高品質(zhì)礦山機械回轉(zhuǎn)軸承用鋼A1045B的開發(fā)實踐
2018-02-20 10:58:46李占陽
現(xiàn)代冶金 2018年6期
李占陽
(1.江蘇蘇鋼集團蘇州蘇信特鋼有限公司, 江蘇 蘇州 215153;2.北滿特殊鋼有限公司, 江蘇 蘇州 215151)
引 言
回轉(zhuǎn)軸承部件是礦山機械重要的核心元部件之一,承載著整個操縱機構(gòu)的運轉(zhuǎn);該部件必須要有良好的強韌性。目前,國外用戶使用的礦山機械回轉(zhuǎn)軸承為A1045B鋼,其主要化學(xué)成分相當(dāng)于國內(nèi)普通的45#鋼,但45#鋼卻無法滿足國外用戶的技術(shù)要求。
客戶對此軸承部件的技術(shù)要求較高,材料經(jīng)鍛造后彎成60°,再做調(diào)質(zhì)處理,多件連接在一起進行精加工,制作成直徑達到10 m左右的軸承。此部件生產(chǎn)試制非常困難,因此,必須設(shè)計合理的生產(chǎn)工藝保證生產(chǎn)試制順利進行。
1 主要技術(shù)要求
1.1 材料牌號
A1045B鋼的化學(xué)成分(熔煉分析)應(yīng)符合表1的規(guī)定。
1.2 冶煉方式
采用電弧爐/轉(zhuǎn)爐+真空精煉+電渣重熔的工藝進行生產(chǎn)試制。
1.3 鍛件規(guī)格
1.4 力學(xué)性能要求
試樣取自整體調(diào)質(zhì)處理后的鍛件,取樣(縱向及橫向性能)位置距表面不少于20 mm。力學(xué)性能檢驗結(jié)果應(yīng)滿足表2所規(guī)定的要求。
1.5 非金屬夾雜物要求
A類≤1.0級,B類≤1.0級,C類≤0.5級,D類≤1.0級,Ds≤1.0級。
1.6 探傷要求
需要在材料整個長度和圓周上進行100%超聲波探傷檢驗;允許單點缺陷≤Φ2 mm,不允許有連續(xù)缺陷。
2 試制開發(fā)工藝
2.1 工藝流程
電弧爐冶煉+LF爐精煉+VD爐真空精煉→澆注電極坯料→罩冷→電渣重熔→電渣錠熱送→鋼錠加熱→鍛造→退火→粗加工→探傷→調(diào)質(zhì)處理→檢驗→入庫。
2.2 冶煉工藝
依據(jù)客戶要求,先按普通45#鋼試制生產(chǎn),鍛件整體調(diào)質(zhì)后其力學(xué)性能無法滿足要求。隨后,在冶煉過程中添加提高淬透性的元素Cr,Ni,Mo,其中w(Cr)按0.22%~0.27%、w(Ni)按0.28%~0.33%、w(Mo)按0.07%~0.09%控制,以期獲得滿足客戶要求的產(chǎn)品,并且降低鋼中的S,P有害元素含量;采用特殊冶煉方法——電渣重熔工藝,使鋼水成分更均勻以減少偏析,并且可進一步降低鋼中S元素含量和非金屬夾雜物級別,可得到高純凈度、高致密的目標(biāo)產(chǎn)品。
2.3 鍛造工藝
為獲得良好的綜合力學(xué)性能,鍛造采用先鐓粗后拔長工藝,使其橫、縱方向的變形均勻。鋼錠鐓粗比≥1.5,總鍛壓比≥6。鍛造加熱溫度約為1200 ℃,終鍛溫度約為750 ℃。對鋼錠頭部縮孔端采用滿砧壓下拔長的鍛造方式,端部成鼓形以利于切除縮孔。
2.4 鍛件調(diào)質(zhì)
鍛后熱處理工藝:加熱至880 ℃,保溫4 h,正火;加熱至870 ℃,保溫4 h,水淬;加熱至 560 ℃,保溫12 h,回火。
鍛件產(chǎn)品粗加工后及調(diào)質(zhì)過程,如圖1,2,3所示。
圖2 鍛件調(diào)質(zhì)1

圖3 鍛件調(diào)質(zhì)2
3 試制結(jié)果
3.1 冶煉化學(xué)成分
首次生產(chǎn)試制電弧爐冶煉4爐鋼,電渣重熔16支鋼錠,化學(xué)成分檢測均滿足設(shè)計要求,并且成分相對穩(wěn)定,具體如表3所示。
模型中的混凝土采用三維實體單元,這種單元比其它高次等單元的計算精度要低一些,但可以滿足計算要求,可以通過縮減大量的自由度,來提高計算的速度,減少計算的時間和成本,還能達到計算的精度要求[2-5]。模型的鋼管單元采用殼單元,這樣不僅能使計算精度達到要求,而且更加有利于快速收斂。本文鋼管混凝土柱結(jié)構(gòu)的壁厚小于該結(jié)構(gòu)整體長度的1/10,可以使用殼單元進行模擬。

表3 A1045B鋼的化學(xué)成分實測/%
3.2 非金屬夾雜物
鋼錠鍛造成方坯后取樣,采用GB/T10561-2005 標(biāo)準(zhǔn)對非金屬夾雜物進行檢驗評級,具體結(jié)果如表4所示。

表4 A1045B鋼的非金屬夾雜物(級)
3.3 顯微組織
試樣從邊緣到距邊緣120 mm范圍內(nèi)不同部位的顯微組織,如圖4~9所示(500X)。邊緣主要為回火索氏體+少量鐵素體組織,距邊緣20~60 mm處出現(xiàn)貝氏體組織,并且珠光體和鐵素體含量逐漸增多,索氏體逐漸減少;距邊緣100~120 mm處主要組織為珠光體+鐵素體+少量貝氏體。
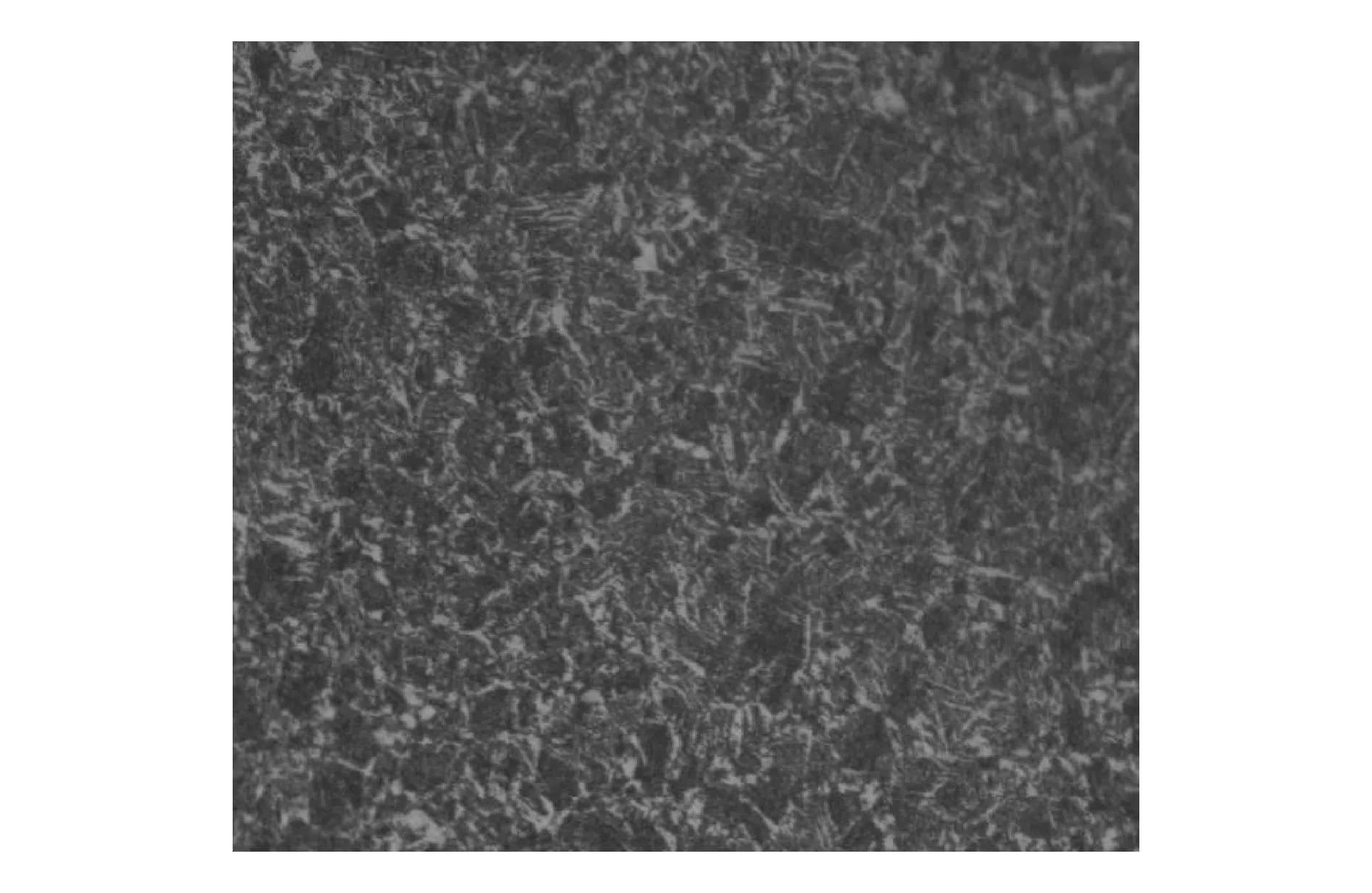
圖4 邊緣顯微組織
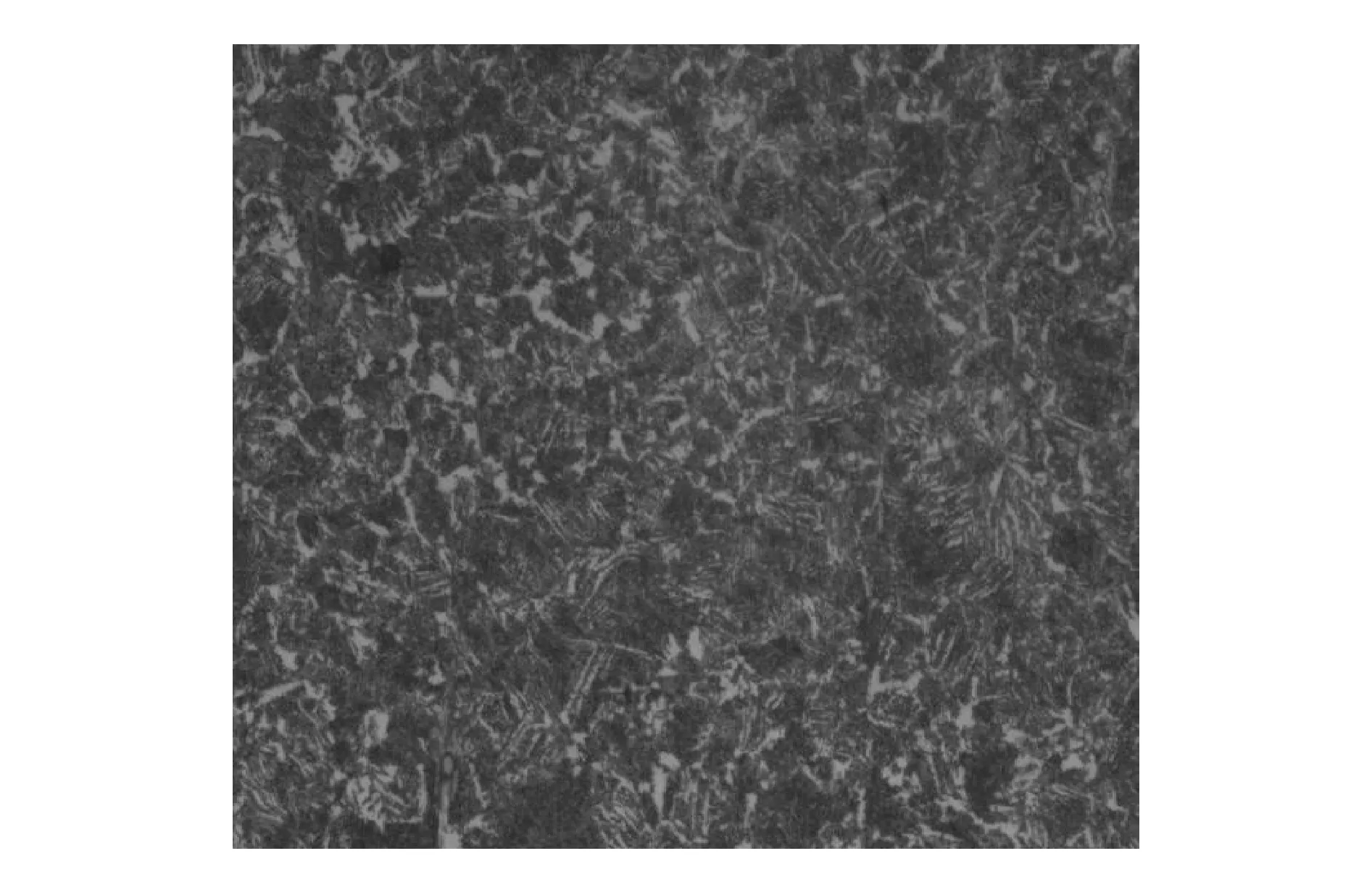
圖5距邊緣20 mm顯微組織
3.4 力學(xué)性能
鍛件整體調(diào)質(zhì)處理后,在距表面20 mm處取縱向及橫向試樣檢測,檢測標(biāo)準(zhǔn)采用GB/T228-2002、GB/T229-2007,結(jié)果如表5所示。
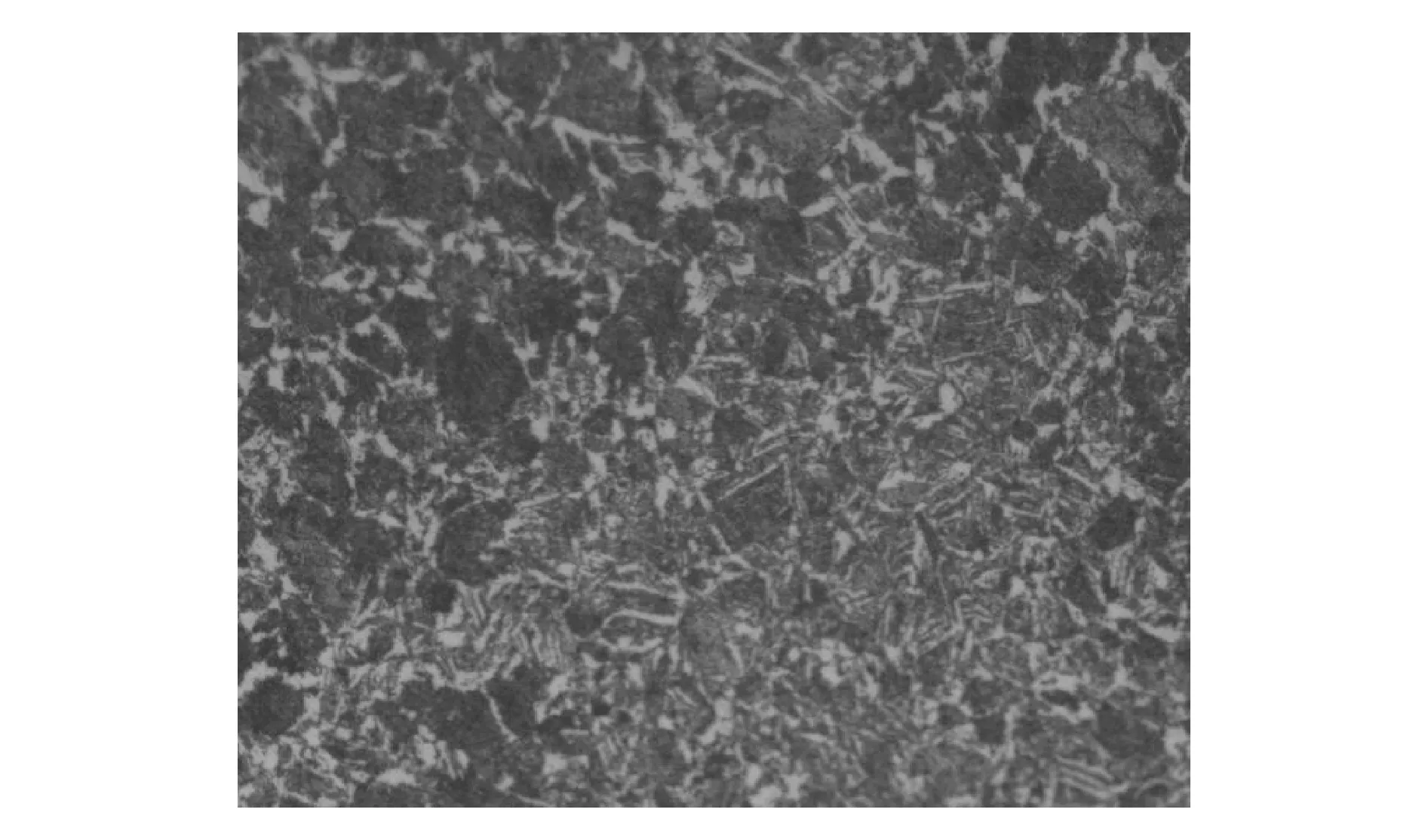
圖6 距邊緣40 mm顯微組織
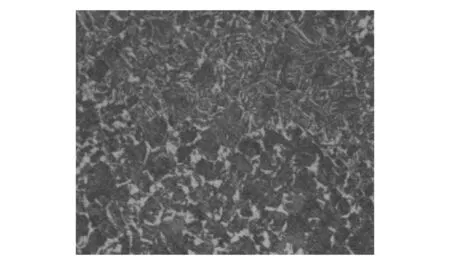
圖7 距邊緣60 mm顯微組織
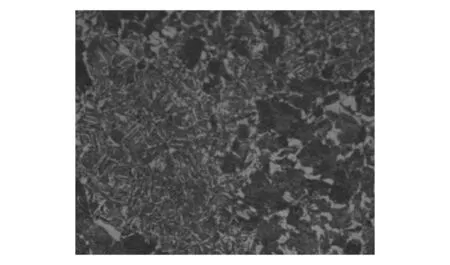
圖8 距邊緣100 mm顯微組織

圖9 距邊緣120 mm顯微組織
為了更好地評估調(diào)質(zhì)處理后A1045B鋼鍛件方坯截面硬度的均勻性,特進行截面布氏硬度測試。在調(diào)質(zhì)鍛件上進行了取樣, 制取了從邊緣到寬度方向上120 mm長的硬度樣,如圖10所示。每間隔10 mm進行硬度測試,結(jié)果如表6所示,均符合技術(shù)要求。
3.5 探傷檢測
所有鍛件方坯經(jīng)超聲波探傷檢測全部滿足客戶標(biāo)準(zhǔn)要求。

表5 A1045B鋼調(diào)質(zhì)后力學(xué)性能
圖10 硬度試樣(由下往上編號為1~11)

表6 不同位置鍛件布氏硬度
4 結(jié)束語
(1)在45#鋼成分基礎(chǔ)上添加w(Cr):0.22%~0.27%;w(Ni):0.28%~0.33%;w(Mo):0.07%~0.09%進行微合金化,并優(yōu)化鍛造工藝和熱處理工藝(880 ℃正火,870 ℃水淬,560 ℃回火),獲得了滿足客戶要求的目標(biāo)產(chǎn)品。
(2)采用電渣重熔的特殊冶煉工藝,使鋼水純凈,產(chǎn)品非金屬夾雜物水平控制較好(均低于0.5級),充分保證了目標(biāo)產(chǎn)品超聲波探傷結(jié)果完全滿足相關(guān)要求。
(3)調(diào)質(zhì)后鍛件邊緣至20 mm處顯微組織主要為回火索氏體+鐵素體,從距邊緣40 mm到120 mm范圍內(nèi),主要為鐵素體+珠光體+貝氏體組織;且隨著距離的增加,塊狀鐵素體+珠光體組織含量逐漸增加。
猜你喜歡
材料與冶金學(xué)報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
