耐酸池不銹鋼焊接工藝
2018-01-25 07:14:16張毅
價值工程 2018年36期
張毅
摘要:化度用酸化池裝置是在常溫下,以清理構(gòu)件內(nèi)表面和外表面銹蝕為主,為下一步在構(gòu)件外表鍍防腐層做準備的設備,在石化企業(yè)主要用于油管、抽油桿和井下工具的防腐程序。由于構(gòu)件要在酸化溶液中運行,長期運行下來,就會對酸化裝置的材料組織和性能造成一定的影響,所以在對酸化池裝置所用1Cr18Ni9Ti不銹鋼材料焊接時,在制定焊接工藝指導書時就要考慮到材料的焊接性能,以免引起酸化池裝置因晶間腐蝕、熱裂紋、應力腐蝕開裂等問題,使酸化池出現(xiàn)滲漏、開裂等問題,對生產(chǎn)運行造成影響。于是我們通過對1Cr18Ni9Ti不銹鋼材料的焊接性能的分析,制定出該裝置保障其安全運行的焊接工藝,在生產(chǎn)實際中取得了很大的成效。
Abstract: The acidification tank device is used to clean the inner surface and outer surface of the component at normal temperature and? prepare the anti-corrosion layer on the outer surface of the component. It is mainly used in petrochemical enterprises for anti-corrosion procedures for oil pipes, sucker rods and downhole tools. Since the components are to be operated in the acidification solution, long-term operation will have a certain impact on the material structure and properties of the acidification device. Therefore, when welding the 1Cr18Ni9Ti stainless steel material used in the acidification tank device, the welding performance of the material must be taken into account when formulating the welding procedure instruction, so as not to cause problems such as intergranular corrosion, thermal cracking, stress corrosion cracking of the acidification tank device, and the leakage and cracking of acidification tank, which may affect the production operation. Therefore, through the analysis of the welding performance of 1Cr18Ni9Ti stainless steel material, we have developed a welding process to ensure the safe operation of the device, which has achieved great results in the production practice.
關鍵詞:不銹鋼;熱裂紋;晶間腐蝕;焊接工藝
Key words: stainless steel;hot crack;intergranular corrosion;welding process
中圖分類號:TG44? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1006-4311(2018)36-0156-03
1? 1Cr18Ni9Ti不銹鋼的性能具體分析
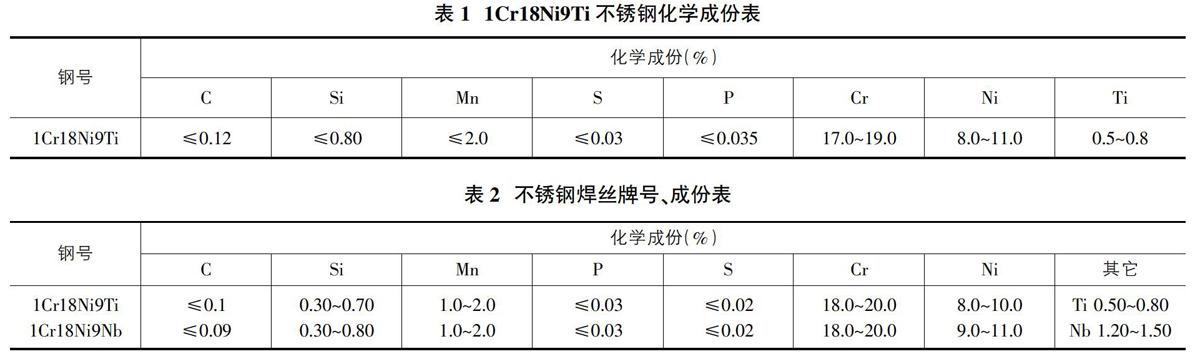
1.1 化學組織成分分析
從成分表(表1)中反應出:①1Cr18Ni9Ti不銹鋼Cr含量18%左右,具有很好的耐腐蝕性;②Ni含量在10%左右,能使鋼在常溫下獲得奧氏體組織,使焊接性得以提升。
1.2 不銹鋼焊接性的分析
通過查找資料得出1Cr18Ni9Ti不銹鋼W(C)ep=0.538%,數(shù)據(jù)顯示其焊接性能良好,但由于其他元素的存在造成其還具有一定的熱裂傾向。
1.2.1 奧氏體不銹鋼焊接產(chǎn)生熱裂紋的原因分析
①由于奧氏體不銹鋼的線脹系數(shù)大及熱導率小,在焊接過程中因局部加熱,焊縫及熱影響區(qū)域找冷卻時就會產(chǎn)生較大的拉應力,就會使焊縫產(chǎn)生熱裂紋。②奧氏體不銹鋼焊接過程中,由于熱影響區(qū)溫度高,就會對結(jié)晶造成較大的影響,晶界在凝固集聚時一些低熔點的雜質(zhì)元素偏析嚴重,會形成低熔點的夾層薄膜,不有利于有害雜質(zhì)偏析,而促使形成低熔點晶間液膜,在一定的拉應力作用下起裂、擴展和促使產(chǎn)生晶間裂紋。③易溶液膜對焊縫的熱裂紋產(chǎn)生影響很大,液膜的形成跟不銹鋼焊縫復雜的合金組成分不開的,不但S、P、Sn、Sb這些雜質(zhì)有影響,而Si、Nb等有益的合金元素因溶解度有限也會形成易容晶體,這樣,焊縫及近縫區(qū)都可能產(chǎn)生熱裂紋。
1.2.2 防止和控制不銹鋼焊接產(chǎn)生熱裂紋的措施
①對焊縫的金屬組織進行控制,讓焊縫金屬組織盡量形成雙向組織成分,由于鐵素體能大量溶解S、P等有害雜質(zhì),鐵素體含量最好控制在3-5%以下。②控制好焊縫的化學組織成分,對焊縫中的碳、磷、鎳、硫減少,而增加鉬、錳、硅及鉻等有益元素,對減少熱裂紋有很大的作用。③焊條藥皮類型的選用十分重要,在不銹鋼焊接時要用低氫型藥皮焊條,因為這類焊條在焊接中可以細化焊縫晶粒,雜質(zhì)偏析減少,抗裂性得到提高。而酸性焊條氧化性卻很強,對有益的合金元素造成燒損,晶粒粗大,抗裂性下降,熱裂紋的傾向增加。④采用較快的焊接速度,小的線能量,焊接電流比普通碳鋼小20%左右;嚴格控制層間溫度,待焊層冷卻后再焊下一道,以減少過熱,增強抗熱裂的能力。
1.2.3 奧氏體不銹鋼焊接接頭的晶間腐蝕問題分析
晶間腐蝕是局部腐蝕的一種,是金屬材料在腐蝕介質(zhì)中,沿著材料的晶粒間的分界面向內(nèi)部擴展的腐蝕,使晶粒之間喪失結(jié)合力的一種局部腐蝕破壞現(xiàn)象。
晶間腐蝕的形成條件:
一般認為,不銹鋼在固溶狀態(tài)下,常溫于腐蝕介質(zhì)中無晶間腐蝕。但經(jīng)再次加熱到450~850℃以后或在此溫度區(qū)間工作,且鋼中C>O.02~0.03%,缺少Ti、Nb等能控制碳的元素時,處于腐蝕介質(zhì)中時往往發(fā)生晶間腐蝕。
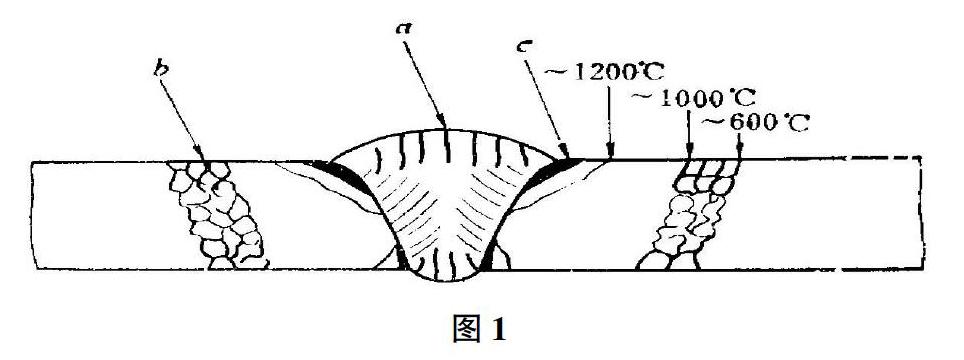
不銹鋼焊接接頭可有三個部位會出現(xiàn)晶間腐蝕現(xiàn)象,特別是焊縫附近熱影響區(qū)最容易產(chǎn)生晶間腐蝕,如圖1所示。
1.2.4 防止和控制晶間腐蝕的措施
①控制焊縫金屬的化學成分,主要是盡量降低含碳量到0.03%以下,以避免Cr23C6形成,使焊縫不形成貧鉻區(qū),防止晶間腐蝕的產(chǎn)生;②焊接時添加足夠量的Ti或Nb,他們和碳的親和力大,很大程度消除晶間腐蝕的傾向;③選用正確的焊接方法,選用超低碳焊條或含Nb的焊條,要快速焊接。采用氬弧焊時,避免焊接接頭過熱,焊后要快速冷卻。
2? 焊接材料的選用
焊接材料的選用母材成分和性能已經(jīng)所要采用的焊接方法來決定,不銹鋼采用的焊接方法有多種,分別是等離子氬弧焊(PAW)、埋弧焊(SAW)、熔化極氬弧焊(MIG)、鎢極氬弧焊(TIG)等,對于不銹鋼來說Cr、Ni合金元素的含量很重要,所以焊條內(nèi)兩種元素含量要高于母材。而焊接材料的鐵素體含量在4~12%之間,對保證焊縫的冷裂紋、熱裂紋、應力腐蝕開裂等的抗裂性作用較大。對于焊材中的P、S、C、Si、Nb等元素應該盡量降低。同時,注意選擇較細的焊絲和較小的焊接線能量,焊絲需低Si、S、P。同時,由于接觸介質(zhì)為液態(tài)酸性溶液,故選用超合金焊接材料1Cr18Ni9Ti或1Cr18Ni9Nb。
3? 焊接工藝的確定
3.1 對口的質(zhì)量要求
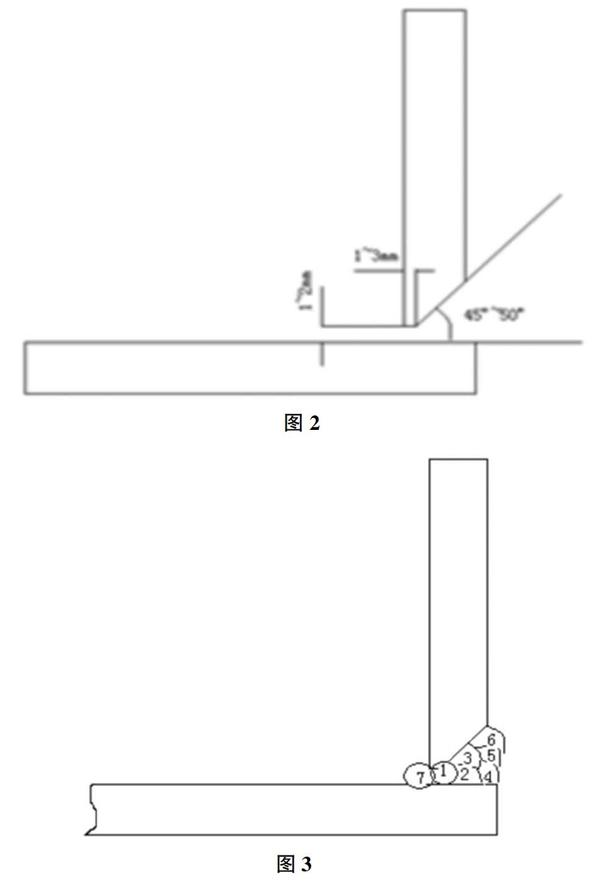
①對口應將焊口表面及兩側(cè)母材15mm范圍內(nèi),油污、銹跡及氧化層等用磨光機和銼刀清理干凈,直至露出金屬光澤,用酒精清洗表面雜質(zhì)。②焊縫坡口為單邊V形,坡口角度450~500,坡口間隙1~2mm。鈍邊1~3mm(圖2)。③在坡口根部點固焊時,在點固焊后要檢查各個焊點質(zhì)量,如有缺陷應立即清除,并重新進行點焊。點固焊應選用正式焊接時所用牌號的焊條。
3.2 工藝要點
焊接參數(shù)的選擇:采用直流反接,鎢極直徑3.2mm,焊接電流120~140A。
采用多層多道雙面焊焊,外層焊接層數(shù)3層,內(nèi)層一層,焊接順序見圖3,由于內(nèi)層焊縫直接與腐蝕介質(zhì)接觸,所以放到最后焊接,以減少晶間腐蝕產(chǎn)生。
打底的根層焊縫檢查后,經(jīng)自檢合格后,方可焊接次層,多層多道焊的接頭應錯開,并逐層進行檢查,合格后方可焊接次層。斷弧后應按照操作要領,滯后關氣,以免造成焊縫氧化。
嚴禁在被焊件表面引弧、試電流或隨意焊接臨時支撐物嚴格控制層間溫度,一般以用手可以摸為準(大約60℃);當層間溫度過高時,應馬上停止焊接。待溫度降低下來,可以再焊時,應仔細檢查并確認無裂紋后,方可按照工藝繼續(xù)施焊。
在對層間清理和焊縫表面清理時,采用拋光機及不銹鋼絲刷進行清理;施焊時應特別注意引弧、接頭、收弧處等操作工藝的質(zhì)量,特別是收弧時應把弧坑填滿,將電弧引向坡口熄弧,焊后進行固溶處理。
4? 焊接后檢驗
①焊縫表面不允許出現(xiàn)裂縫、氣孔、未熔合、咬邊等缺陷。②焊縫的外形尺寸應符合焊接工藝要求,焊縫邊緣應圓滑過渡至母材。③焊縫不允許有嚴重氧化或過燒現(xiàn)象。④焊接工藝參數(shù)確定后,試樣焊后經(jīng)質(zhì)量檢驗處100%射線探傷檢驗。
5? 結(jié)論
焊接工藝指導書編訂完成后,焊接試樣經(jīng)焊接工藝研究所審定為合格,試樣焊后經(jīng)質(zhì)量檢驗處100%射線探傷檢驗,焊縫質(zhì)量評定為I級。此工藝在生產(chǎn)中進行了應用,加工的耐酸池使用了三年沒有出現(xiàn)裂紋和晶間腐蝕的問題,現(xiàn)仍在正常使用,該焊接工藝是完全可行的。
參考文獻:
[1]屈興勝,林成,劉志林.奧氏體不銹鋼晶間腐蝕[J].遼寧工學院學報,2007(01).
[2]張勝寒,邊娜,史艷玲,韓麗燕.奧氏體不銹鋼晶間腐蝕研究狀況[J].江蘇化工,2008(03).
[3]朱亮,李敬霞.Cr15Mn9Ni1N不銹鋼焊接接頭的組織及凝固模式[J].熱加工工藝,2009(15).
猜你喜歡
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
山東工業(yè)技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(yè)(2016年30期)2016-12-20 04:00:34
中國科技博覽(2016年22期)2016-11-01 12:31:00
科技視界(2016年1期)2016-03-30 23:10:15
石油化工建設(2016年4期)2016-02-27 15:03:16
