航空用銅鈑金件下料工藝的柔性化研究
2018-01-23 12:35:11
制造業自動化 2017年12期
(成都飛機工業(集團)有限責任公司,成都 610031)
0 引言
柔性化制造意味著生產線上的工藝裝備具有很大程度的通用性,在進行新產品的研制生產時,不需要(或較少)對原有生產線進行改造[1]。在航空領域,柔性化裝配技術早已得到蓬勃發展并已經帶來顯著效果,如柔性機翼壁板/翼梁裝配系統、復合材料升降舵柔性裝配系統、柔性制孔技術等[2,3];另一方面柔性化檢測也正在逐步實現當中,如蘇再為等人提出的柔性罩盒抽真空快速泄露檢測技術能夠針對不同外形工件進行泄露檢測[4]。但在制造環節,尤其是鈑金件的生產,仍然大量采用專用模具成形加工。據統計[5],鈑金零件項數占全機零件總項數的40%左右,若能在鈑金制造環節逐步實現柔性化,將給企業帶來顯著的效益提升。
航空用銅鈑金件大多為平板件(或平板件經簡單折彎得到)。銅鈑金件一直采用傳統的專用模沖孔落料的下料方式。因為模具設計制造周期長,通用性差,出現問題時返修較麻煩,甚至需要報廢復制。為了解決類似問題,提出了銅鈑金件的柔性化下料工藝,在保證零件合格率的情況下,極大地縮短了生產周期,節約了生產成本,取得了較好的生產效益。
1 傳統銅鈑金件下料方式
傳統的銅質鈑金件下料主要以下塊料,級進模/復合膜沖孔落料為主。如圖1所示為一些典型的航空用銅質鈑金零件展開圖形,每一類零件都是一個系列,每一系列零件外形大同小異,而又不完全一樣,所以生產用模具都彼此單獨存在而不能共用。因為模具數量大,制造周期長,且需要定期檢修維護,耗費不少時間和人力。并且每批次零件數較少,模具利用率低,有時候模具的制作、倉儲和定檢成本比其所加工零件的利潤還要高。

圖1 常見銅質鈑金件展開圖形
對于銅鈑金件,除了回轉體類零件可以采用車削的方法加工外。目前常見的加工途徑還有線切割,數控銑切等方式,或者銑削粗加工配合磨削精加工的方法[6~8]。但因為銅材料自身粘性大,切削加工性能差的特點,以上加工方法效率很低,不適合批量生產。為使銅鈑金零件優質高效地下料及加工成形,經過對公司現有設備的調查研究,決定對利用數控轉塔沖床進行銅鈑金零件無模柔性化下料工藝的可行性展開研究。
2 數控轉塔沖床的加工特點
公司現有LVD某型號數控轉塔沖床一臺,其加工方式有單次沖壓與連續沖裁兩種[9]。單次沖壓的工作方式主要完成圓孔(標準圓孔、長圓孔)的沖裁,零件倒內外圓角;連續沖裁的工作方式適合條形孔,切邊,小刀具進行大圓孔、大弧度外形的沖裁等加工過程。數控轉塔沖床沖裁零件最大的特點便是:它是以單次或連續沖裁為基礎,經過模具的組合使用,沿零件內孔及外形進行蠶食加工從而得到所要求形狀。如圖2所示,紅色軌跡為行刀路徑。
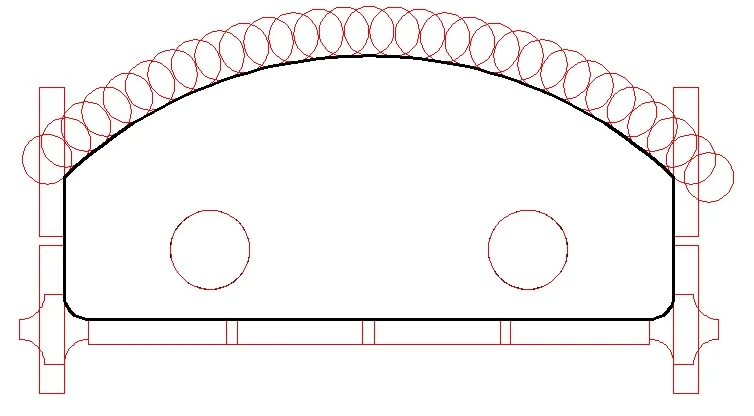
圖2 數控沖切零件展開外形
數控轉塔的這種蠶食加工的特點,是其能對銅鈑金件進行柔性化下料的基礎。要充分發揮設備的柔性化加工能力,關鍵在于模具庫所包含刀具種類的完備程度,而這些模具都是各類型(包含不同材質)零件所共用的。
數控轉塔沖床加工的另一特點便是陣列成形,即在一張毛坯板上同時成形多個外形一致或不一致的零件,只要求零件的原材料牌號及厚度規格相同便可,與傳統的專用模具下料相比,不用頻繁地更換壓力機上的模具,極大地提高了生產效率。
3 數控沖床柔性化下料流程
3.1 二維下料數據的獲取
如圖3所示,模線設計人員利用CATIA軟件專用模塊,基于經驗公式對外形簡單的零件進行展開分析,得到二維圖,作為數控下料依據及展開樣板制造依據。這里的“外形簡單”是指平板料成形為零件的過程相對容易。若零件成形過程復雜,則無法給出精確的展開圖形。這時通過適當放大余量的方法給出零件的展開毛料圖,作為下料依據。工人對毛料進行加工成形,經過修剪,成為合格零件之后,再將其逆向矯平,得到零件展開件[10]。利用二維測量機對展開件進行掃面,獲取外形數據點云,為了得到正確的可利用的連續線條,還需對點云進行優化處理,最終得到下料所需二維圖,在下一批零件下料時就可用其替代毛料樣板作為下料依據。
3.2 沖切程序編制
精確下料圖形定型以后導入到沖床對應的編程軟件中,接著進行刀具的選擇與加工路徑的編制。數控沖床與普通沖床最大的區別是[11]:后者完成沖切行程后,零件與毛板料完全脫離,每種零件都需要對應的模具來完成下料;微連接工藝的采用,使得數控沖床僅僅利用通用模具就能加工出普通沖床上難以加工的形狀復雜、尺寸較大的落料件。即在編制沖切程序時,是利用通用模具的組合加工來完成一個零件的下料,如圓形模具完成沖孔、倒內圓角,矩形模具完成切邊等。
一般對同種厚度規格的零件,同時進行編程,因為單種零件的需求數量實在太少,為了提高材料利用率,常常在一張毛坯板上沖切多種零件。因此編程完之后還需要進行零件的排版,即各個零件在毛坯板上的下料位置。排版完之后一般還需優化走刀路線,因為編程僅對單個零件進行,每個零件又同時用到多種模具,這樣加工時就需要來回切換模具,大大降低了加工效率,也不利用設備的維護保養。優化后的走刀方式是以最少的換刀次數,最短的行刀路徑進行沖切加工。
3.3 數控沖切下料
將編制好的程序導入現場PC,同時將毛板料安裝固定好,運行程序前檢查沖床工位上的模具是否與程序中的模具相匹配,模具周圍是否有上次沖切的碎屑等等,所有準備工作到位后即可運行程序進行沖切。
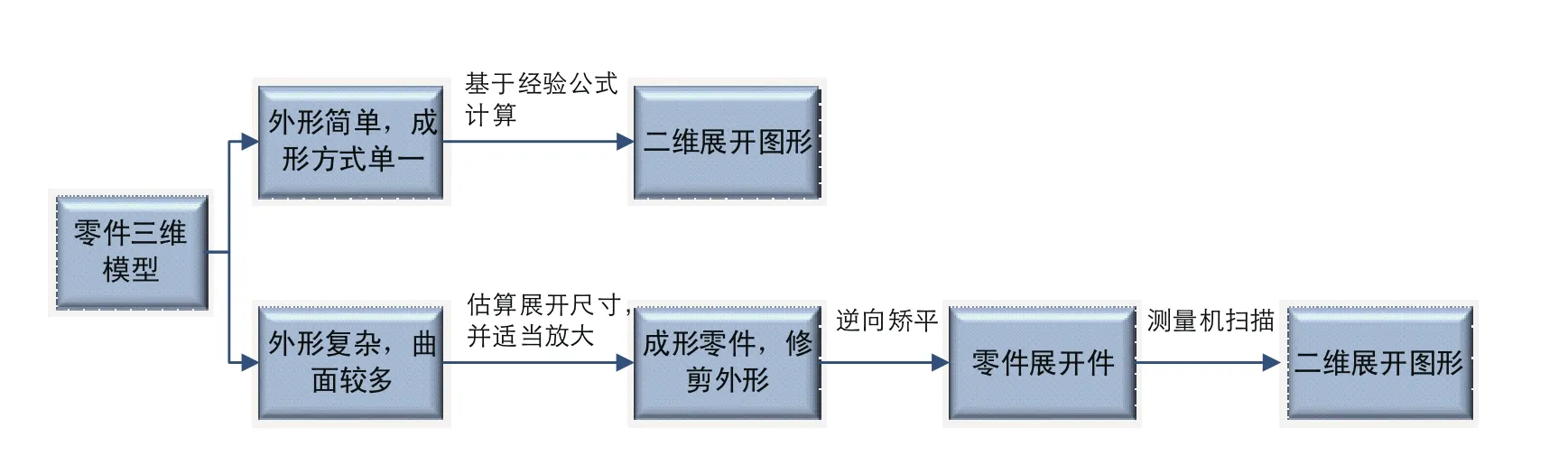
圖3 零件展開二維圖的獲取
現數控沖切幾乎都采用微連接工藝,故沖切完成后,零件毛料仍然與原毛板料固連在一起,微連接大小根據零件大小和規格在編程時就已經確定了,一般小于1mm,只需手工晃動數次便可輕易取下零件。對于銅料零件,微連接的寬度可取得稍寬一點,如表1數值為我廠經驗值。
4 銅鈑金件數控沖切下料試驗及分析
為了驗證現有LVD某型號數控沖切設備對銅料(主要為T2M)沖切的適應性,針對常用模具類型及料厚規格做了試沖裁。模具庫主要包含圓形沖孔模具,矩形切邊模具,以及倒圓角(特指外圓角)模具。材料厚度包含1mm、1.5mm、2mm三種規格,試驗沖裁二維圖如圖4所示,孔徑從φ3.2~φ35,外圓角取R2、R5、R7三種常用值進行試驗。試驗結果如圖4及表2所示。
從圖4及表2來看,銅料的沖裁較好,尺寸公差均在±0.1mm以內。說明現有數控沖切設備完全適應T2M銅料的下料加工,可以用于零件下料的試生產。經分析,數控沖切設備能有如此良好的沖裁效果,主要有兩方面的原因:
1)得益于LVD設備的高精度位置控制,該設備的定位精度可達到±0.05mm,足以保證鈑金零件的各種位置公差;

圖4 銅鈑金數控沖切效果
2)如圖5所示,數控轉塔設備使用的模具,無論什么類型,與被沖裁板料相關的部分主要是沖頭、導套與凹模。單次沖裁過程中,導套下壓,并與凹模一起將板料僅僅夾住,然后沖頭下壓進行沖裁,即導套除了對沖頭導向的作用外,還兼有壓料板的作用,并且具有較大剛性。這與級進模、復合模中的剛性壓料板(主要為卸料作用)不同,后者壓料板與板料之間一般有0.2mm~0.3mm的間隙,并且是固定的,并未對板料的初始波浪、翹曲等缺陷進行校正,對沖裁過程中板料的變形限制作用也有限,而轉塔所采用模具是可以將沖裁區域內的板料進行校正后再沖裁的,并且限制了沖裁過程板料翹曲變形的發生,所以沖裁質量較好。其對比結果可采用數值模擬的方式較為明顯地表現出來,如圖6所示,利用數控轉塔進行沖裁下料,斷面光亮帶比例大,沒有明顯撕裂帶,其斷面質量明顯好于傳統使用固定壓料板的沖裁方式。

表1 銅料沖裁微連接寬度經驗值
利用數控轉塔沖床進行匯流條系列零件的試生產,結果如圖7所示。因為級進模具設計不夠合理,其落料出的匯流條內圓角較大,需要大量的人工修挫,因此表面質量也不理想。改用數控沖床下料之后,可一次性沖出外形和表面質量較好的零件且人工修挫量小,經工裝校驗,符合要求,已批量交付使用。
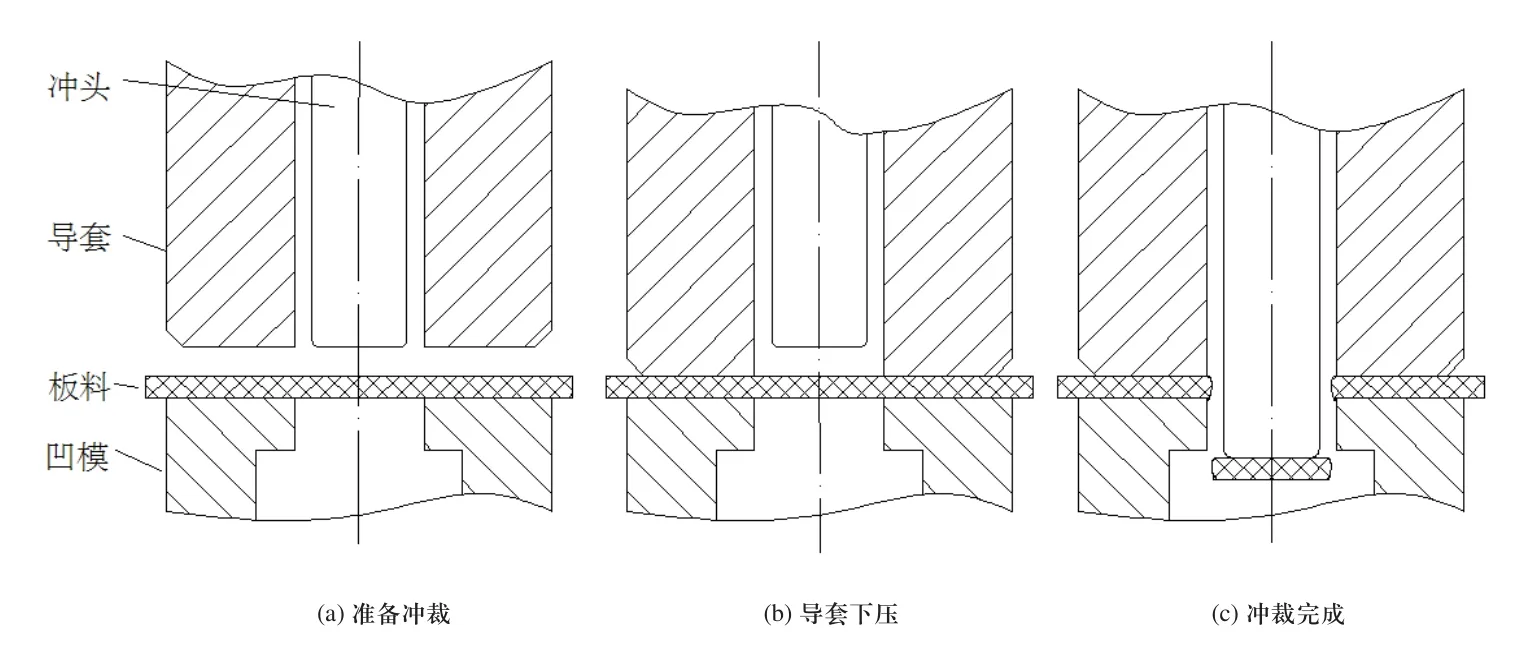
圖5 數控轉塔沖裁過程
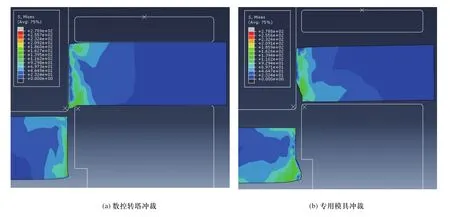
圖6 數控轉塔沖裁與專用模具沖裁效果對比
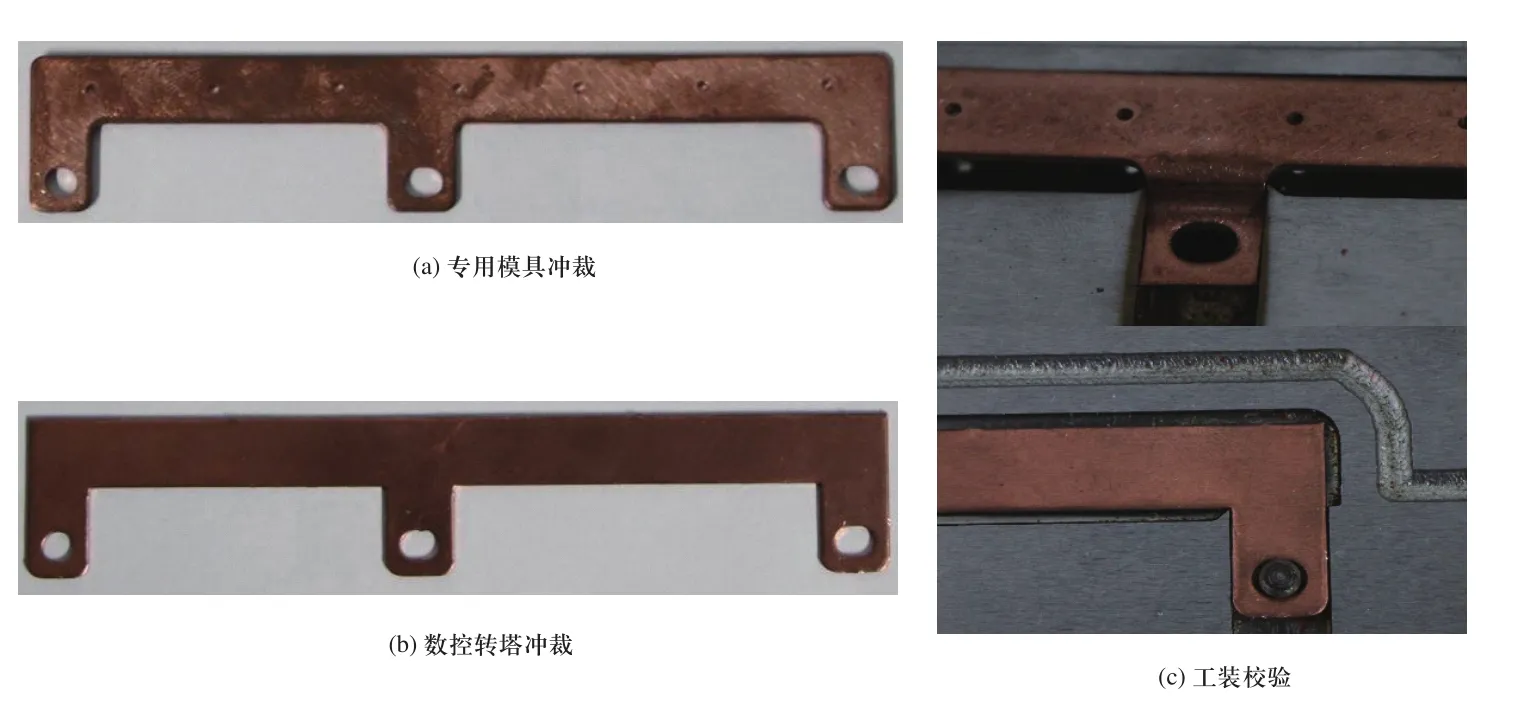
圖7 數控沖床實際生產效果
5 結論
目前,利用數控轉塔進行銅鈑金件的柔性化下料已經用于部分零件的實際生產,取得了較好的效果,省去了大量專用工裝的使用與定檢,同時提高了零件的尺寸精度與表面質量。按照以往每年新增銅鈑金專用下料模具數量計算,預計每年度可節省模具、人工等各類成本80余萬。
[1]張迎杰,曲剛,回金鍇,等.柔性化制造工藝發展趨勢[A].第九屆沈陽科學學術年會論文集(經濟管理與人文科學分冊)[C],2012.
[2]郭恩民.國外飛機柔性裝配技術[J].航空制造技術,2005,(9):28-32.
[3]王巍,賀平,萬良輝.飛機柔性裝配技術研究[J].機械設計與制造,2006,(11):88-90.
[4]蘇再為,顧中華,張中平.柔性泄露檢測技術在航空航天工業中的應用[J].航空制造技術.2013,(20):113-115.
[5]范玉青.現代飛機制造技術[M].北京:北京航空航天大學出版社,2001,472.
[6]朱旭東,魯華麗,胡增建,等.分圈式紫銅墊圈加工關鍵技術[J].金屬加工(冷加工),2016,(1):45-46.
[7]鄧奕,彭浩舸,謝騏.薄片紫銅電極的數控加工工藝[J].工具技術,2004,(9):114-115.
[8]孟艷茹.高精度紫銅薄板件的平面加工技術[J].長春理工大學學報(綜合版), 2005,1(4):124-125.
[9]關偉.數控機床與鈑金加工工藝[J].科技資訊,2014,12(18):73.
[10]張云鵬.數字化在航空鈑金下料中的應用[A].第五屆中國航空學會青年科技論壇文集(第5集)[C],2012.
[11]馬明勛,王昆侖.數控沖床微聯接加工工藝在鈑金制造中的應用[J].機械工程師,2001,(12):47-48.
