小型零件自動上料系統控制軟件設計與實現
2018-01-25 07:14:16閻濤趙寶琴胡章詠
價值工程 2018年36期
閻濤 趙寶琴 胡章詠

摘要:主要介紹了小型零件激光打標自動上料系統的工作流程,闡述了人機交互及控制軟件的設計與實現。系統采用雙cpu系統,分別用來控制各個機械部件動作以及發送激光打標控制信號以及用來進行人機對話。從系統要實現的主要功能入手,在軟件設計時采用結構化程序設計,合理分配系統資源,并加強軟件的抗干擾設計。最終系統實現了石英晶體自動上料與激光打標,并有利于操作人員對設備的有效管理,滿足了用戶的要求。
Abstract: This paper mainly introduces the workflow of the automatic marking system for laser marking of small parts, and expounds the design and implementation of human-computer interaction and control software. The system uses a dual cpu system to control the movement of various mechanical components, send laser marking control signals and perform human-machine dialogue. Starting from the main functions to be implemented by the system, structured programming is used in software design, system resources are allocated reasonably, and the anti-interference design of the software is strengthened. The final system realizes automatic loading and laser marking of quartz crystal, and is beneficial to the operator to effectively manage the equipment and meet the requirements of users.
關鍵詞:上料系統;控制電路;軟件
Key words: feeding system;control circuit;software
中圖分類號:TP311? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1006-4311(2018)36-0254-02
1? 系統簡介
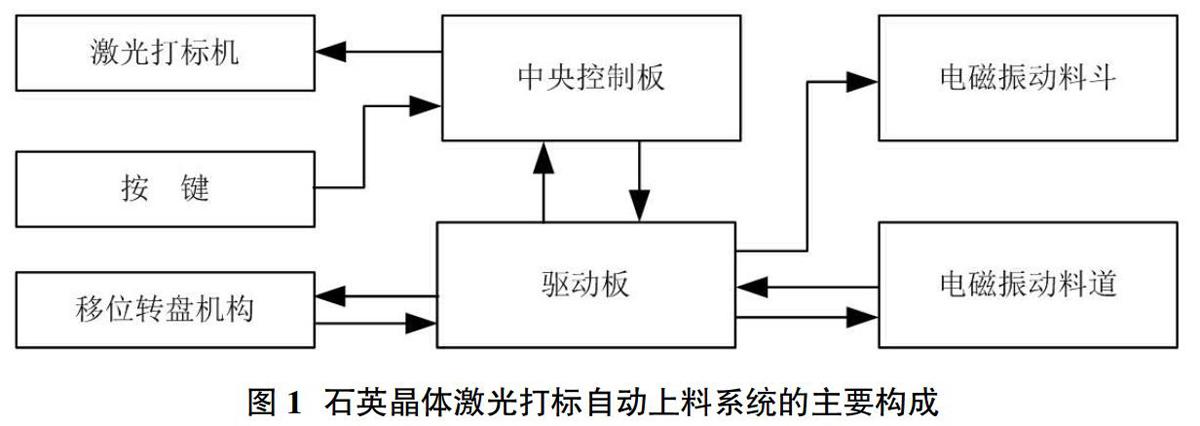
本系統為石英晶體激光打標自動上料系統,自動上料的主體-石英晶體形狀較小,重量輕,屬小型件。系統的主要構成如圖1所示。在工作時需要根據客戶要求設定工作參數(主要包括打標石英晶體數量、石英晶體打標時間等),并且需要實時顯示工作狀態,故在設計硬件系統時采用雙CPU(單片機)系統,其中一個單片機主要用來控制各個機械部件動作以及發送激光打標控制信號,另一個單片機則主要是用來進行人機對話,兩個單片機之間用串行口進行通信。為了滿足控制系統的要求,在為系統編制軟件程序時要做到:
①資源的合理分配,包括中斷源、定時器/計數器、ROM、RAM等。目的是使控制系統能夠及時響應系統外部的需求。
②為提高該自動上料系統的可靠性,不僅在硬件設計時加強電磁兼容性,而且在軟件設計時也要加強軟件的抗干擾設計。
該控制系統采用51匯編語言作為編程語言。軟件主要包括的子程序為:激光打標計數子程序、激光打標機控制子程序、步進電機控制子程序、光電傳感器檢測子程序、參數設置子程序等。
2? 自動上料控制系統的功能設計
在生產現場中,會發生一些突發情況和不同的生產管理需求,所以該控制系統除了要實現常規的工序控制外,還應該考慮到這些情況,為此,系統設計了以下功能:
①單次激光打標的批量可以自由設定。最小設定值為1,最大設定值10000,當激光達標系統計數值到達設定的批量后系統自動停止,并發出打標完成信號。
②當激光打標過程正在進行時,如有特殊情況需要處理,可以通過設定的暫停鍵使系統暫停。
③激光打標間隔時間可在一定范圍內調整。不同的激光打標字符所需耗費的時間也不同,在實際打標時發現,如果時間間隔設置過短,激光系統還沒有打完標系統就把下一個石英晶體推到激光打標位,并發出打標信號,造成激光打標不完整。
④上料系統在發生故障時報警。上料系統有時由于石英晶體的尺寸誤差,會發生堵料等情況,造成石英晶體不能順暢的從電磁振動料斗傳送至移位轉盤處,當發生此種情況,即移位轉盤缺料超過2min時,系統會自動報警,出現這種情況后,在附近的工作人員就可以幫助處理,盡量減少專職看守設備人員。
⑤當上料系統出現特殊情況時,需要對該控制系統進行復位,所以需要設置復位按鍵。
系統的控制面板如圖2所示。
3? 激光打標上料控制系統主程序設計
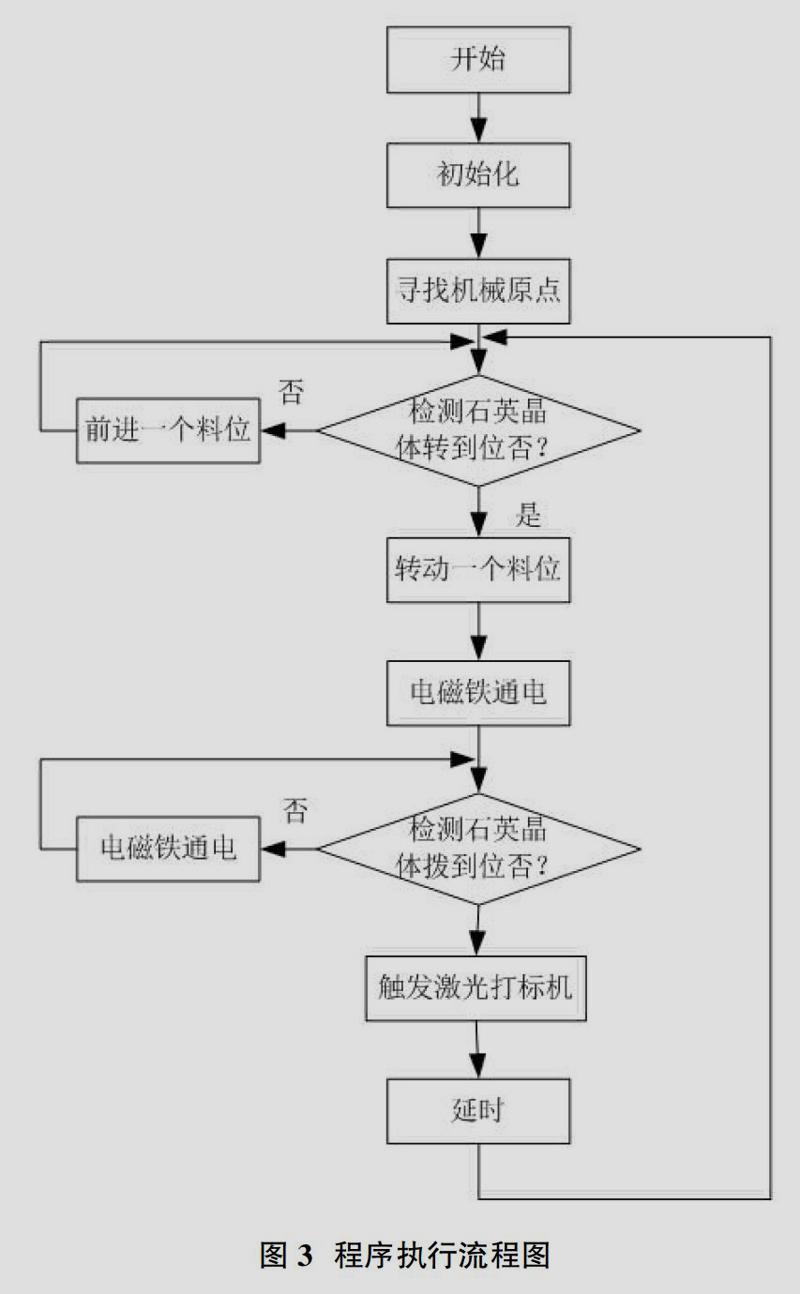
主控程序的程序執行流程圖如圖3所示。
①激光打標控制系統初始化。
②激光打標控制系統控制部分。
該部分主要完成對石英晶體激光打標控制系統的外部信號輸入狀態進行識別,并對外部中斷的循環進行監控,并根據發生的不同的具體情況,分別轉向相對應的程序分支。這些程序分支包括:上料系統光電傳感器狀態檢測程序;激光打標控制系統打標參數設置程序分支;激光打標開始程序;激光打標復位程序。
③步進電機控制程序設計。
該石英晶體激光打標上料機械部分采用電磁鐵和步進電機來驅動相應的機械元件,步進電機的速度調整是通過單片機所發出的不同的脈沖頻率來進行。
復位或將從電磁振動料道接收石英晶體時,需要進行精確的位置控制。但該激光打標上料系統在設計時,綜合考慮研發制造成本,采用成本較低的開環控制而沒有單獨設置位置傳感器達到了系統所需的位置精度。
由于不能夠確定步進電機的初始位置,因此系統在初始化后首先要尋找機械原點(在這里指移位轉盤上的空料位處)。然后使此位置轉至電磁振動料道出口處,這樣,便允許電磁振動料道開始送料。
4? 小結
在合理的硬件基礎上,進行控制軟件的設計,首先從系統要實現的主要功能入手,然后進行控制系統的主程序的設計。軟件采用結構化程序設計,合理分配系統資源,在抗干擾方面,與硬件配合,并加強軟件的抗干擾設計。樣機經過在生產企業多次實踐并不斷完善,最終系統實現了石英晶體自動上料與激光打標,滿足了生產企業的質量要求,并有利于操作人員對設備的有效管理。
參考文獻:
[1]崔秀梅.金相試樣切割機的機械設計與控制系統的研究[D].河北農業大學,2002.
[2]鐘元.面向制造和裝配的產品設計指南[M].北京:機械工業出版社,2016,6.
[3]黃青青.基于機器視覺的自動上料機械手運動控制[D].東華大學,2015.
