楔形復合材料結構鉚接工藝優化
2018-01-23 12:35:09屈力剛周欣康
制造業自動化 2017年12期
李 靜,高 巖,王 倩,屈力剛,周欣康
(1.沈陽航空航天大學 航空制造工藝數字化國防重點學科實驗室,沈陽 110136;2.中航工業成都飛機工業(集團)有限責任公司 復合材料加工廠,成都 610092)
0 引言
復合材料具有優異的力學性能、耐高溫、耐腐蝕、阻尼減震性好、性能可設計等特性[1],先進飛機越來越多地應用復合材料,飛機的機翼、安定面和操作面的特點是縱向厚度較低,橫截面呈斜面形狀,為了達到相應的強度和特殊要求,許多采用了斜面夾層結構的設計形式,且均采用雙面埋頭鉚接[2]。在實際裝配中,由于復合材料耐沖擊性、耐壓性較差[3],而普通錘鉚是利用沖擊力使釘桿鐓粗,形成墩頭,這種鉚接方式會造成復合材料結構損傷。目前國內航空技術領域還沒有形成關于楔形復合材料結構的雙面埋頭鉚接工藝規范,在生產中遇到這類問題之后采還沒有合適的解決措施,致使斜面結構的設計變得更加復雜[4]。西北工業大學曹增強教授提出了在復合材料結構裝配上采用電磁鉚接的方法,但新的工藝的應用還需系統的研究[5],電磁鉚接設備復雜并不一定完全適用于所有的楔形復合材料結構的鉚接,故對楔形復合材料結構鉚接存在的安裝損傷問題,提出了新的解決思路。
1 楔形復合材料結構中鉚接的問題
圖1為本研究過程中的結構,其中碳纖維復合材料為ZT7H/QY9611高溫固化復材板,楔形夾層為碳氈,鉚釘為HB 6478-1990 100°沉頭純鈦鉚釘。
實際裝配中出現的問題有以下兩點。
1.1 斜面制孔锪窩
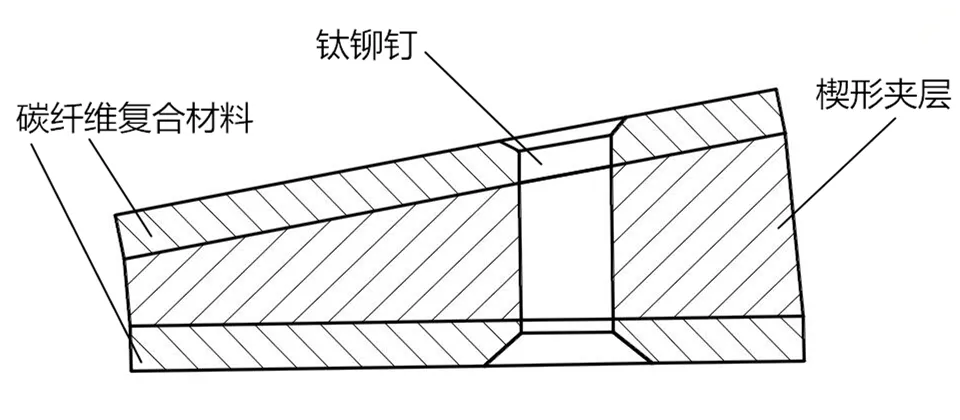
圖1 楔形復合材料結構
楔形夾層結構要求所制孔的軸線垂直于楔形結構的角平分線[6]。由于鉆孔的刀具初始受力不均勻,導致刀具彎曲變形[2],降低了孔的精度和刀具的使用壽命。在實際鉆孔操作時,斜面結構的角平分線也不容易找到。由于鉆孔軸線和锪窩軸線存在一定的角度,所以不能采用一次鉆孔锪窩的工藝。在锪窩的過程中由于前端導向桿的存在,會經常出現墩頭窩向一個方向偏斜和劃傷孔內壁的問題。并且斜面結構釘桿與釘頭會成一定角度[7]。如圖2所示。
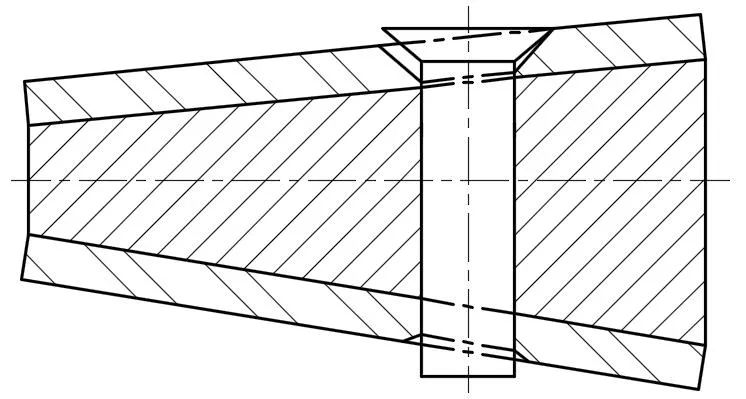
圖2 鉚釘釘頭偏斜
1.2 斜面鉚接
采用手工錘鉚方法鉚接斜面結構,錘鉚是在鉚釘的另一端由頂鐵頂住,利用沖擊力使釘桿鐓粗,形成墩頭,鉚釘釘桿過分膨脹擠壓復合材料導致復合材料損傷,錘鉚還有可能直接打擊在復合材料上導致復合材料損傷,同時鉚釘墩頭可能出現裂紋[8],造成鉚接質量不穩定。
2 鉚接技術改進
2.1 制孔軸線的選擇
垂直于楔形部位一面鉆孔,如圖3所示。

圖3 釘孔軸線
鉆孔時需使用垂直鉆套,并且垂直鉆套應該與相應鉆頭和鉸刀相匹配,以保證孔的軸線直于楔形部位一面。實際裝配中兩種制孔軸線對比如圖4所示,其中1號為制孔軸線垂直于楔形部位一面,2號制孔軸線為垂直于楔形部位的角平分線。

圖4 制孔軸線對比圖
2.2 锪窩鉆的選擇
采用球頭短導銷锪窩鉆配合锪窩限位器[6],不僅可以保證埋頭窩的軸線垂直與復合材料表面,墩頭窩不出現偏斜現象,而且可以提高埋頭窩內表面質量,有利于鉚釘材料的塑性流動,同時還可以起到擠壓強化的效果,內表面不容易分層和劈裂。
2.3 工藝墊板
工藝墊板的主要作用是壓緊復合材料,在鉆孔時減少孔內分層和入口及出口處的材料劈裂現象。工藝墊板一般采用聚氯乙烯硬塑料板[9]。
2.4 膠鉚混合連接技術
本研究采用膠鉚混合連接技術。楔形復合材料夾層結構采用膠鉚混合連接工藝有以下三個優點[10]:
1)復合材料與夾層結構預先膠接在一起,可以省去制孔后的層間清理工序,層與層之間不會存留鉆屑。
2)能夠起到定位和緊固的作用,保證相對位置精度;抑制復合材料板變形的作用。
3)可以減少孔的應力集中,提高結構的疲勞強度。
2.5 鉚接方式為機器壓鉚
鉚接方式為機器壓鉚,即能夠適用楔形結構的壓鉚機。壓鉚是利用靜壓力鐓粗鉚釘桿,形成墩頭。壓鉚的鉚接質量穩定,與操作者技術水平關系較小,不會多次錘擊而意外導致復合材料損傷,鉚接后鉚接件和鉚釘的表面質量好,工作效率高。
3 試驗與結果分析
3.1 壓鉚試驗
3.1.1 試驗準備
試驗準備包括試驗件制備、制孔锪窩、鉚釘選擇等。
3.1.2 試驗件制備工藝要求
制孔前將復合材料與夾層結構進行膠接。
刀具推薦選用三尖兩刃整體硬質合金復合材料專用鉆頭。對于復合材料制孔,一般選用低速進給和較大的轉速為好,推薦轉速為3800r/min~4500r/min,進給量為0.1mm/r。鉸孔推薦采用500r/min的速度。锪窩時使用硬質合金或金剛石锪窩鉆,配合锪窩限位器使用。為防止復合材料表面纖維劈裂,锪窩鉆必須旋轉后接觸試驗件。
制孔锪窩后,對試驗件表面和孔內進行清理。
3.1.3 鉚接
在楔形復合材料結構中鉚釘的外伸量的控制是保證鉚接質量重要的因素之一[11]。根據文獻[6]提出斜面鉚接選擇鉚釘長度公式:

其中L為鉚釘長度;ΔH為孔深;(0.6~0.8)d系數,一般情況選較小值;d為鉚釘直徑。
這里僅選取部分直徑為4mm的鉚釘進行分析介紹,測量試驗件的夾層厚度h,如圖5所示,并確定孔位,根據公式選擇鉚釘長度,然后求出理論值的孔深,測量試驗件鉚釘孔的深度,對數據進行整理分析并求出理論計算值與真實測量值的相對誤差。試驗表格如表1所示。
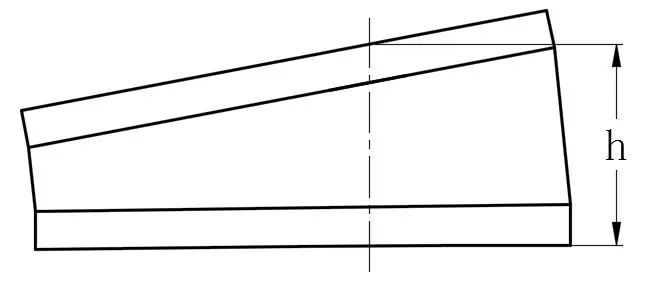
圖5 夾層厚度
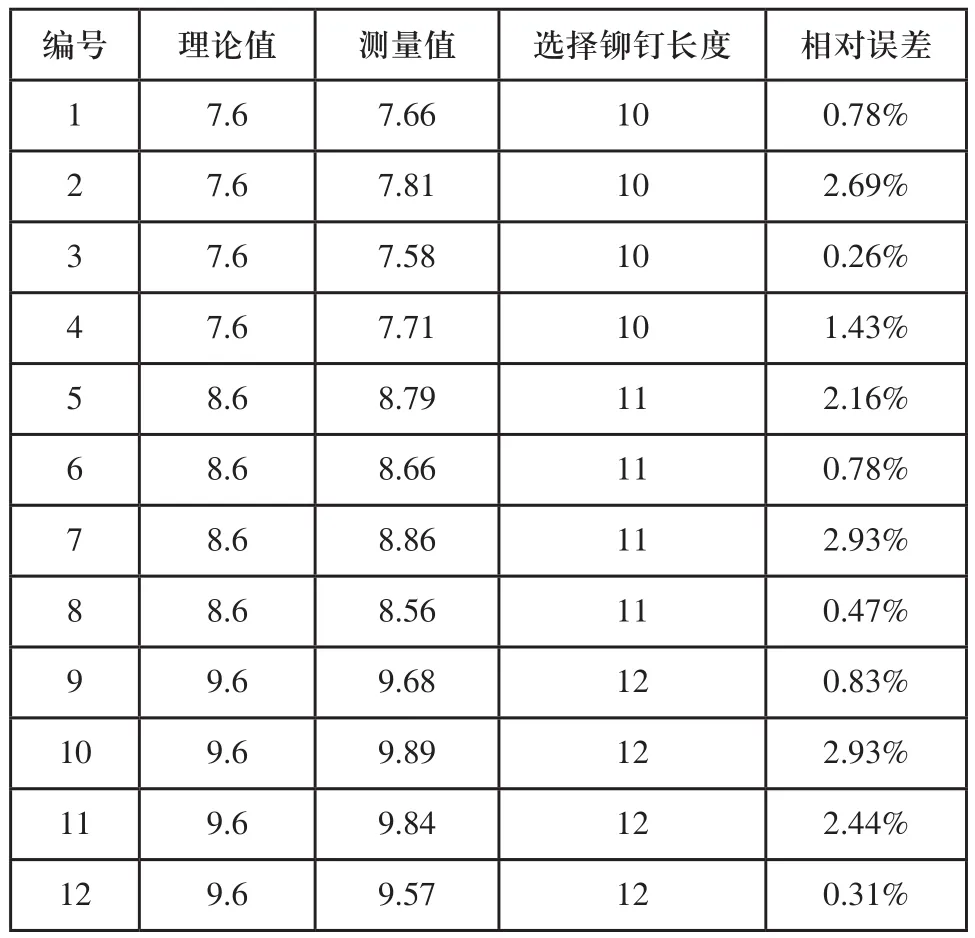
表1 孔深ΔH (單位:mm)
通過計算得出相對誤差的平均值為1.50%,誤差較小。
選取良好的試驗件分別進行手工錘鉚和機器壓鉚。
3.2 試驗結果分析
對鉚接后質量分:1)外觀質量和;2)拉脫測試兩個部分進行檢查,最終得出結論。
3.2.1 外觀質量檢查
檢查結果分析如下:
由鉚接后的試驗件圖6與圖7可以看出,錘鉚后鉚釘墩頭的表面粗糙度比壓鉚的大,并且1和4號鉚釘有裂紋產生,由于手工錘鉚采用多次鉚接使鉚釘成形,即多次錘擊鉚釘使釘桿鐓粗,形成墩頭,墩頭處常有裂紋產生;錘鉚后墩頭窩周圍復材有明顯的凸起情況,這是因為手工錘鉚與操作者技術水平有關,難免會有操作失誤導致直接錘擊在復材表面上,從而導致復材損傷。總體來看壓鉚后的試驗件外觀質量非常良好。

圖6 錘鉚試驗件
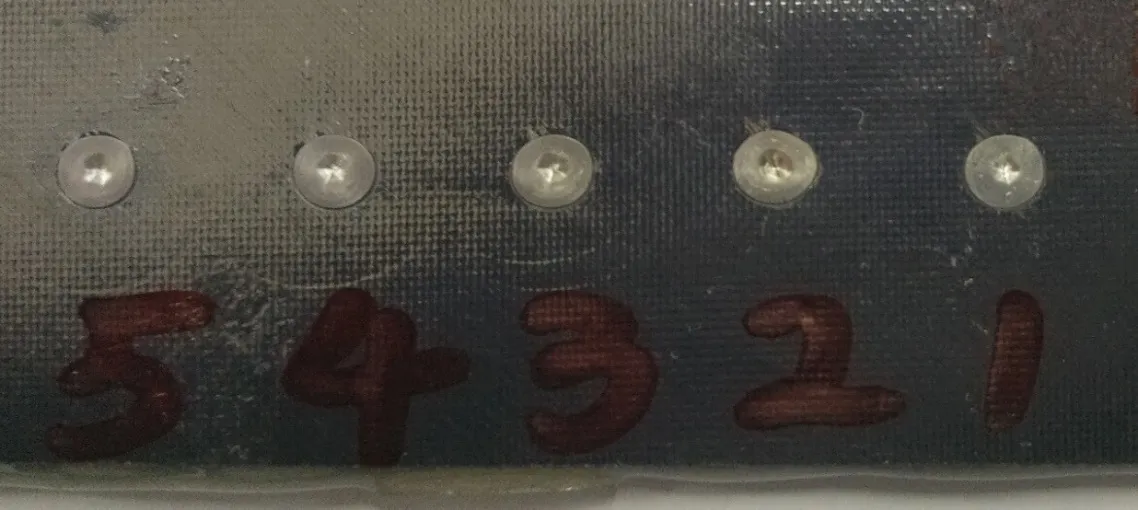
圖7 壓鉚試驗件
3.2.2 拉脫測試試驗
查閱文獻[12]后,本研究采用拉脫試驗驗證兩種不同鉚接方式的軸向抗拉強度,從而衡量鉚接質量。在相同的條件下,手工錘鉚和機器壓鉚各進行8次試驗。

圖8 剪切強度力-位移曲線

表2 鉚釘剪切破壞載荷 (單位:N)
從表2和圖8中可以看出,壓鉚的軸向承載能力大于普通錘鉚。其原因是壓鉚是由穩定的壓力整體對鉚釘桿進行鐓粗,一次成形,墩頭對夾層形成的壓緊力穩定;錘鉚是多次打擊鉚釘桿成形,在鉚接過程中墩頭與夾層多次相互作用,產生的壓緊力不穩定,降低了其破壞載荷。因此,采用機器壓鉚的試驗件拉脫強度要優于手工錘鉚試驗件的拉脫強度。
4 結論
根據研究內容,結合現有鉚接工藝理論和現場試驗,針對復材的材料特性,優化雙面埋頭存鈦鉚釘的楔形復合材料鉚接工藝,確保復合材料在鉚接過程中不被損傷的情況下,達到合格的鉚接質量。
本文針對楔形復合材料結構的鉚接,做了一系列研究和試驗,主要得到以下結論:
1)使楔形復合材料結構制孔軸線為垂直于楔形部位一面,能夠解決鉚釘釘頭偏斜問題。
2)相對于手工錘鉚,機器壓鉚對楔形復合材料結構的損傷小,其表面質量更好。
3)通過鉚接件拉脫測試試驗,機器壓鉚和手工錘鉚的剪切強度的平均值分別為2724.5N和2278.6N。故機器壓鉚比手工錘鉚鉚接能夠承受的軸向承載能力高。
4)針對楔形復合材料雙面埋頭鉚接,建議鉚釘長度選取按照公式L=ΔH+(0.6~0.8)d。
5)采用優化后的鉚接工藝能夠解決楔形復合材料結構鉚接存在的安裝損傷問題。
[1]王衡.先進復合材料在軍用固定翼飛機上的發展歷程及前景展望[J].纖維復合材料,2014,(4):41-45.
[2]孫萬,曹增強.復合材料斜面夾層結構特種連接技術研究[A].第十五屆全國復合材料學術會議[C].2008:650-654.
[3]劉華東,應斌,張志強.飛機復合材料水平尾翼裝配技術[J].航空制造技術,2009,(24):28-30.
[4]曹增強,代瑛.楔形復合材料結構電磁鉚接工藝[J].航空學報,2009,30(10):1998-2002.
[5]曹增強.新機研制中的復合材料結構裝配關鍵技術[J].航空制造技術,2009,(15):40-42.
[6]HB/Z223.3-2003:飛機裝配工藝:第3部分.普通鉚接[S].
[7]李鳳全.碳纖維復合材料制孔缺陷及對策的試驗驗證研究[D].大連:大連理工大學,2008.
[8]Hinton E,Owen D R.Finite element programming[M].4th ed.New York:Academik Press Inc,1977:124-140.
[9]HB/Z223.21-2003:飛機裝配工藝:第21部分.復合材料的鉚接[S].
[10]于學民.復合材料膠鉚混合連接的彈塑性損傷分析[D].北京:中國民航大學,2012.
[11]劉平.鉚接變形及其有限元分析[D].西安:西北工業大學,2007.
[12]馮東格,曹增強.電磁鉚接和錘鉚鉚接質量對比分析[J].鍛壓技術,2012,37(3):123-126.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
現代企業(2015年9期)2015-02-28 18:56:50
應用化工(2014年10期)2014-08-16 13:11:29
