基于CAXA數控車的橢圓零件加工工藝及編程
2018-01-19 08:09:33張群威陶小培
山東工業技術 2018年3期
張群威, 陶小培
(漯河職業技術學院,河南 漯河 462000)
0 引言
軸類零件主要使用車床進行加工,對于比較簡單的零件,一般采用傳統的手工編程的方式。但是實際工程中很多零件中含有非圓曲線,如果仍然使用一般的編程的方法,需要進行復雜的計算,錯誤率很高。宏程序編程的方法雖然對二次曲線有效,但是對自由曲線無效,并且宏程序涉及的變量比較多,對初學者來說難度比較大。如果使用CAXA數控車的編程的方法來實現,可以很好的解決這些問題,兼顧編程效率和加工質量。
CAXA數控車由北航海爾軟件有限公司開發軟件之一,軟件功能強大、使用方便,可按要求對各種軸類零件進行編程,生成并優化加工軌跡。它自帶常用系統的后置處理器,生成的G代碼可以適用于大部分機床。下面將通過一個橢圓手柄零件的編程來詳細介紹CAXA數控車的使用過程。
1 零件的工藝分析
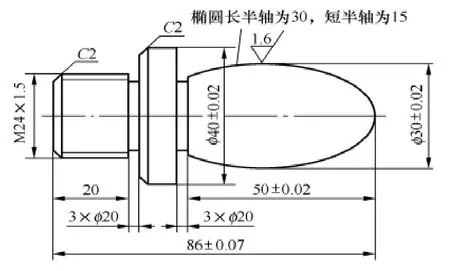
圖1 橢圓手柄零件
如圖1所示,橢圓手柄零件是典型的非圓二次曲線零件。零件特征含有橢圓及螺紋等。加工的重難點在手柄處。并且需要掉頭加工螺紋。
1.1 確定毛坯
通過零件圖的分析,選定毛坯為?45mm×100mm的圓柱棒料,材料為45鋼。
1.2 確定裝夾方式
結合零件的結構特點,確定裝夾方式為三爪卡盤,刀具選擇如表1所示:

表1 刀具參數表
根據零件特征和毛坯,結合裝夾方式,設計橢圓手柄的數控加工工序如表2所示:
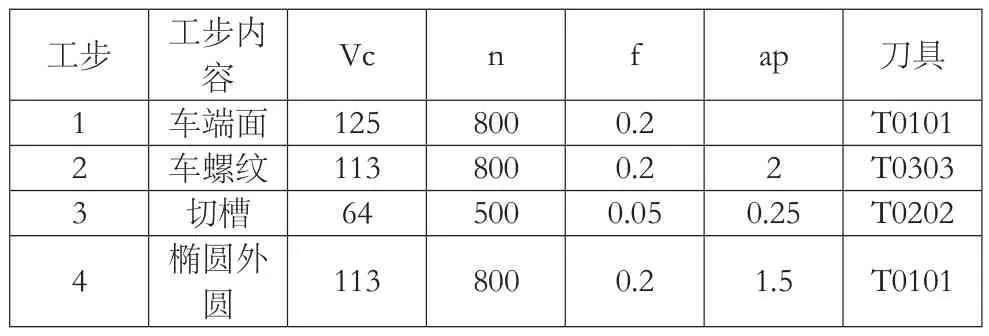
表2 數控加工工序
2 CAXA數控車創建模型
2.1 創建橢圓手柄外形特征
(1)打開CAXA數控車軟件后,返回初始界面,單擊【新建】對話框按鈕,輸入文件名稱TUOYUAN,新建一個CAXA數控車的作圖窗口。
(2)單擊【矩形】按鈕,以(0,0)為原點繪制長20寬24的長方形,然后單擊【直線】圖標,在左下角選擇以長方形右上角頂點為起點,畫一條與x軸垂直的直線。
(3)單擊【平行線】圖標,畫一條與矩形右邊寬3的線段,在非繪圖區單擊右鍵,調出曲線編輯工具條,在曲線編輯工具條中單擊【裁剪】圖標裁剪掉直線以下的圖形。
(4)單擊【矩形】按鈕繪制長10寬40的矩形,單擊【倒角】圖標,在矩形左邊倒出C2的倒角。
(5)單擊【橢圓】圖標。在左邊彈出的對話框中設置參數為:長半軸30mm,短半軸15mm,終止角360,選擇橢圓放置點,將多余的橢圓曲線修剪。單擊【矩形】繪制長3寬20的矩形,并裁剪多余的線條。并根據尺寸設置好加工所需毛坯,如圖2所示。

圖2 繪制橢圓手柄

圖3 外輪廓粗加工軌跡
3 CAXA數控車程序編制
3.1 外輪廓粗車
橢圓手柄零件的二維模型創建完成后,就可以進入加工模塊,選擇外輪廓粗車,單擊【刀具管理】和【切削用量】按鈕,并根據前面表格所列刀具參數將刀具參數和切削參數設置好,設置完成如圖4所示。

圖4 刀具和加工參數設置
在【外輪廓粗車】對話框中選擇【加工參數】和【進退刀方式】兩個按鈕,根據前面工藝分析中所列過程卡設置外輪廓粗車加工參數和進退刀方式,設置完成如圖5所示。

圖5 進退刀和切削用量設置
單擊【確定】,注意界面左下角的操作提示,先拾取加工表面輪廓線,選擇連接方向,然后再拾取毛坯表面,選擇連接方向,根據刀具路徑設置合適的進退刀點,最后單擊右鍵,系統則自動生成如圖3所示內輪廓粗車加工軌跡,如果發現軌跡中有不合理的地方或者明顯缺陷,可在左側的特征樹中雙擊【加工參數】按鈕對加工參數進行修改,重新生成刀具軌跡。
外輪廓粗車完成后,為避免相互影響,將外輪廓粗車的軌跡隱藏,然后按照與外輪廓粗車加工類似的步驟和方法進行精加工和螺紋刀具軌跡的生成。
3.2 CAXA數控車的后置處理
程序后置處理是在后置處理器中根據數控系統配置要求,把生成并優化過的加工軌跡轉換成G代碼,也就是數控加工程序。具體過程為:選擇需要生成代碼的刀具軌跡并單擊【后置處理】圖標,然后選擇FANUC系統,最后右鍵確定,生成后置處理程序。橢圓手柄零件部分程序如圖6所示。
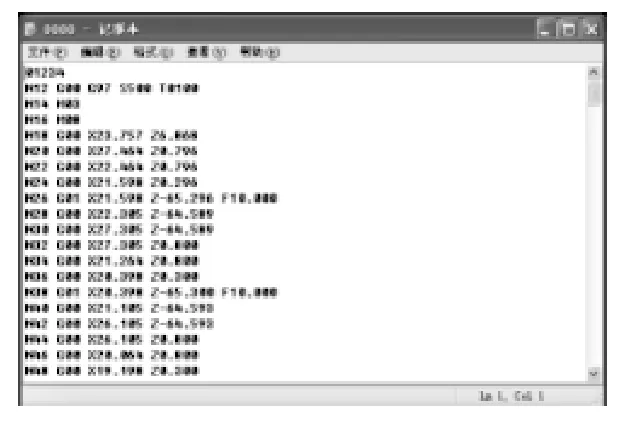
圖6 部分加工程序
4 結束語
使用CAXA數控車軟件對橢圓手柄零件進行造型及程序后置處理,避免了手工編程中的繁瑣計算,極大的提高了編程效率,并且提高了產品質量,縮短了生產周期,從而降低生產成本。
[1]周虹.數控加工工藝設計與程序編制[M].人民郵電出版社,2013(06).
[2]顧敏麗,黃時偉.基于CAXA數控車的特殊弧形零件的自動編程[J].機床與液壓,2011(06).
[3]北京北航海爾軟件公司.CAXA—ME使用[G].北京:北京北航海爾軟件公司,2003.
