環保緯編面料及其一浴染多色的生產實踐*
2018-02-18 01:19:00
產業用紡織品 2018年12期
1. 閩江學院服裝與藝術工程學院,福建 福州 350121;2. 福建省長樂市同源染織有限公司,福建 福州 350211
新型纖維材料的不斷問世、發展與應用,以及紡織原料的改性技術和紡紗技術的日益成熟,為緯編面料的設計與開發提供了更多的選擇[1]。緯編面料特別是在服裝面料領域:一是朝著彈性方向發展。為了穿著舒適,服裝面料應具有一定的彈性。專業運動服和泳裝等要具有良好彈性,以確保運動舒適感。在日常穿著的服裝面料中加入質量分數2%~10%的氨綸即可達到適中的彈性,還能提高服裝的適體性。二是朝著舒適性方向發展。舒適性涉及服裝面料的熱濕傳遞性能、服裝面料對人體皮膚的觸感和服裝對人體的壓力等因素。可以通過采用導濕、保暖等功能性纖維或紗線,或者采用合理設計的針織結構如網眼、蜂巢等,改善服裝面料的熱濕傳遞性能。三是朝著綠色環保方向發展。一些新型的環保面料采用環保原料如再生聚酯纖維、再生纖維素纖維、再生蛋白纖維和可降解合成纖維等,正在被廣泛地應用在紡織產品中。除此之外,環保面料還包括加工過程中零排放及廢棄后在自然環境中可降解的面料。2018年6月6日,耐克公司發布了《2016—2017財年可持續發展商業報告》,其顯示2017財年75%的耐克鞋類和服裝產品使用了可回收材料[2]。阿迪達斯公司也有類似的計劃,預計到2024年全面使用再生塑料替代新塑料[3]。在家居行業,宜家公司目前的產品中,60%基于可再生材料制成、10%含有可回收材料,到2030年全部產品只使用可再生或回收材料[4]。海洋回收滌綸紗(簡稱“滌海洋紗”)來源于海洋廢棄寶特瓶,將寶特瓶收集、分類后通過物理或化學法回收,重新經過紡絲工藝制備而成,這是潔凈海洋的最佳綠色解決方案之一。僅臺灣遠東公司一家,2017年已減少1 000 t以上的海洋垃圾,2018年預估可再減少1 600 t海洋廢棄聚酯[5]。
隨著人民生活品質的提高,消費者對紡織品的個性化需求及綜合性能的要求越來越高。由多種纖維組分混紡、交織或復合制成的紡織品具有多種材料的性能優勢,大量出現在紡織品市場上。這一發展趨勢對印染行業提出了更高的要求,需要新的染色技術與之相適應,以期開發出節能、高效、環保的紡織品。新型纖維的染色需要新的染料和新的工藝。多組分紡織品染色要求各組分的上染率都高,需開發多種染料分浴染色及同浴染色工藝。染色工藝可以分為兩浴法、一浴兩步法和一浴法等[6]。其中,一浴法染色是指根據多組分紡織品的各組分選擇各自適用的染料,在同一染浴中進行染色,使用同一種固色工藝的染色工藝。相對于傳統的染色工藝,使用一浴法可實現不同組分的多色染色,具有上染率較高、染色均勻、色彩鮮亮、色牢度高等特點,而且工藝流程簡單,能耗更少,染色周期更短,減少了污水排放,符合節能增效的經營理念[7]。
本文采用陽離子改性海洋回收滌綸紗(簡稱“陽滌海洋紗”)和氨綸外包海洋回收滌綸包芯紗(簡稱“氨滌包芯紗”)作為原料,開發具有彈性、花紋立體、多色提花的環保緯編面料(簡稱“面料”),并測試其基本性能。
1 原料選擇
本文選擇的原料包括陽滌海洋紗和氨滌包芯紗,其中滌海洋紗均來源于臺灣遠東公司,氨綸來源于長樂恒申合纖科技有限公司。本文設計的面料中,陽滌海洋紗的質量分數為69.1%,其規格為140 D(約15.56 tex)/48F白半光(DTY);氨滌包芯紗的質量分數為30.9%,其芯紗為70 D(約7.78 tex)氨綸,外包紗為75D(約8.33 tex)/36F白半光滌海洋紗(DTY)。
2 織造工藝
2.1 織造流程
穿紗→開布→換紗→給紗→成圈(退圈、墊紗、彎紗、帶紗、閉口、套圈、連圈、脫圈、成圈)→卷取→落布。
2.2 設備及參數
雙面電腦提花機[圣東尼(上海)針織機器有限公司],機速25 r/min,日產量80 kg,坯布面密度573 g/m2,坯布幅寬46 cm,織針路數8。花型使用KDS(琪利)工藝制版軟件進行設計。
2.3 上機工藝
面料使用雙面電腦提花機進行織造。共采用8路織針,針筒針織正面,針盤針織反面。針筒針和針盤針按照設計好的花型由CPU控制進行選針。由空筒組織(空氣層組織)和平針組織交錯織造,空筒組織上下全出針,平針組織上全出下單出,并在面料背面進行磨毛處理。針盤針1、3、5、7的送紗密度設置為每100個線圈長度24 cm,針盤針2、4、6、8的送紗密度設置為每100個線圈長度20 cm。第1、3、5、7路各裝入陽滌海洋紗1根,2個導紗嘴各裝入陽滌海洋紗2根,第2、4、6、8路各裝入氨滌包芯紗1根。圖1為編織圖,圖2為花型模擬效果圖。
圖1 編織圖
圖2 花型模擬效果圖
3 染整工藝
3.1 染整流程
坯布入庫→點色→開流程卡→排計劃→配桶→退卷→縫頭→前處理(退漿、減量)→染色→對色→脫水→開幅→烘干→定型→成檢包裝→成品入庫。
3.2 染液配方
染液配方見表1。
3.3 染色步驟
染色過程中,先在低溫下上染陽滌海洋紗,然后在高溫下上染氨滌包芯紗。為了使面料獲得良好風格,采用緩慢逐步升溫法[4]。具體操作步驟:
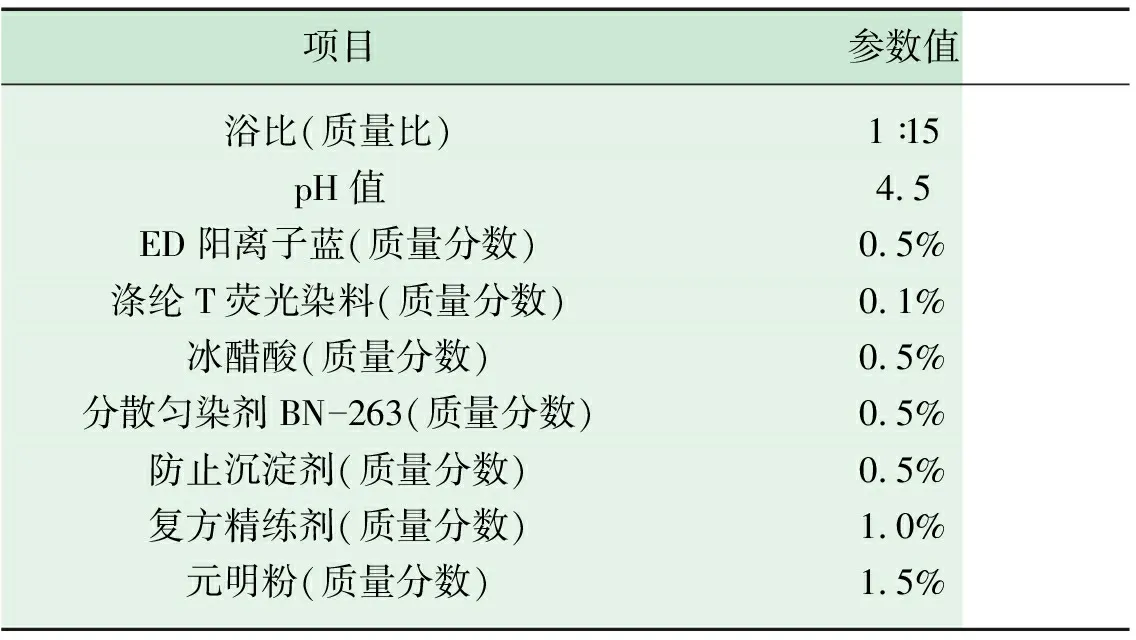
表1 染液配方
(1) 室溫下,進水進布,設定浴比為1∶15,機器運轉3~5 min,待布料走順,加入質量分數1.0%的復方精練劑進行前處理,開始升溫,以1.5 ℃/min的速率升溫至80 ℃,保溫20 min。
(2) 以2.0 ℃/min的速率降溫至60 ℃,進行排液、水洗,加入分開化好的染料和其他助劑,測定回流液的pH值,加酸調整pH值至4.5。
(3) 以1.0 ℃/min的速率升溫至70 ℃,保溫10 min;以1.0 ℃/min的速率升溫至98 ℃,保溫10 min;以1.5 ℃/min的速率升溫至120 ℃,保溫40 min。
(4) 以1.5 ℃/min的速率降溫至70 ℃;再以2.0 ℃/min 的速率降溫至60 ℃;最后排水、取樣。
染色升降溫曲線如圖3所示。
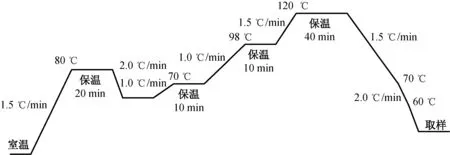
圖3 染色升降溫曲線
3.4 后處理
(1) 還原清洗。加入質量分數分別為0.2%的純堿和0.1%的保險粉及0.5%的冰醋酸進行還原清洗,以3.0 ℃/min的速率升溫至80 ℃,保溫20 min,再以2.0 ℃/min的速率降溫至60 ℃進行水洗,然后以2.0 ℃/min的速率降溫至室溫,出布。還原清洗升降溫曲線如圖4所示。
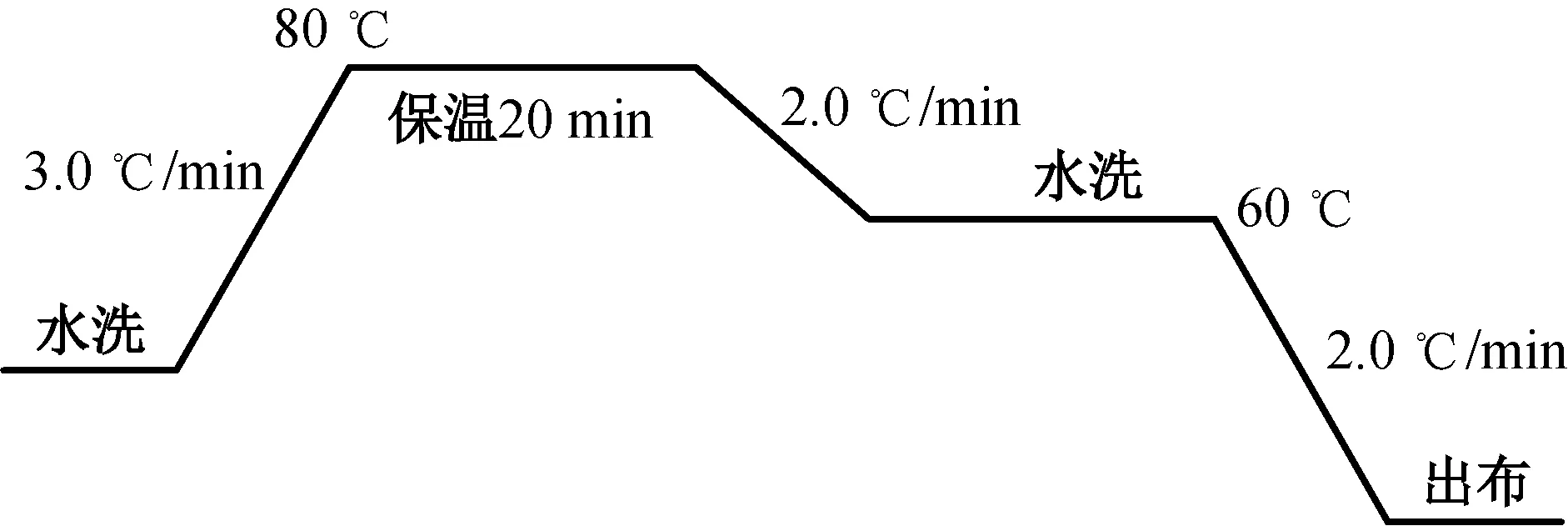
圖4 還原清洗升降溫曲線
(2) 定型。由于本試驗開發的面料中含有氨綸,一般在195 ℃的條件下進行預定型,染色結束后在150 ℃的條件下進行成品定型,保證面料的尺寸穩定性。
(3) 磨毛。通過磨毛機對面料進行摩擦,使面料表面產生一層短絨毛。本試驗使用輕度磨毛工藝。
4 性能測試
4.1 測試方法
本試驗開發的面料主要針對國外客戶,織物起毛起球性能測試采用ASTM D3512-2002標準,織物防勾絲性能測試采用ASTM D3939-2010標準,織物縮水率測試采用AATCC 135-2014標準,織物耐汗漬性能測試采用AATCC15-2002標準,織物耐水洗色牢度測試采用AATCC 61 2A-2013標準,織物摩擦色牢度測試采用AATCC 8-2007標準,織物耐水性能測試采用ISO 105-E01-2013標準,織物耐黃變性能測試采用HG/T 3689—2014標準,織物耐光色牢度測試采用ISO 105-B02-2014標準,織物斷裂強力和伸長率測試采用ASTM D5035-2015標準,織物撕破強度測試采用ASTM D2261-2007標準,織物耐磨性能測試采用ASTM D 3884-2007標準,織物厚度測試采用ASTM D1777-2011標準,織物脹破強力測試采用ASTM D3786-2001標準,織物耐曲折性測試采用SATRA TM55-2015標準,織物面密度測試采用ASTM D3776-2009標準。
4.2 測試結果
面料厚度為1.98 mm,面密度為819 g/m2。表2給出了面料性能測試結果。
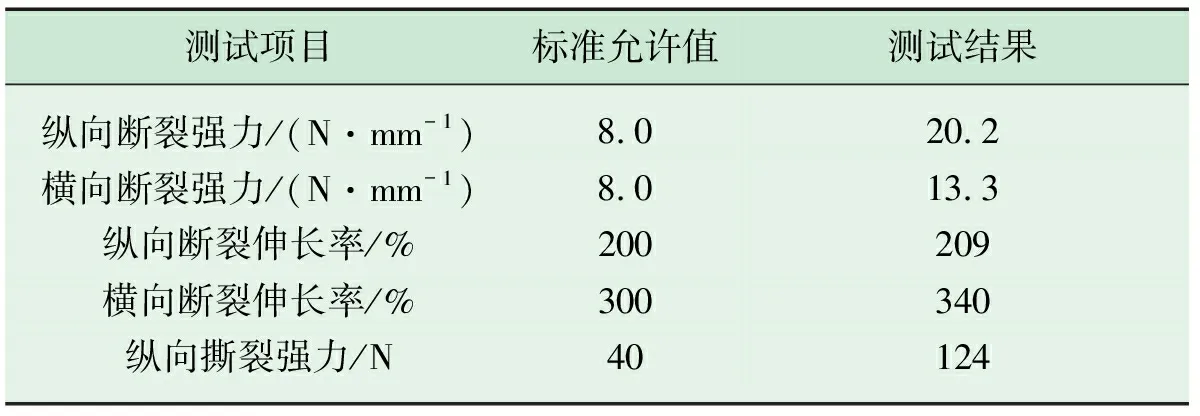
表2 面料性能測試結果
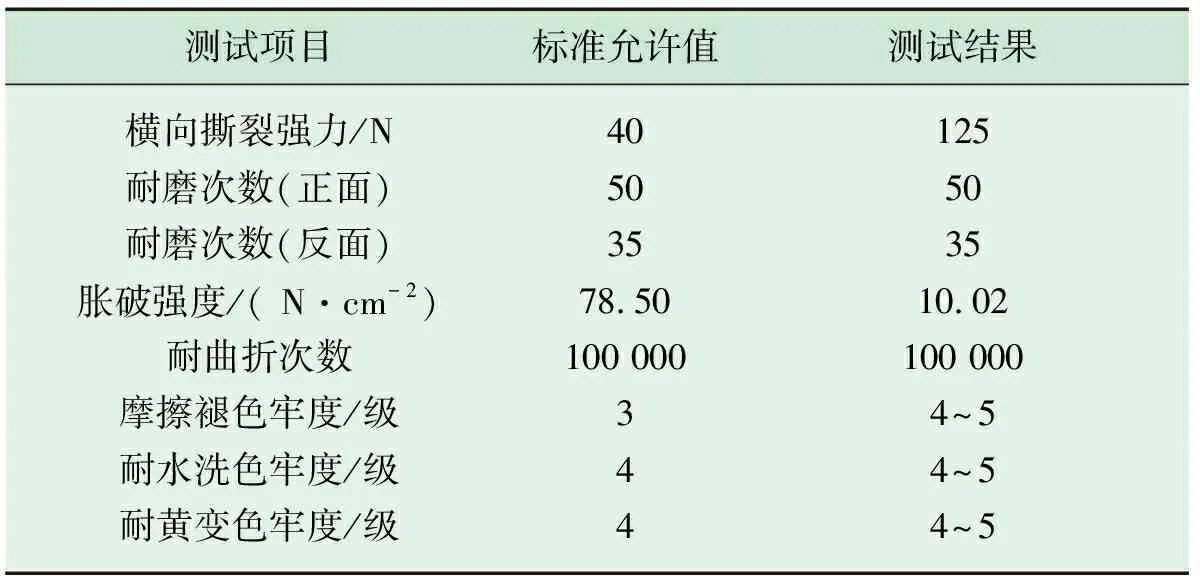
(續表)
5 總結
本試驗制備的面料較厚,立體感較強,是針對國際一線品牌開發的沙發面料,布面花紋明顯,彈性較好,手感柔軟。空筒組織和平針組織交錯織造增強了布面的凹凸不平,表面經磨毛處理后進一步增強了立體感。圖5為面料實物照片。

(a) 正面

(b) 反面
此面料使用環保概念的滌海洋紗,切合國際一線品牌的環保理念。在開發實踐中,發現滌海洋紗與普通滌綸紗在織造工藝和染整工藝方面無需區別對待,普通滌綸紗的工藝同樣適合滌海洋紗,其原因可能是滌海洋紗的基本組分也為聚酯。這款面料的開發使用了陽滌海洋紗和氨滌包芯紗兩種紗線,較低溫度下由陽離子染料對陽滌海洋紗上染藍色,較高溫度下由T熒光染料對氨滌包芯紗進行熒光增白。染色結束后進行皂洗后處理,洗去布面浮色,面料性能達到并超過國外客戶標準。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52