雙相不銹鋼焊接性能及試驗
2018-01-20 03:02:20南通虹波機械有限公司毛學倫
河北農機 2017年12期
南通虹波機械有限公司 毛學倫
1 雙相不銹鋼的概述
雙相不銹鋼具有奧氏體+鐵素體雙相組織,是不銹鋼的重要分支。雙相不銹鋼融合了鐵素體碳鋼和奧氏體不銹鋼的優勢,根據相關實驗雙相不銹鋼中含有30%以上奧氏體,剩余部分為鐵素體,這樣一來就會大大提高雙相不銹鋼的耐蝕性、塑韌性和焊接性等,例如雙相不銹鋼的屈服強度可以達到550MPa。根據其化學成分,其可以分為多種類型,其中Cr22和Cr25是工藝中應用比較多的類型。UNS32304(包括23%鉻、4%鎳)雙相不銹鋼是在工作實踐中接觸比較多的,因此本文以UNS 32304雙相不銹鋼為例進行分析。
2 UNS32304雙相不銹鋼焊接法及工藝的選擇
UNS32304雙相不銹鋼焊接接頭質量與焊縫中心和熱影響區的各個元素之間的均勻性有很大的關系,例如根據相關理論得出:UNS32304雙相不銹鋼的內部組織轉換是隨溫度變化而變化的,例如當溫度達到1200℃時為鐵素體組織,當超過1200℃時就會導致雙相不銹鋼中的奧氏體析出,另外在800℃的時候可能會造成中間相析出,因此科學掌握焊縫熱輸入對于提高焊接質量有著關鍵性的影響,例如當溫度過高時就會造成雙相不銹鋼中間相的析出,影響其耐腐性,其焊接也容易受外界環境影響。
2.1 焊接前的準備
在雙相不銹鋼焊接前需要對焊接區域進行清潔工作,尤其是對焊接區域的油污等進行清理,具體的清理方式就是利用酒精燈進行清洗油污。如果焊接區域存在銹蝕的,則要利用磨光片進行清理,以此保證焊接質量。當然在焊接前還需要采取相應的措施保護非焊接區域,避免在焊接中產生的飛濺對不銹鋼基體造成影響。
2.2 焊接工藝參數的選擇
2.2.1 坡口準備
坡口采用機械加工方法進行加工,現采用16mm板厚的雙相不銹鋼為例進行試驗。坡口形式為單面V型坡口,焊接接頭及坡口尺寸見圖1,坡口角度為α=60~70°,鈍邊尺寸為p=2.5~3.5mm,坡口根部間隙尺寸為b=2.0~2.5mm。
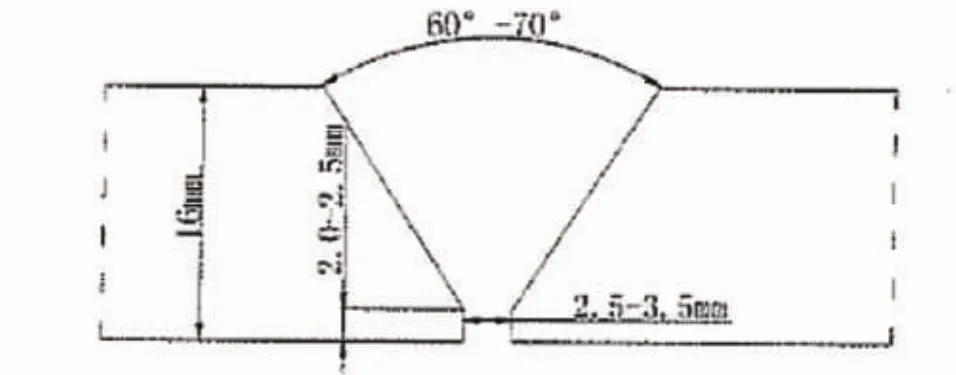
圖1 接頭尺寸要求簡圖
2.2.2 母材和焊材
選擇瑞典公司生產的UNS32304,而焊絲則選擇奧地利伯樂公司生產的BOEHLER CN22/9 PW-FDφ1.2mm。
2.2.3 焊接方法
焊接時采用多層多道焊,共13層,用CO2氣體保護焊FCAW方法進行焊接,采用82%Ar+18%CO2保護,反面進行碳刨清根。在焊接的過程中需要控制焊接溫度,具體的溫度選擇常溫焊接,根據通用國際規范,預熱溫度要大于或者等于5℃,而層間溫度則要控制在120℃以下。
2.2.4 焊接工藝參數見表1。

表1 焊接工藝參數
3 焊接性能的檢驗
3.1 金相分析
通過對母材金相組織和熔合區金相組織的分析可以看出,母材與焊縫的界面沒有明顯的分界線,且焊縫無其他焊接缺陷,通過金相發現焊接對內部組織產生影響,有部分相對粗的奧氏體晶粒產生。
3.2 拉伸試驗結果分析
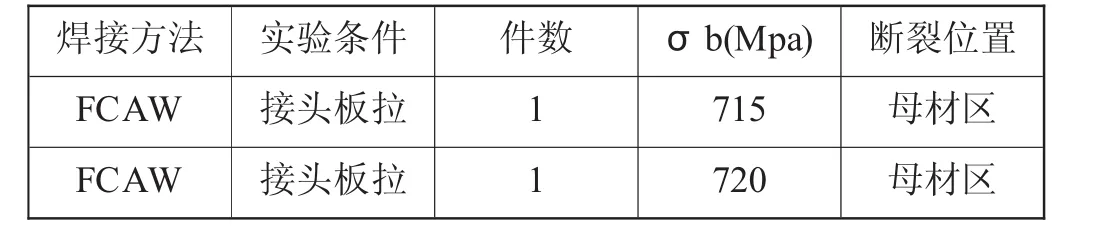
表2 拉伸及彎曲試驗結果
3.3 彎曲試驗結果分析
通過對焊接接頭的質量評價以及檢驗,焊接接頭的彎曲度沒有出現裂紋現象,則表明焊接縫具有良好的塑性。
3.4 腐蝕試驗結果分析

表3 點蝕試驗結果
從腐蝕結果和腐蝕表面上分析,在這種試驗條件下基本不會發生點蝕,試驗結果表明雙相不銹鋼焊接接頭的抗點蝕能力很強。
3.5 無損檢測結果分析
通過系統的檢驗,嚴格按照相關標準執行,雙相不銹鋼的焊接試樣為合格,因此此種焊接工藝是科學的。
4 結論
(1)焊接材料對雙相不銹鋼焊接質量有著關鍵性的影響,因此在焊接時需要選擇合適的焊接材料。另外還要合理控制焊接輸入能量,采取較小的焊接電流,以及多層多道的方式焊接。
(2)焊接接頭具有較好的抗點蝕性能。
(3)采用一系列嚴格的焊接工藝措施就可以得到機械性能和耐腐蝕性能都合格的焊接接頭。
[1]李超勝,劉寶鋒.雙相不銹鋼2205的焊接工藝對鐵素體含量的影響[J].中國高新技術企業,2016.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00