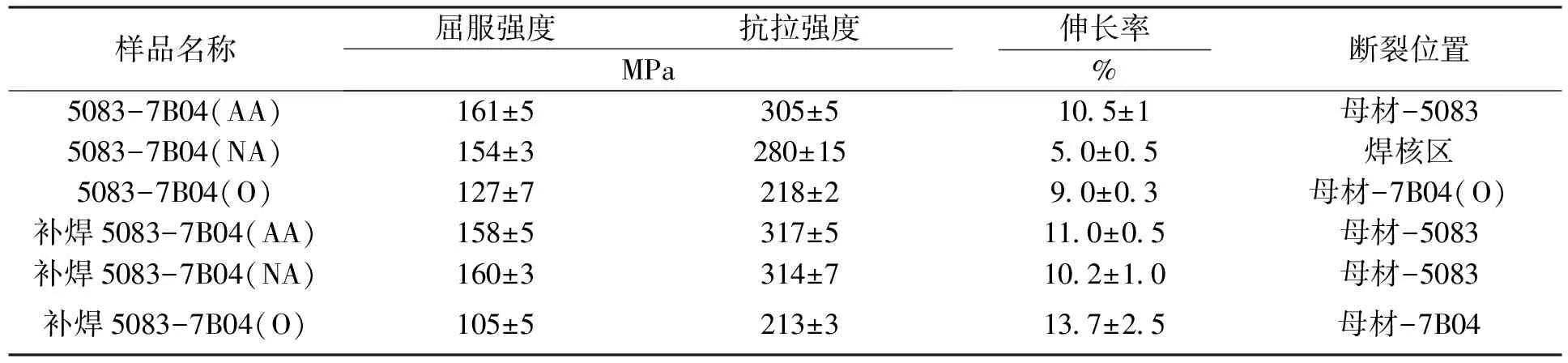
表4 焊接接頭的拉伸性能及其斷裂位置Table 4 Tensile properties of FSW joints and the corresponding failure location
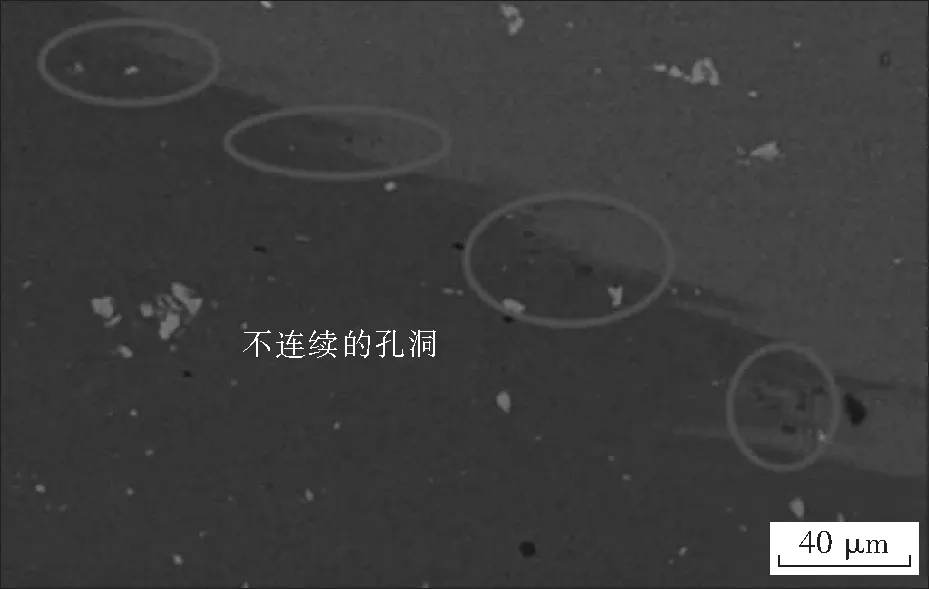
圖9 5083-7B04(NA)接頭的焊核區內的不連續微孔洞缺陷Fig.9 The discontinuous defects in the nugget zone of 5083-7B04(NA)joint
3 結 論
在異種鋁合金的攪拌摩擦焊過程中,金屬存在剪切流動和滑動流動兩種方式,低強度金屬傾向于剪切流動,而高強度金屬傾向于滑動流動.當后退側金屬強度較低時,前進側金屬更容易向后退側轉移.攪拌摩擦補焊促進了焊核區異種金屬的混合,并通過改變金屬的流動方式提高了退火態7B04鋁合金在異種焊接頭焊核區的占比.由于采用了相同的工藝參數,補焊并不會明顯改變接頭的微觀組織,但可以實現異種鋁合金焊接接頭內部缺陷的修復.
