芯棒對(duì)鋼管質(zhì)量的影響
2018-02-20 11:00:50郝慶華
現(xiàn)代冶金 2018年6期
陸 超, 郝慶華
(江蘇天淮鋼管有限公司, 江蘇 淮安 223002)
引 言
芯棒作為無縫鋼管生產(chǎn)中一個(gè)非常重要的工具,其使用狀況與軋制成本和質(zhì)量控制息息相關(guān)。江蘇天淮鋼管有限公司(以下簡稱“天淮鋼管”)從投產(chǎn)到2016年底,芯棒消耗一直居高不下,不僅鋼管的加工成本高,而且還造成嚴(yán)重的產(chǎn)品質(zhì)量問題。
以Φ507.2 mm芯棒為例,原有一支芯棒軋制支數(shù)平均約600支,但有個(gè)別芯棒軋制不足400支就因表面出傷嚴(yán)重而報(bào)廢。芯棒表面出傷,還會(huì)造成內(nèi)棱產(chǎn)生,2016年全年因內(nèi)棱問題造成鋼管探傷下線共1332支,占總下線量的33%,因內(nèi)棱造成的修磨費(fèi)用高達(dá)40萬之多。
芯棒質(zhì)量的提高,需要解決三個(gè)方面的問題:1)盡量推遲芯棒表面出傷,增加軋制使用壽命;2)提高芯棒電焊修復(fù)后的穩(wěn)定性,增加軋制支數(shù);3)如何防止芯棒斷裂。
1 芯棒表面出傷
1.1 原因分析
芯棒表面出傷,尤其以薄壁管所用芯棒出傷最嚴(yán)重。其主要原因有三個(gè)方面:1)薄壁管所用芯棒承受軋制力大,一般達(dá)到5000~6000 kN;2)軋制薄壁管芯棒抖動(dòng)比較大,容易造成芯棒斷裂;3)軋制薄壁管時(shí),毛管尾部鐵耳子比較多,軋制中鐵耳子對(duì)芯棒的損害嚴(yán)重。
芯棒表面出傷表現(xiàn)形式為:芯棒表面在軋制一定支數(shù)的鋼管后首先出現(xiàn)輕微的劃傷,隨著軋制支數(shù)增加,劃傷加重,有的出現(xiàn)較深的劃傷,有的表面出現(xiàn)鍍鉻層剝落。這些出傷芯棒如果發(fā)現(xiàn)不及時(shí),就容易造成鋼管內(nèi)表面出現(xiàn)內(nèi)棱。芯棒磨損較深后,需下線電焊修復(fù),電焊修復(fù)后的芯棒,還存在軋制少量支數(shù)時(shí)焊疤處就出現(xiàn)剝落的現(xiàn)象。因此,這種芯棒表面出傷給生產(chǎn)造成很大的困難。
芯棒表面出傷最根本的原因是在軋制過程中,芯棒與毛管之間存在速度差。因此,二者之間存在非常大的摩擦力,隨著軋制支數(shù)增加,首先是芯棒表面鍍鉻層被破壞,隨后是芯棒機(jī)體出現(xiàn)劃傷,由輕逐漸變重,深的劃傷可以達(dá)到幾毫米。而減輕摩擦力最有效的解決辦法有兩個(gè):1)降低軋制力;2)縮小芯棒與毛管的速度差。
根據(jù)現(xiàn)場實(shí)際情況來看,大幅度降低軋制力的調(diào)節(jié)空間很小。以Φ530 mm孔型為例,軋制薄壁管Φ508 mm ×9.5 mm等極限規(guī)格薄壁管,軋制難度大,調(diào)整困難,軋機(jī)負(fù)荷高,1#和2#機(jī)的軋制力一般達(dá)到5500~6000 kN;這些極限薄壁管,本身已經(jīng)超出工藝規(guī)定的產(chǎn)品大綱,軋制中很難把軋制力大幅度降下來。
1.2 改進(jìn)措施
1.2.1 降低摩擦力
a)盡量縮小芯棒與毛管的速度差,提高芯棒的相對(duì)速度;為此在打制軋制表時(shí),把芯棒運(yùn)行速度百分比提高到95%以上。
b)芯棒表面的石墨噴涂效果要好,嚴(yán)格執(zhí)行相關(guān)制度。杜絕現(xiàn)場石墨噴涂不好進(jìn)行軋制。
c)軋制薄壁管時(shí)盡量加大噴砂使用量,這樣可以改善芯棒表面和毛管內(nèi)的摩擦狀況,降低摩擦力,有利于延長芯棒使用壽命。
1.2.2 延長芯棒使用壽命
通過不斷的研究和試驗(yàn),天淮鋼管逐漸摸索出一種有效的新錯(cuò)位軋制法,所謂新錯(cuò)位軋制法是相對(duì)于傳統(tǒng)的錯(cuò)位軋制法而言。傳統(tǒng)的錯(cuò)位軋制法,就是一組芯棒在軋制中,自動(dòng)錯(cuò)開芯棒在同一個(gè)軋制位進(jìn)行軋制,這樣可以避免芯棒總是在一個(gè)位置軋制而導(dǎo)致的芯棒較早出傷,這個(gè)錯(cuò)位軋制法通過程序內(nèi)自動(dòng)設(shè)定。新錯(cuò)位軋制法是根據(jù)已經(jīng)出傷芯棒的情況,通過調(diào)整芯棒限動(dòng)行程來避開在芯棒的出傷位置進(jìn)行軋制,這種方法可以極大地提高芯棒使用壽命。
天淮鋼管新投入使用的芯棒,一般芯棒速度百分比設(shè)定在95%以上,根據(jù)這個(gè)參數(shù)軋制一定支數(shù)后,首先出傷位置在芯棒的尾部8~10 m之間,出傷的癥狀為片狀的凹坑,深度達(dá)到1~2 mm左右,而芯棒其它區(qū)域一般質(zhì)量較好;這樣的片傷,如果不作調(diào)整,無法繼續(xù)軋制薄壁管。如果芯棒就此報(bào)廢,前端近8 m長的芯棒質(zhì)量良好,造成極大的浪費(fèi)。通過調(diào)整限動(dòng)百分比數(shù)值,讓連軋機(jī)4#和5#機(jī)拋鋼時(shí),避開芯棒這個(gè)片傷區(qū)域,就可以在保證產(chǎn)品質(zhì)量的同時(shí)繼續(xù)使用芯棒;通過調(diào)整限動(dòng)百分比速度,可以讓芯棒出傷部位先在近尾端8~10 m處,后又逐漸出傷在6~8 m內(nèi),通過這樣不停的調(diào)整,極大地延長芯棒使用壽命,而且還能保證產(chǎn)品質(zhì)量,不出內(nèi)棱質(zhì)量問題。
1.2.3 其它措施
(1)對(duì)芯棒進(jìn)行分級(jí)使用,即:好芯棒軋制等級(jí)要求高的規(guī)格,稍差一些芯棒軋制普通流體管等。
(2)積極采取措施攻關(guān)鐵耳子,以減少鐵耳子對(duì)芯棒的損害,目前已經(jīng)取得顯著成效。主要措施有:軋制薄壁管投入冷定心來減少鐵耳子的產(chǎn)生;適當(dāng)降低開軋溫度,可以減少鐵耳子的產(chǎn)生;通過優(yōu)化穿孔參數(shù),可以減少鐵耳子的產(chǎn)生。
(3)保證小機(jī)架的對(duì)中度,避免芯棒與連軋輥相碰,同時(shí)規(guī)范小機(jī)架的抱緊度,這樣可以減少芯棒的出傷。
(4)降低芯棒返回速度,避免芯棒返回時(shí)抖動(dòng),可以減少芯棒的磨損。
(5)提高石墨潤滑質(zhì)量及提高限動(dòng)速度,減輕芯棒由于工藝特性的損傷。
(6)嚴(yán)格執(zhí)行芯棒滾檢制度,根據(jù)作業(yè)區(qū)規(guī)定,芯棒軋制30支必須下線進(jìn)行滾檢,一方面可以避免芯棒的傷情擴(kuò)大;另一方面可以有效避免出現(xiàn)批量性的質(zhì)量事故。
2 芯棒斷裂
2.1 原因分析
芯棒斷裂的根本原因有兩個(gè)方面:1)芯棒設(shè)計(jì)有缺陷,天淮鋼管Φ383,454,530mm孔型芯棒連接桿絲扣根部直徑為Φ248 mm,相對(duì)于大規(guī)格芯棒,如:Φ494.4,501.7,507.2 mm等,芯棒的連接絲扣直徑較小,強(qiáng)度不足。2)由于芯棒連接在連軋過程中拋鋼時(shí)會(huì)產(chǎn)生抖動(dòng),造成連接頭根部反復(fù)彎曲。而每個(gè)孔型的大規(guī)格芯棒,桿與工作段是通過連接頭擰接的,存在擰接縫,其間距大小為5~20 mm。特別是Φ507.2 mm芯棒,主要軋制的是極限、超極限薄壁管,軋制力大,拋鋼時(shí)抖動(dòng)非常劇烈,會(huì)嚴(yán)重加劇連接頭根部反復(fù)彎曲的狀態(tài),更加容易造成芯棒斷裂。
2.2 改進(jìn)措施
2.2.1 加固絲扣
天淮鋼管短期內(nèi)無法改變絲扣的直徑,為此只能采取臨時(shí)措施,在芯棒的工作段和連接桿的擰接縫處加墊片,讓工作段和連接桿的配合更緊密,人為減小彎曲空間;同時(shí)再用電焊將芯棒和連接桿焊接成為一個(gè)整體,減少芯棒抖動(dòng)對(duì)絲扣根部的影響。此方法雖然在后續(xù)拆的時(shí)候比較麻煩,但是通過這個(gè)方法芯棒的斷裂現(xiàn)象明顯減少,天淮鋼管2017年作業(yè)區(qū)芯棒斷裂僅為1支。
2.2.2 優(yōu)化修復(fù)方案
部分芯棒因劃傷較深,需要進(jìn)行堆焊修復(fù),原使用的焊條型號(hào)為J422。但在實(shí)際使用中發(fā)現(xiàn),此焊條堆焊修復(fù)后,生產(chǎn)中因芯棒受冷熱交替作用,外加軋制力大,焊疤很容易脫落,甚至有時(shí)軋制4~5支鋼管后芯棒就不能使用,為此,必須解決芯棒堆焊的穩(wěn)定性。
經(jīng)多次試用不同材質(zhì)的焊條和焊接方法,最后選用不銹鋼焊條,外加焊后保溫措施,可以極大延長芯棒使用壽命。
3 效果對(duì)比
3.1 芯棒軋制支數(shù)對(duì)比
表1為2017年具有代表性的規(guī)格及其數(shù)據(jù),表2為2016年具有代表性的規(guī)格及其數(shù)據(jù)。以Φ507.2 mm芯棒為例,2017年平均每根芯棒軋制支數(shù)約為940支,而2016年平均每根芯棒軋制支數(shù)僅約為604支,增加336支,約為56%。
3.2 內(nèi)棱下線支數(shù)對(duì)比
2016年統(tǒng)計(jì),因內(nèi)棱問題下線1332支,2017年統(tǒng)計(jì),因內(nèi)棱問題下線113支。

表1 2017年具有代表性的規(guī)格及其數(shù)據(jù)
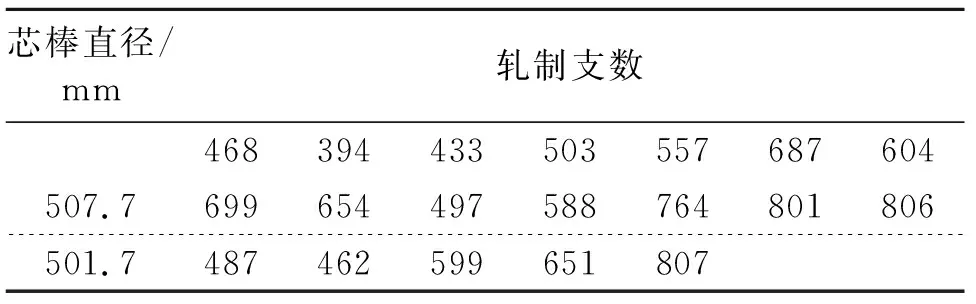
表2 2016年具有代表性的規(guī)格及其數(shù)據(jù)
3.3 芯棒斷裂支數(shù)對(duì)比
2016年1月至2017年年底,作業(yè)區(qū)芯棒脫絲及斷裂共8支,具體如表3所示。

表3 軋制線芯棒脫絲和斷裂明細(xì)
2017年實(shí)際芯棒斷裂支數(shù)為1支,2016年為3支,較2016年少2支,證明天淮鋼管采取的工藝改進(jìn)措施是有效的。
3.4 芯棒噸鋼消耗對(duì)比
2017年全年修復(fù)77支芯棒,繳庫量為240658噸,修復(fù)費(fèi)用為7388000元,實(shí)際消耗為26.23元/噸(不含稅價(jià)格);與2016年全年實(shí)際消耗45.66元/噸(不含稅價(jià)格)相比,噸鋼消耗顯著下降。
4 結(jié)束語
通過分析芯棒斷裂和鋼管內(nèi)棱現(xiàn)象產(chǎn)生的原因,指出降低軋制力及縮小芯棒與毛管的速度差,最終達(dá)到減低芯棒與毛管之間的摩擦力是延長芯棒使用壽命的有效措施。為提高芯棒的相對(duì)速度,在打制軋制表時(shí),將芯棒運(yùn)行速度百分比提高到95%以上;嚴(yán)格執(zhí)行相關(guān)制度,提高了芯棒表面的石墨噴涂效果;軋制薄壁管時(shí)盡量加大噴砂使用量,改善芯棒表面和毛管內(nèi)的摩擦狀況,降低摩擦力;通過調(diào)整焊接工藝和芯棒使用方法,防止芯棒斷裂。一系列措施的實(shí)施,提高了芯棒的使用壽命;鋼管的產(chǎn)品質(zhì)量也得到了明顯改善。
