中海拔地區鋼軌焊接工藝及質量對比
2018-01-18 13:22:56
電焊機 2017年12期
(蘭州鐵路局蘭州工務機械段,甘肅蘭州730030)
0 前言
鐵路的施工建設離不開鋼軌焊接技術的發展。目前我國鐵路鋪設無縫線路的長軌條,要經過基地焊接、線下焊、鎖定焊和合攏鎖定焊等步驟[1]。基地焊接采用固定式閃光焊,現場線下焊接多采用移動式閃光焊。近兩年隨著我國自主研發的YHGQ-1200型氣壓焊軌車的推廣[2],移動式氣壓焊已被用于現場線下焊,同時逐漸取代鋁熱焊進行鎖定焊、合攏鎖定焊以及傷損接頭焊復。
隨著我國列車運行速度的提高,對鋼軌焊接接頭質量,包括焊縫的強度、接頭的平直度、焊縫質量的均勻性和一致性等要求也進一步提高。由于中海拔地區相比平原地區氣候有所變化,為了解中海拔地區基地焊接、移動式閃光焊、移動式氣壓焊及鋁熱焊接頭性能的差異,對比研究了蘭州鐵路局4種焊接方式焊接的包鋼U75V熱處理鋼軌接頭的型式檢驗結果。
1 焊接工藝
基地焊接和移動式閃光焊分別采用GAAS80/580焊機和LR1200型焊機,其焊接階段主要工藝參數如表1、表2所示。
基地焊接接頭和移動式閃光焊接頭均采用雙頻感應加熱設備進行正火,其工藝參數見表3、表4。
YHGQ-1200型氣壓焊軌車采用GPW-1200型氣壓焊軌機,焊接、熱處理一機化作業,其主要焊接和正火參數如表5、表6所示。
2 焊接質量對比
為比較四種焊接方式的質量情況,研究不同焊接接頭的型式檢驗報告,根據硬度、拉伸、沖擊等數據結果對比分析接頭性能。

表1 基地焊接包鋼U75V淬火軌焊接階段主要工藝參數

表2 移動式閃光焊包鋼U75V淬火軌頂鍛階段主要工藝參數

表3 基地焊接包鋼U75V淬火軌雙頻感應正火主要工藝參數

表4 移動式閃光焊包鋼U75V淬火軌雙頻感應正火主要工藝參數

表5 移動式氣壓焊主要工藝參數

表6 移動式氣壓焊正火主要工藝參數
2.1 基本條件
型式檢驗單位為國家鐵路產品質量監督檢驗中心,檢驗依據為TB/T 1632《鋼軌焊接》[3]。
檢驗項目為:落錘,靜彎,斷口,疲勞,硬度,拉伸性能,沖擊吸收能量,宏觀、顯微組織和晶粒度。
報告基本信息如表7所示。

表7 4種焊接方式型式檢驗報告基本信息
2.2 硬度試驗結果
硬度試驗條件為HBW10/3000,試驗結果見表8。Hp為母材硬度平均值,HJ為焊接接頭硬度平均值,HJI為焊接接頭軟點硬度平均值。
對比表8可知:(1)接頭硬度由高到低依次為鋁熱焊、基地焊接,移動式閃光焊和氣壓焊軟化區最小且基本一致。鋁熱焊的焊接接頭與母材硬度平均值的比值比基地焊接頭高約3%,比移動式閃光焊和氣壓焊高約5%。(2)接頭軟化區寬度由寬到窄依次為:鋁熱焊、基地焊接,移動式閃光焊和氣壓焊軟化區最小且基本一致。鋁熱焊的左右平均軟化區寬度較基地焊接頭高約24%,較移動式閃光焊和氣壓焊高約55%。
2.3 沖擊試驗結果
根據TB/T1632標準,采用夏比U型缺口沖擊試驗方法對焊接接頭試件取樣進行沖擊試驗,結果如表9所示,KV2為沖擊吸收能量平均值。
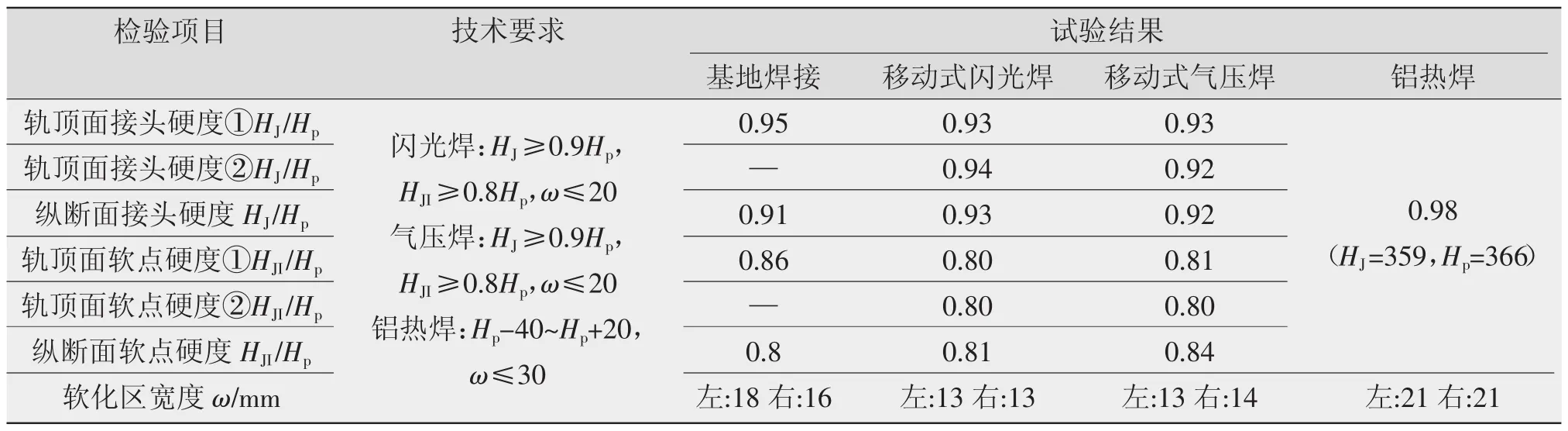
表8 4種焊接方式硬度試驗結果
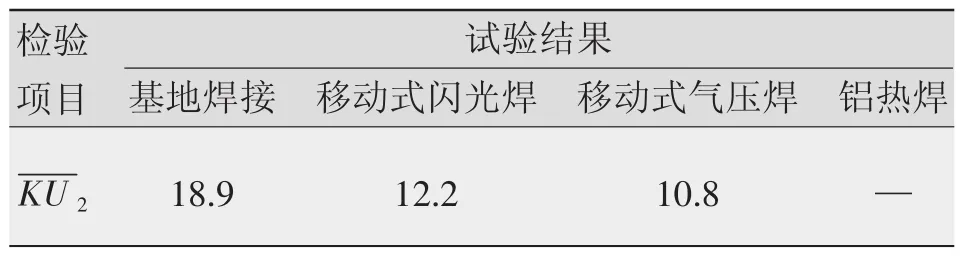
表9 4種焊接方式沖擊試驗結果
對比表9數據可知:基地焊接接頭平均沖擊值最高,移動式閃光焊和氣壓焊接近。基地焊接接頭的平均沖擊值比移動式閃光焊高54%,比移動式氣壓焊高75%。
2.4 拉伸試驗結果
根據TB/T1632標準,對焊接接頭試件進行拉伸性能試驗,結果如表10所示,其中Rm為平均抗拉強度,A為斷后伸長率平均值。
對比表10數據可知:(1)基地焊接接頭平均抗拉強度最高,移動式閃光焊和氣壓焊接近。基地焊接接頭的平均抗拉強度較移動式閃光焊和氣壓焊高約7%。(2)基地焊接接頭平均斷后伸長率最高,移動式閃光焊和氣壓焊接近。基地焊接接頭的平均斷后伸長率比移動式閃光焊和氣壓焊高約23%。
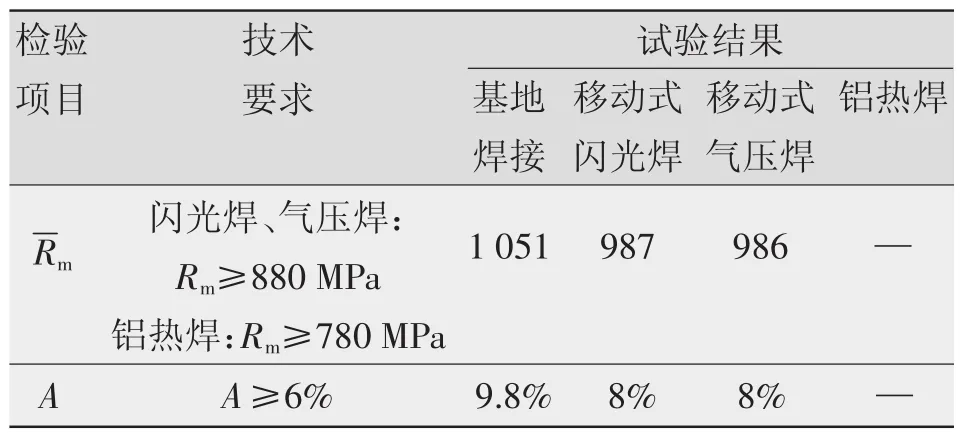
表10 4種焊接方式拉伸試驗結果
2.5 顯微組織和晶粒度
根據標準對焊接接頭試件進行焊縫顯微組織和晶粒度檢測,結果如表11所示。其中P表示珠光體,F表示鐵素體。
對比表11數據可知:基地焊接接頭晶粒度等級最高,移動式閃光焊和氣壓焊一致。基地焊接接頭晶粒度等級較移動式閃光焊和氣壓焊高0.5~1級。

表11 4種焊接方式焊縫顯微組織和晶粒度檢驗結果
3 結果分析
(1)基地焊接采用GAAS80/580固定式二次整流閃光焊機,對錯口或扭曲的對中功能強大,電阻預熱式焊接加熱均勻,工藝穩定且機身剛度大,工藝過程機械化、自動化程度高,控制系統精準,配有質量監控系統,可保證質量、精度均達到標準要求[4]。
(2)現場移動式閃光焊由于受現場自然環境、氣候、鋼軌材料、機具以及操作人員經驗和水平的影響,接頭質量具有一定的波動性[5]。
(3)隨著YHGQ-1200型氣壓焊軌車的問世,相比小型氣壓焊,大型氣壓焊軌車作業時采用恒位移控制新工藝,且機身剛度大,頂鍛力高達1 200 kN,焊接、正火一機化穩定控制,焊接質量受現場自然環境、氣候影響小,氣壓焊接頭質量尤其是落錘性能十分穩定[6]。一次合格通過。但與移動式閃光焊軌車一樣,均為野外焊接作業,其質量仍受外界因素干擾。
(4)鋁熱焊也用于野外焊軌作業,由于其焊接結合原理是鐵水灌鑄,接頭顯微組織為鑄造組織,易形成氣孔、夾雜,焊接質量較差,接頭質量的穩定性和可靠性不易保證。鋁熱焊劑通過添加額外的合金成分,提高焊縫區域硬度[7]。鋁熱焊過程中,鋁熱反應釋放大量熱量,鑄造軌縫較寬,遠大于閃光焊和氣壓焊的加熱寬度,導致其形成較寬的軟化區。
(5)一般晶粒度級別越高,晶粒越細,材料的強度、韌性越高。從顯微組織結果看,各種焊接方法焊縫的顯微組織均為“珠光體+少量鐵素體”,基地焊接接頭的晶粒度等級最高,因此其接頭強度、韌性最好,鋁熱焊接頭為鑄造組織,性能最差。
4 結論
(1)在中海拔地區,基地焊接、移動式閃光焊、移動式氣壓焊及鋁熱焊均能滿足TB/T 1632《鋼軌焊接》的技術要求。
(2)在中海拔地區,受各焊接方法的原理和焊接環境影響,基地焊接頭綜合性能最好,移動式閃光焊和氣壓焊相近,鋁熱焊最差。
(3)鋁熱焊接頭硬度最高,基地焊接接頭次之,移動式閃光焊和移動式氣壓焊硬度相對最低,且相近。但鋁熱焊軟化區最寬,基地焊接頭其次。
(4)基地焊接接頭的沖擊性能和抗拉強度最大,晶粒度等級最高,移動式閃光焊和移動式氣壓焊對應性能接近。
[1]戴虹,吳細水.鋼軌現代焊接技術裝備綜述[J].鐵道建筑,2005(8):10-12.
[2]張民安.氣壓焊軌車研究[D].四川:西南交通大學,2010.
[3]TB/T 1632,鋼軌焊接[S].
[4]陳祿.淺談無縫長鋼軌廠焊工藝中熱處理技術對焊縫質量的影響[J].工程技術:全文版,2016(12):221.
[5]丁韋,白國慶,李力,等.移動式鋼軌閃光焊設備及工藝[J].鐵道建筑,2010(2):106-108.
[6]劉國用.自行式焊軌車線上焊施工技術與標準研究[D].四川:西南交通大學,2014.
[7]常文強.鋼軌鋁熱焊接頭質量的影響因素分析[J].建筑工程技術與設計,2016(14):[頁碼不詳].
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
