車加工技能競賽中偏心件的加工方法
2018-02-26 16:36:31郝新成
農機使用與維修 2018年2期
郝新成
摘 要:在各類車加工技能競賽中,偏心件的加工已經較多的出現在競賽題目中,它是普通車床加工中必須解決的一個課題,裝夾找正困難,加工有一定難度。針對車加工技能競賽中的要求,根據偏心工件的原理,給出合理加工方法,并結合實例合理安排工藝,順利解決了車偏心零件的問題。
關鍵詞:技能競賽;偏心件;車加工
中圖分類號:TH162 文獻標識碼:A
doi:10.14031/j.cnki.njwx.2018.02.005
0 引言
第44屆世界職業技能大賽中,我國選手摘金奪銀,取得了輝煌的成績,職業技能競賽可以為國家選拔人才,推進職業教育改革的向前發展,促進人才培育和教學質量提高。在各類職業技能競賽中,試題的選擇尤為重要,車加工技能競賽中,偏心件的加工可以顯示出選手對車加工技能的掌握情況。能夠用常用的夾具,簡單的方法,找正偏心,加工出合格產品,是選拔技能人才的一個標準,偏心件的加工雖有一定難度,找正麻煩,精度不易保證,但只要掌握其原理與方法,就可以在規定的時間內加工出合格的產品。
1 三爪卡盤加工偏心原理
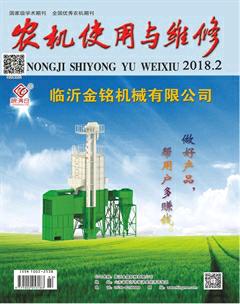
在車床上加工偏心件的方法有很多,而在車加工技能競賽中,受限于時間和大賽要求,只允許使用三爪自定心卡盤加墊片的方法車削偏心,這種方法操作簡單,加工偏心部分較短,偏心距e<6 mm,其加工方法如下:在三爪自定心卡盤的其中一個卡爪上增加一個墊片,使其產生偏心來加工,如圖1所示。墊片厚度可用公式來計算:
x=1.5e+k
k≈1.5⊿e
⊿e=e-e測
其中,x為墊片厚度,e為工件偏心距,k為偏心距修正值,其正負值按實際結果確定,⊿e為試切后的實際偏心距。
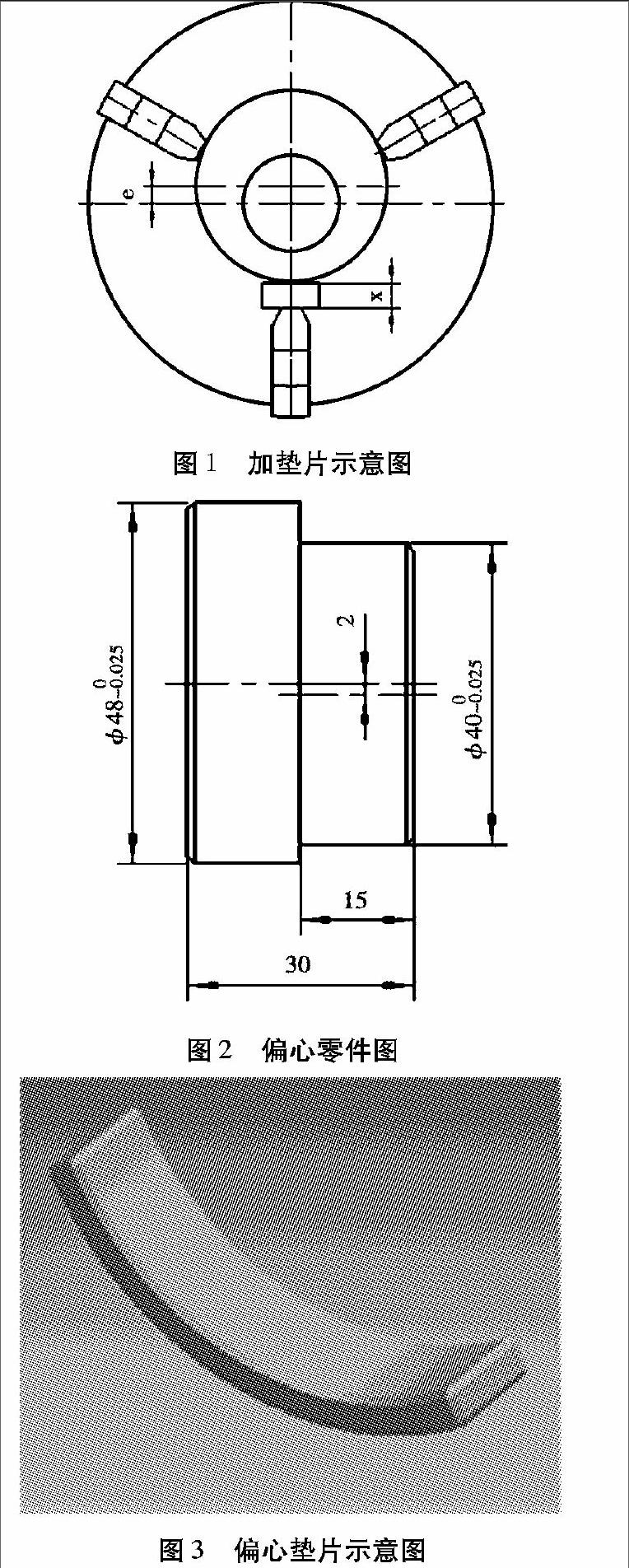
例如:車削偏心距e=2 mm的工件,求墊片的厚度x是多少?
解:先不考慮修正值,按近似公式計算墊片厚度
x=1.5e=1.5×2=3 mm
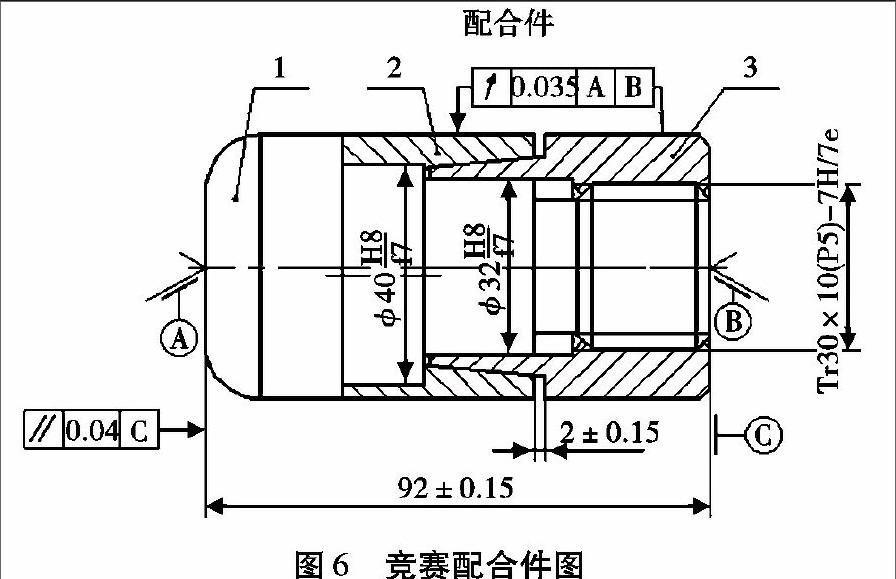
墊入3 mm的墊片進行試車削,檢查試切后的偏心距,如果實測偏心距為2.04 mm,則偏心距誤差為⊿e=e-e測=2-2.04=-0.04 mm,那么偏心距修正值為k≈1.5⊿e=1.5×(-0.04)=-0.06 mm,故墊片的厚度正確值為x=1.5e+k=3-0.06=2.94 mm。
2 三爪卡盤加工偏心過程
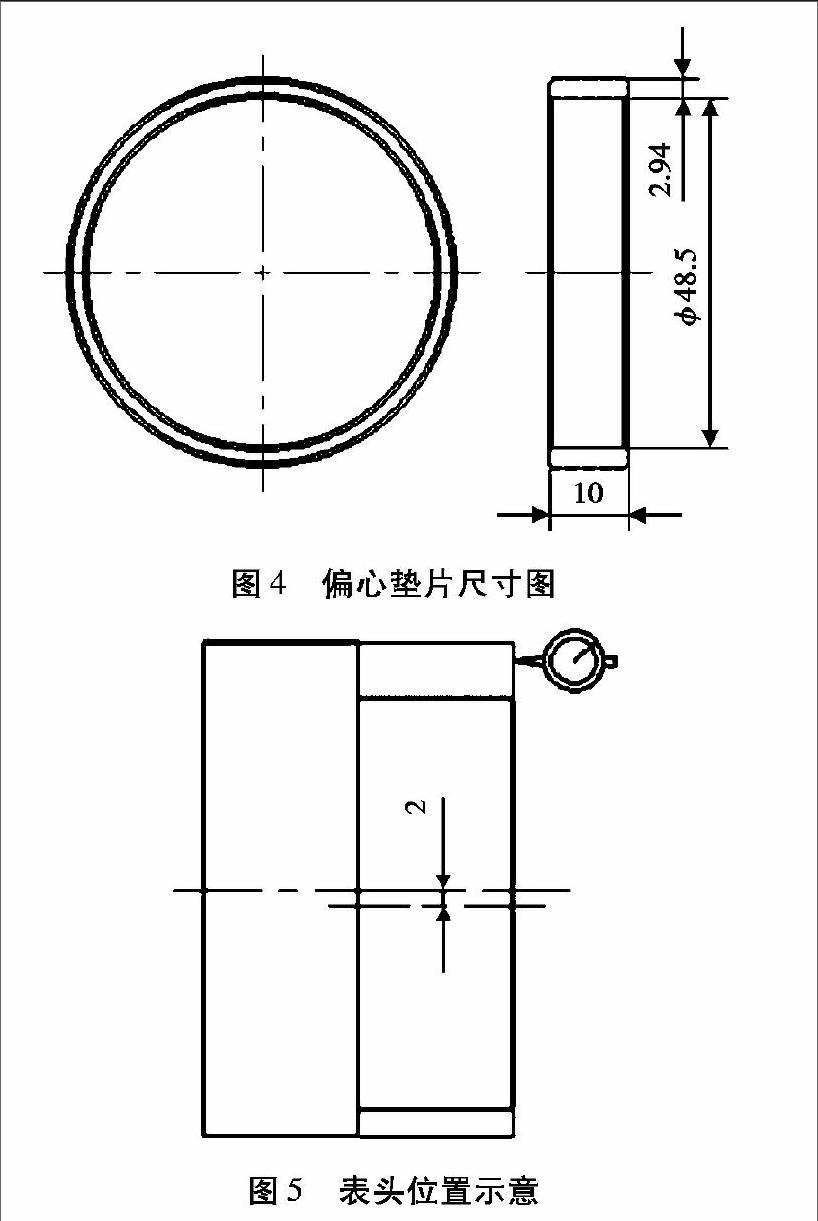
第一步,根據圖紙,首先選好車偏心前的裝夾位置,即墊墊片的基準外圓,這是非常關鍵的,若找不好基準外圓,偏心是不易車準確的,要求此外圓的粗糙度要低于Ra3.2,尺寸根據實際情況而定,如車削如圖2所示偏心零件,其基準外徑選48外徑。也可以選用工藝外圓,用過之后再車掉。內外偏心配合的零件,裝夾位置的外徑要盡可能一致。第二步,制作墊片,選擇的材料和加工材料要盡可能一致,這樣夾緊時工件的變形和墊片的變形是一致的,偏心距容易保證。墊片形狀如圖3所示,此圓弧形墊片的厚度尺寸在車床上容易獲得,墊片的內孔根據三爪夾持部分的外徑加大0.5 mm來確定,墊片的厚度為根據偏心距計算的尺寸,用厚度千分尺來測量,墊片的寬度以10 mm為宜,過寬不易校正,過窄工件夾不牢。例如車削如圖2所示偏心零件,則其偏心墊片的尺寸如圖4所示。在車床上加工成型后,再用手鋸分割成四塊即可使用。第三步,裝夾找正,這是加工偏心的關鍵,在其中一個卡爪上墊上墊片,偏心的車削部位要盡量靠近卡爪,墊片要墊在卡爪內,然后夾緊工件,但不能用力過大,以能輕敲動工件為宜。要找正偏心,首先準備好磁力表座和大量程的百分表(工件偏心距的2倍)。校正工件偏心部位軸線與工件軸線的平行度。若工件的端面較大,則把表頭指在端面上,如圖5所示位置,直接找正端面與回轉軸線的垂直度,用手轉動卡盤,表針的擺動要在平行度公差的一半以內,注意表頭盡量靠近端面的外徑處;若工件的端面較小,表頭無法依靠,則在外徑上找正工件的直線度,把表頭放在工件外圓表面,移動大滑板,觀察表針擺動情況,轉動卡盤90°,在外圓表面的另一個位置上,用同樣的方法找正直線度,這樣就能保證工件軸線與工件偏心部位軸線的平行度,通常需要多次反復校正才能找正。完成平行度粗校之后,夾緊工件,檢查平行是否發生變化,若有變化需要用上述方法再次校正,若平行度正確,就可以把表頭指向工件的外圓表面,轉動卡盤一周,觀察表針的擺動在工件偏心距的2倍范圍之內,則偏心距符合圖樣要求,如不在范圍之內,則需要根據實測偏心距調整墊片厚度,調整好墊片后,用上述方法再次測量偏心距,直至偏心距符合圖樣要求,注意在更換墊片后,第二次墊的墊片還要墊在上一次墊片的位置。第四步,車削加工,競賽件的偏心部位長度一般較短,偏心距也不大,故選用車刀以鋒利為主,選用前角較大的硬質合金車刀,轉速在700 r/min,吃刀深度1 mm左右,走刀量0.1 mm/r,一般第一刀是斷續切削,因此要注意對刀時深度不能太大。第五步,倒角去毛刺,為達到圖樣配合要求,還要做好偏心部分的倒角與去毛刺,工件卸掉之后,倒角就很難進行了,若沒有清角,配合件不易安裝且影響外觀。
3 技能競賽件車削加工實例
加工如圖6所示車加工技能競賽配合件。
(1)分析圖樣,確定加工所用的工、夾、刀、量具。此配合件由三個零件組成,包括偏心配合,錐度配合,梯形螺紋配合,配合精度要求較高,其單件的加工幾乎包含了車加工的所有內容,車外圓、內孔、溝槽、錐度、特形面、梯形螺紋等,加工時所需的刀具較多,有90°偏刀、切槽刀、鉆頭、內孔車刀、梯形螺紋刀等,競賽只配備三爪自定心卡盤,偏心部分只能采用三爪墊墊片的方法加工,要提前準備好墊片;根據圖樣,選擇自帶的量具,主要包括:游標卡尺、千分尺、圓弧樣板、磁力表座等。
(2)加工步驟,根據競賽所給毛坯50 mm×200 mm原材料,應先加工件3,再加工件1,最后加工件2。遵循基軸制原則,先加工件3,車好外梯形螺紋可以當做塞規使用,直接測試內螺紋;然后加工件1的外錐,外錐加工完成后,當做錐度塞規,測試件2的內錐配合間隙。那么加工件3時要分為粗、精加工,粗加工用一夾一頂的方法盡快完成,精加工在兩頂尖間加工完成,為保證軸上偏心部位的正確性,偏心部分應在精加工軸上外圓之后加工,具體操作如下,在兩頂尖間完成除偏心和圓弧部分外徑的所有尺寸,三爪卡盤夾持圓弧部分所留外圓表面,墊墊片找正,車削偏心外圓至圖樣,然后夾持32外徑,車圓弧部分至圖樣要求。加工件2時,先加工外徑和錐孔部分至圖樣,切斷工件保證總長,然后掉頭用三爪卡盤夾持48外徑,墊墊片裝夾找正,車偏心內孔至圖樣要求,加工時要注意:軸和孔的偏心要放在最后工序加工,加工完偏心軸緊接著加工偏心孔,加工時要把墊片放在同一個卡爪上,這樣使兩個件的裝夾位置保持一致,更有利于偏心找正。
總之,車加工技能競賽中,要保證零件的質量,特別是加工偏心部分,一定要認真分析圖紙,找好基準裝夾外圓,找正偏心,就能順利的加工出合格的零件。
參考文獻:
[1] 王公安.車工工藝學[M].北京:中國勞動保障出版社,2005.
[2] 屠國棟.技能大賽實操解析與強化-車工分冊[M].北京:中國勞動社會保障出版社,2014endprint