基于PLC和PMC的經(jīng)軸紗機器人控制系統(tǒng)研究與設(shè)計
2018-01-23 12:35:29單忠德姬海翔王紹宗
制造業(yè)自動化 2017年12期
張 倩,單忠德,姬海翔,王紹宗,莊 圓
(1.機械科學(xué)研究總院先進制造技術(shù)研究中心,北京 100044;2.先進成形技術(shù)與裝備國家重點實驗室,北京 100044)
0 引言
我國是紡織印染業(yè)大國,規(guī)模以上紡織企業(yè)5.7萬多家,印染企業(yè)2000多家,印染企業(yè)紗線染色主要有筒子紗和經(jīng)軸紗,經(jīng)軸紗自動化裝卸設(shè)備市場需求量巨大。而國內(nèi)紡織印染行業(yè)中經(jīng)軸紗裝卸主要靠人工裝卸紗,效率低,勞動強度大。因此,開發(fā)具有載重大、速度高、剛度大、定位精度高的高速高精重載經(jīng)軸紗裝卸設(shè)備對提升我國智能制造技術(shù)水平,滿足國家紡織印染行業(yè)的急需具有重要的意義。
作者所在單位機械科學(xué)研究總院已經(jīng)針對筒子紗自動化生產(chǎn)開發(fā)出了筒子紗自動化裝卸機器人。在前期研究和國內(nèi)外經(jīng)軸紗裝卸方法調(diào)研的基礎(chǔ)上,結(jié)合經(jīng)軸紗裝卸需求,設(shè)計開發(fā)快速、穩(wěn)定、簡潔的經(jīng)軸紗裝卸機器人及配套的物流系統(tǒng),替代人工完成經(jīng)軸紗裝卸的自動化。其經(jīng)軸紗裝卸機器人機械結(jié)構(gòu)如圖1所示。
設(shè)計的經(jīng)軸紗裝卸紗機器人系統(tǒng)包括,機器人主體、經(jīng)軸紗機械手、經(jīng)軸紗籠及經(jīng)軸紗移載車及回轉(zhuǎn)托盤等,可完成經(jīng)軸紗的裝卸及轉(zhuǎn)運。結(jié)合以上經(jīng)軸紗機械設(shè)計和經(jīng)軸紗染色生產(chǎn)要求,需要設(shè)計開發(fā)經(jīng)軸紗裝卸機器人控制系統(tǒng),滿足經(jīng)軸紗裝卸機器人功能需求。
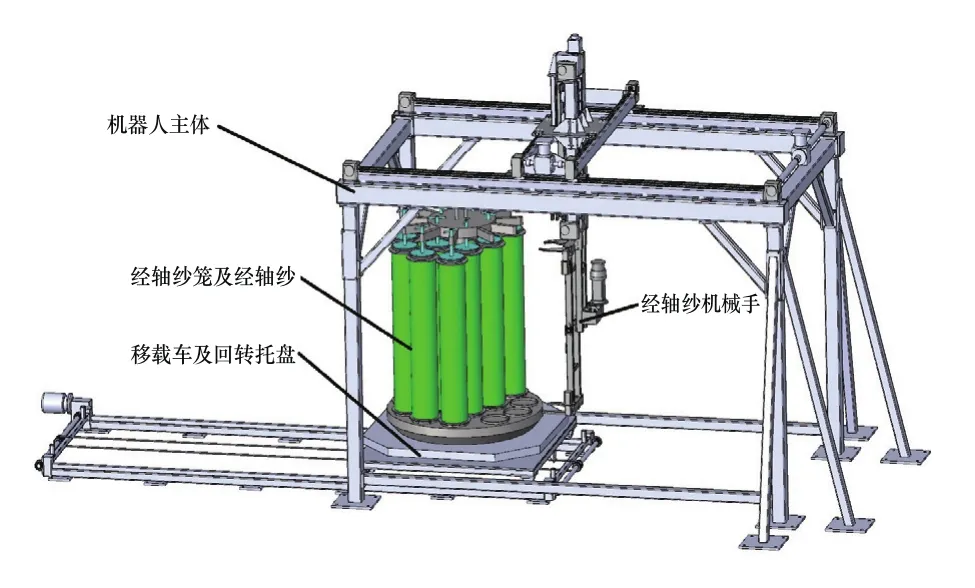
圖1 經(jīng)軸紗裝卸機器人機械結(jié)構(gòu)圖
1 運動控制系統(tǒng)總體設(shè)計
1.1 硬件系統(tǒng)組成
經(jīng)軸紗裝卸機器人系統(tǒng)主要功能主要包括:由經(jīng)軸轉(zhuǎn)運車上逐一抓取經(jīng)軸紗裝在經(jīng)軸紗籠上并固定;將垂直安裝并固定在紗籠上的染色完成的經(jīng)軸紗逐一解鎖并抓取,放置在經(jīng)軸轉(zhuǎn)運車完成轉(zhuǎn)運。根據(jù)控制系統(tǒng)功能要求,控制系統(tǒng)需要完成經(jīng)軸機器人三坐標X、Y、Z軸,平臺旋轉(zhuǎn)軸A軸,經(jīng)軸紗螺栓頂部擰動軸N軸,經(jīng)軸紗翻轉(zhuǎn)F軸及手抓開合等多軸控制,并保證控制精度。綜合考慮系統(tǒng)的穩(wěn)定性、編程的簡易性、維護的方便性,文章中設(shè)計了采用基于Siemens 1200系列控制器和PMC多軸控制器開發(fā)了滿足經(jīng)軸紗兩頭夾取、中間旋轉(zhuǎn)、準確定位及符合物流轉(zhuǎn)運的系控制系統(tǒng),搭建控制系統(tǒng)原理圖[1~4],如圖2所示。

圖2 控制系統(tǒng)運動結(jié)構(gòu)圖
控制系統(tǒng)通過PLC本體四路脈沖輸出實現(xiàn)經(jīng)軸機器人X、Y、Z三坐標軸定位系統(tǒng)和平臺旋轉(zhuǎn)軸A軸電機的運動;通過數(shù)字量進行內(nèi)部位置控制控制翻轉(zhuǎn)軸F,速度控制控制擰動軸N;PMC多軸控制器控制兩個手爪電機控制,Siemens1200通過網(wǎng)線與昆侖通態(tài)觸摸屏連接。控制器同時也可實現(xiàn)與中央控制系統(tǒng)與相關(guān)單機設(shè)備的信息通訊,實現(xiàn)機器人高速運動精確定位及平穩(wěn)性控制。選擇的控制器及控制方式如表1所示。
1.2 軟件系統(tǒng)
基于PLC和PMC多軸聯(lián)動控制系統(tǒng)通過中央控制器收發(fā)命令,實現(xiàn)數(shù)據(jù)管理及流程控制,同時觸屏通過讀取控制器中相關(guān)參數(shù),來實現(xiàn)與控制器的信息交互。
系統(tǒng)軟件包括兩個部分:實時控制部分和人機交互部分。實時控制部分由西門子PLC控制器、PMC多軸控制器和西門子V90伺服驅(qū)動器組成,西門子PLC主要承擔(dān)伺服控制任務(wù)的收發(fā),是經(jīng)軸機器人控制系統(tǒng)的核心;人機交互部分采用嵌入式觸屏與PLC之間實現(xiàn)交互和數(shù)據(jù)處理。上位機和下位機之間采用通過PROFINET協(xié)議進行通訊[6]。 上位軟件基于嵌入式操作系統(tǒng),采用MCGSE組態(tài)環(huán)境開發(fā)工具開發(fā)了經(jīng)軸紗機器人上位機控制軟件,其中經(jīng)軸紗機器人工作流程如圖3所示。

圖3 運動控制流程

表1 控制系統(tǒng)選擇的控制器及控制方式
2 經(jīng)軸紗裝卸機器人控制系統(tǒng)定位精度與平穩(wěn)控制
2.1 控制系統(tǒng)邏輯過程
在經(jīng)軸紗機器人控制功能要求及控制系統(tǒng)硬件設(shè)計基礎(chǔ)上,得到控制系統(tǒng)邏輯示意圖,如圖4所示是針對裝滿經(jīng)軸的紗籠卸經(jīng)軸紗的邏輯判斷。
針對卸紗功能,經(jīng)軸機器人旋轉(zhuǎn)機構(gòu)(伺服定位系統(tǒng))帶動紗籠旋轉(zhuǎn)到旋轉(zhuǎn)機構(gòu)零位(接近開關(guān)檢測),三坐標機械手(三軸伺服定位系統(tǒng))運行到抓取位手爪(步進控制系統(tǒng))抓緊經(jīng)軸,擰閥門機構(gòu)(伺服定位系統(tǒng))下降到指定位置,旋轉(zhuǎn)固定圈數(shù)將閥門打開,氣缸拉動擰閥門機構(gòu)上升固定高度將閥門拉出,同時三坐標機械手(三軸伺服定位系統(tǒng))抓取經(jīng)軸運動到下放位置,經(jīng)軸通過翻轉(zhuǎn)機構(gòu)(變頻控制系統(tǒng))放到運軸車上,機械手的所有機構(gòu)恢復(fù)原位,完成單根經(jīng)軸紗的卸紗動作;針對裝紗功能,同樣時物流系統(tǒng)為機械手工作首先做好空紗籠,裝有經(jīng)軸紗經(jīng)軸車到位的準備,然后執(zhí)行于卸紗相反的邏輯過程。
2.2 控制系統(tǒng)精確定位及平穩(wěn)性控制
2.2.1 經(jīng)軸機器人多軸控制
經(jīng)軸機器人控制過程中為保證抓取過程中,各運動軸運行平穩(wěn)并定位精確,控制系統(tǒng)采用伺服控制器實現(xiàn),主要結(jié)合各運動控制軸要求,用到V90伺服電機速度控制、位置控制功能。
1)三坐標軸及旋轉(zhuǎn)平臺-位置控制
經(jīng)軸機器人在運行過程中,三坐標軸及旋轉(zhuǎn)平臺均有多個控制位置,但是對力矩的要求并不嚴格,采用PLC本體四路脈沖輸出和伺服電機的位置控制,實現(xiàn)經(jīng)軸機器人X、Y、Z三坐標軸定位系統(tǒng)和平臺旋轉(zhuǎn)軸A軸的準確定位。
2)擰動軸N-速度控制
擰動軸在工作過程中需要控制擰動閥擰動一定扭矩,便可停止扭動,不需要準確定位。根據(jù)這一特點,擰動軸采用伺服電機速度控制模式,結(jié)合伺服扭矩限制到達信號來完成使用要求。
3)翻轉(zhuǎn)軸-內(nèi)部位置控制
翻轉(zhuǎn)軸運行位置比較少且固定,需要準確定位。由于伺服控制的位置模式可以對速度和位置都有很嚴格的控制,所以翻轉(zhuǎn)軸通過控制數(shù)字量進行內(nèi)部位置控制,即使用V90控制器的內(nèi)部設(shè)定值的位置控制,通過伺服控制器內(nèi)部完成位置上復(fù)雜計算及精確位置控制,不需要通過外部指令設(shè)置,減少干擾,簡單實用。
2.2.2 控制系統(tǒng)伺服單元運動參數(shù)調(diào)整
經(jīng)軸紗機器人運動主要采用伺服電機控制實現(xiàn)。伺服控制的響應(yīng)取決于伺服單元中設(shè)定的伺服增益。伺服增益可通過多個參數(shù)調(diào)整,如位置環(huán)增益、速度環(huán)增益、速度環(huán)積分時間、濾波器、摩擦補償、轉(zhuǎn)動慣量比等的組合進行設(shè)定,參數(shù)之間存在一定影響關(guān)系。在大多數(shù)狀態(tài)下,應(yīng)用者可根據(jù)伺服驅(qū)動自帶的免調(diào)整或自適應(yīng)的功能來進行這些參數(shù)的計算調(diào)整使機械達到一個相對穩(wěn)定狀態(tài),但基于不同設(shè)備控制系統(tǒng)要求,自適應(yīng)參數(shù)并不是設(shè)計使用的“最優(yōu)”參數(shù)[5],參數(shù)也可直接根據(jù)實際進行手動調(diào)整。
以旋轉(zhuǎn)軸A軸進行手動調(diào)整為例,在選取默認參數(shù)時,機械系統(tǒng)剛性達不到要求,設(shè)備出現(xiàn)振動,嘯叫。為了得到穩(wěn)定的系統(tǒng)性能,需要降低增益,即降低響應(yīng)頻率,同時增益過低又會使響應(yīng)時間變長,影響使用效率,所以在調(diào)整過程中需要結(jié)合實際運行狀況調(diào)整增益,直到得到最佳運行效果。
具體的旋轉(zhuǎn)軸A軸的調(diào)整過程是將位置環(huán)增益P29110降低直到1.3084抖動消失無異響,然后調(diào)整速度環(huán)增益P29120從0.3000調(diào)整至1.2075,隨后,適當延長速度環(huán)積分時間P29121從15.0000至25.2915,實際運動過程中觀察達到比較好的運動特性,確定參數(shù)。
3 工程實現(xiàn)及應(yīng)用
3.1 系統(tǒng)主要監(jiān)控參數(shù)

圖4 經(jīng)軸機器人卸紗控制邏輯圖

圖5 經(jīng)軸機器人旋轉(zhuǎn)軸A軸增益參數(shù)調(diào)整

圖6 系統(tǒng)運行中軸運動參數(shù)示意圖
經(jīng)軸機器人控制系統(tǒng)需要完成X、Y、Z三坐標軸及旋轉(zhuǎn)軸A和雙手抓啟閉、經(jīng)軸紗旋轉(zhuǎn)、經(jīng)紗頂端擰動多個控制位置。結(jié)合現(xiàn)場打點測試實驗測量得到手爪張合大小,翻轉(zhuǎn)軸水平、豎直位置坐標,物流系統(tǒng)U型車上固定的放軸坐標位置,以及旋轉(zhuǎn)托盤多種紗架的經(jīng)軸坐標,存儲到PLC存儲DB塊中。控制系統(tǒng)運行前,可依據(jù)工作要求,修改U型車放軸個數(shù),便于使用不同規(guī)格U型車;修改經(jīng)軸編號,滿足不同類型經(jīng)軸紗架裝卸經(jīng)軸。系統(tǒng)運行過程中,在自動運行狀態(tài)窗口可查看當前運行的經(jīng)軸編號、當前軸數(shù)、車當前的軸位置等參數(shù)。如圖6所示為系統(tǒng)運行過程旋轉(zhuǎn)軸A軸的運動參數(shù)及監(jiān)控參數(shù)。
3.2 測試及應(yīng)用
在對經(jīng)軸抓紗機器人控制系統(tǒng)的軟硬件設(shè)計基礎(chǔ)上,開發(fā)出經(jīng)軸機器人控制系統(tǒng)及經(jīng)軸機器人。現(xiàn)場采用雷紹激光干涉儀對經(jīng)軸紗裝卸機器在抓取200kg重量經(jīng)軸后,機器的啟動、停止,分別對X、Y、Z軸運動及翻轉(zhuǎn)等動作進行了測試實驗。其中測試的X、Y、Z軸分別在位置500~2500mm,0~1250mm,0~750mm的運行誤差曲線所示,得到X軸雙向定位精度為0.217mm,Y軸雙向重復(fù)定位精度為0.155mm,Z軸雙向重復(fù)定位精度為0.290mm,滿足企業(yè)需求的核心運動裝置復(fù)定位精度可達±0.3mm。
目前已經(jīng)在經(jīng)軸紗自動化生產(chǎn)線成功應(yīng)用,經(jīng)軸機器人有效行程最大可達4.2m×3.0m×2.2m,執(zhí)行速度范圍在0~500mm/s,可完成經(jīng)軸紗自動化抓取。運行界面如圖7所示,現(xiàn)場運行如圖8所示。

圖7 經(jīng)軸紗機器人控制系統(tǒng)界面
【】【】

圖8 經(jīng)軸紗機器人現(xiàn)場運行圖
4 結(jié)論
本文設(shè)計開發(fā)了以西門子PLC和PMC運動控制卡為運動控制核心的多軸聯(lián)動的經(jīng)軸紗機器人控制系統(tǒng),可實現(xiàn)經(jīng)軸紗自動化裝卸,最大抓取重量為200kg,有效行程為4.2m×3.0m×2.2m,執(zhí)行速度為0~500mm/s、重復(fù)定位精度為±0.3mm,解決經(jīng)軸紗染色過程中需要經(jīng)軸紗裝卸難,精準度差等問題,目前已經(jīng)在生產(chǎn)企業(yè)現(xiàn)場調(diào)試應(yīng)用,控制系統(tǒng)運行高速、穩(wěn)定,適合市場推廣應(yīng)用。
[1]劉華波,劉丹,趙巖嶺,等.西門子S7-1200 PLC編程與應(yīng)用[M].機械工業(yè)出版社,2011.
[2]謝向東,楊富宏,張翠潔,等.核工業(yè)環(huán)境下的物料搬運機器人控制系統(tǒng)的開發(fā)和研究[J].機器人技術(shù)與應(yīng)用,2010(02):36-37.
[3]姬海翔,張倩,王紹宗,等.基于歐姆龍NJ控制器的門架式機器人控制系統(tǒng)[J].制造業(yè)自動化.2016,38(10):7-8.
[4]李學(xué)斌.基于PLC自動控制垃圾庫升降翻倒系統(tǒng)設(shè)計[J].電氣技術(shù)與自動化.2011,40(6):198-199,202.
[5]孫宇,王志文,孔凡莉,等.交流伺服系統(tǒng)設(shè)計指南[M].機械工業(yè)出版社.2013.
[6]崔堅.西門子工業(yè)網(wǎng)絡(luò)通信指南[M].機械工業(yè)出版社.2005.
[7]SINAMICS V90 SIMOTICS S-1FL6 操作說明[Z].
