基于電子齒輪的卷煙包裝機輸出通道優化設計
2018-01-18 09:03:00
制造業自動化 2017年9期
關鍵詞:優化
(中煙機械技術中心有限責任公司,上海 201206)
0 引言
隨著計算機技術和交流伺服驅動技術的不斷進步,伺服驅動技術在全數字化、高性能化、多功能化、小型化和模塊網絡化等方面存在著諸多優勢[1,2]。在卷煙生產工業中越來越多的機械傳動被伺服驅動所取代,其中比較有代表性的為德國HAUNI公司Protos-M系列卷接機組[3,4]以及意大利GD公司的H1000包裝機組[5],上海煙機公司的ZB47[6]和ZB28型包裝機組以及常德煙機公司的ZJ116型卷煙機組。
本文分別介紹了優化前與優化后ZB415型包裝機煙包輸出通道的控制方法,并對兩種控制方法進行了對比,闡述了優化前該系統存在的不足,以及優化后的控制方法。
本文介紹的樣機控制系統采用了施耐德運動控制器LMC300C、LXM62驅動器和MH3伺服電機,采用SERCOS III作為伺服的同步總線,采用電子齒輪控制方式實現上下兩條輸出通道同步協調運動,其控制精度和動態性能均能滿足要求。采用了優化后的控制方法后,輸出通道在電子齒輪脫開同步和嚙合同步情況下運動更優化,相對于原控制方法減少了機械沖擊,增加機械結構和伺服電機的使用壽命。
1 系統工作原理
ZB415型煙包包裝機的煙包輸出通道如圖1所示,輸出通道分為上下兩個通道,分別由兩個伺服電機驅動,右側的包裝輪將包裝完成的煙包通過推手送到滑塊內,滑塊上下移動,將煙包分配到兩條輸出通道上。煙包在輸出通道上需要緊密排列,防止包裝好的煙包在膠水未烘干前散開。在正常運行時伺服電機和主傳動之間是通過電子齒輪嚙合,而當出現缺包時,伺服電機和主傳動脫開電子齒輪同步,等到下次再有煙包,伺服電機和主傳動再次嚙合同步。伺服電機跟隨主傳動的速度信號和位置信號來自與主傳動的編碼器,而包裝輪、滑塊和推手的運動都是通過機械結構傳動與主傳動保持同步。
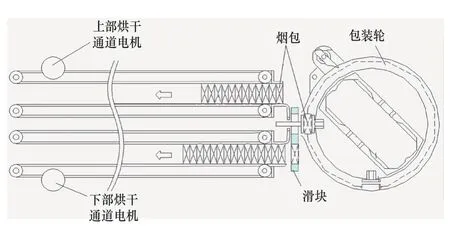
圖1 輸出通道原理圖
1.1 優化前煙包輸出通道控制方法
未優化前采用的控制硬件是GD公司專用的基于MicroII系統專用運動控制卡和專用伺服驅動器,系統封閉,通用性較差,采購價格高。
控制方法方面如下所述,假設機器以某個恒定速度勻速運行,主驅動每轉一圈所用時間為t,主驅動每轉1圈包裝輪就輸出一包煙;在沒有缺包的情況下主驅動轉2圈,輸出通道移動1包煙的寬度為S。如圖2中時間-速度曲線所示,時間0~2t為輸出通道在正常運行,輸出通道皮帶與主驅動編碼器保持同步齒輪嚙合,速度為V;時間2t~6t為包裝輪相應工位缺煙包,輸出通道運行速度在第一個機器周期(2t~3t)時設為2V/3,第二個機器周期(3t~4t)設為V/3,第三個機器周期(4t~5t)設為V/3,第四個機器周期(5t~6t)設為2V/3;由時間-位置曲線所示可知,在0~2t時間內,輸出通道正常運行,包裝輪無缺包,輸出通道運行距離S;而2t~6t時間內,輸出通道運行距離為S,空出來的缺包位置就能被補上,就能實現煙包緊密排列。但是這種控制方法存在一個缺點,從時間-速度曲線可以看出在2t和3t以及5t和6t時速度曲線不連續,發生跳變,理論上這些位置的加速度是無窮大的,但在實際的伺服系統中加速度的值受限于電機的最大輸出扭矩和外部負載的轉動慣量等因素,這樣會使電機的跟隨誤差增大,同時機械結構也會受到瞬時沖擊,影響系統的使用壽命。
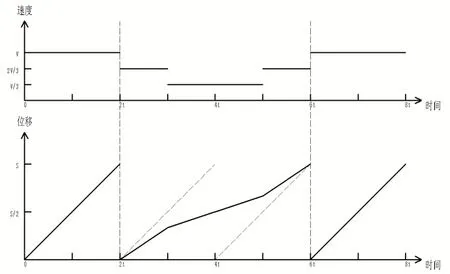
圖2 優化前時間-速度曲線和時間位移曲線
1.2 優化后煙包輸出通道控制方法
優化后采用了市場上通用的器件,系統開放性好,采購成本大幅降低。
在控制軟件方面作了較大的改進,假設機器的運行條件跟優化前一致,將圖2和圖3對比可知,優化后和優化前不同點在于,在2t~6t范圍內,由時間-速度曲線可知,在脫開嚙合時速度隨著時間的變化按比例逐步減小,在嚙合過程中速度隨著時間的變化按比例逐步增大,這樣速度曲線是連續的,加速度是一個固定值,這樣電機的輸出扭矩為一個固定的可控值,這樣在電機脫開嚙合與嚙合時的跟隨誤差比較小,對機械結構的沖擊也較優化前減小很多。
2 關鍵技術實現
本設計采用了施耐德LMC系列運動控制器,LXM62系列伺服驅動器和MH3系列伺服電機,采用SERCOS III作為伺服的同步總線。
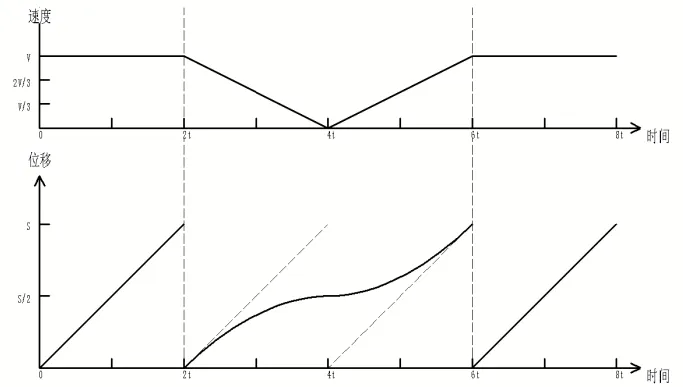
圖3 優化后時間-速度曲線和時間位移曲線
2.1 控制系統硬件
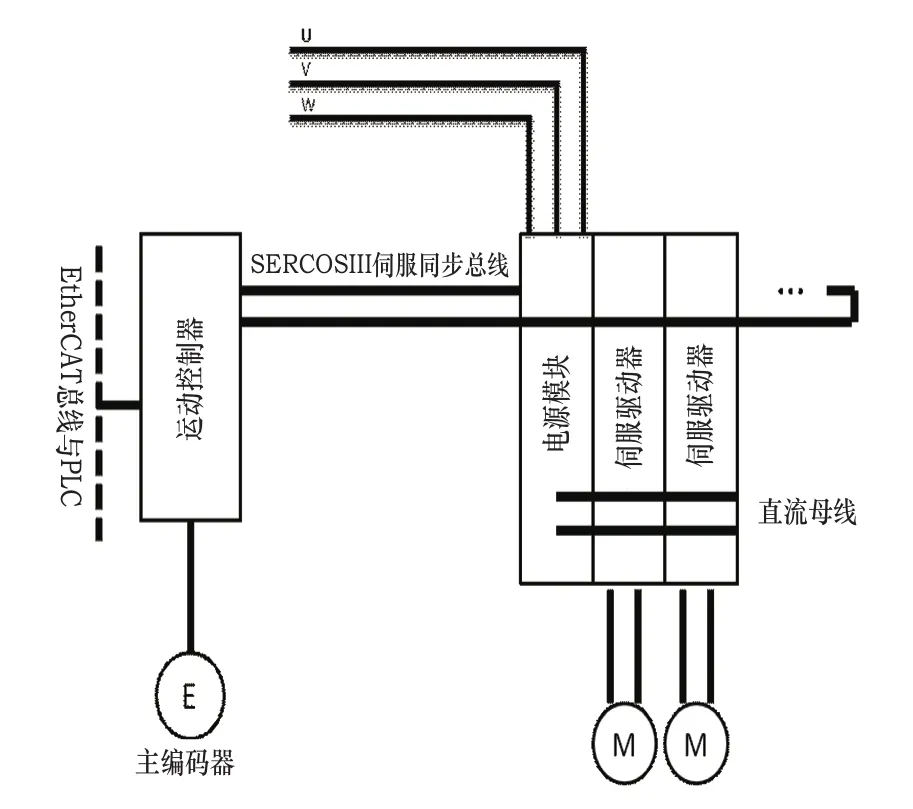
圖4 控制系統硬件框圖
系統結構圖如圖4所示。其中運動控制器通過SERCOS III總線將電機的位置設定值和加速度設定值發送給伺服驅動器,并同時采集驅動器反饋的電機實際位置、速度、加速度和電流等信號,再由電機驅動器對電機電流環,速度環和位置環模型進行計算,圖4中的電源模塊的作用是將三相交流電源轉化為直流母線電源,給各伺服驅動器供電,并將電機制動時的多余電能通過制動電阻轉化為熱能。圖4中的M為上部輸出通道和下部輸出通道電機,E為與主傳動耦合的編碼器。
2.2 單電機軸運動控制模型
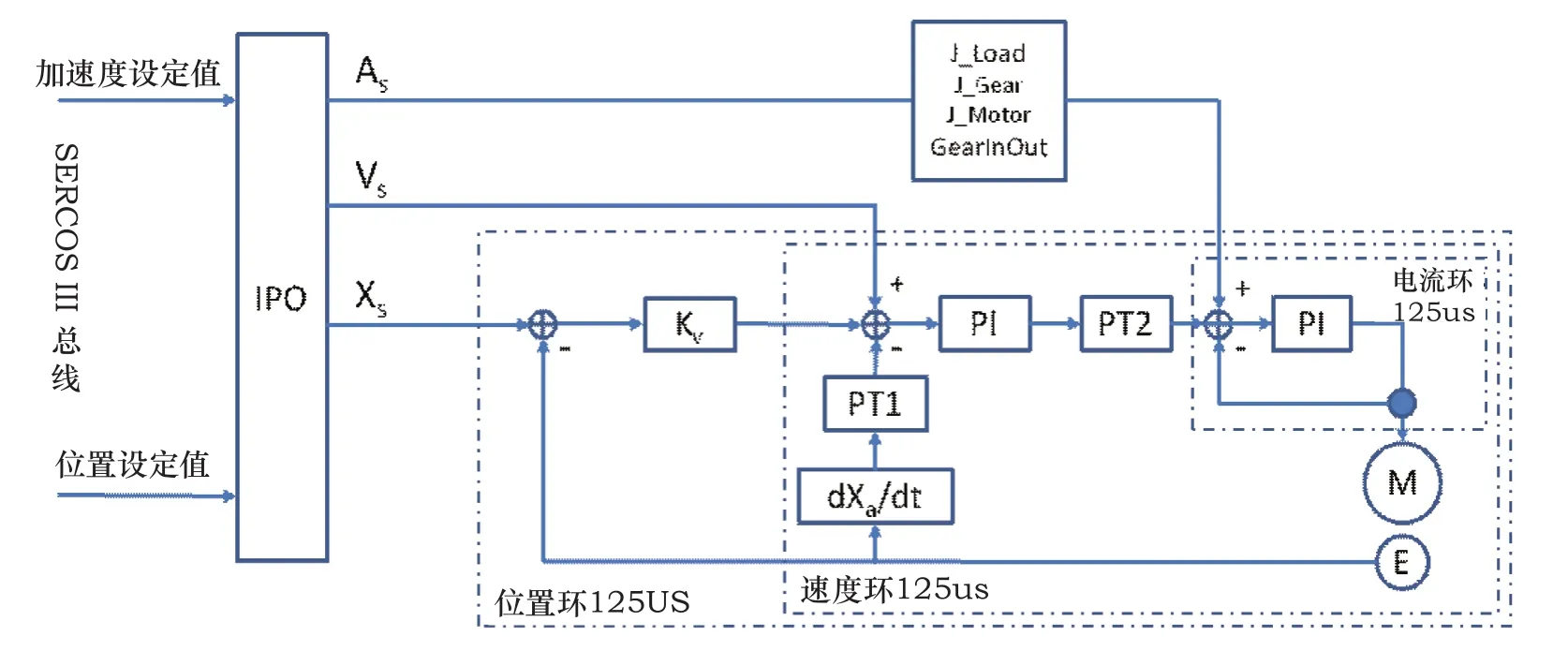
圖5 單電機控制模型
單個電機軸的運動控制由電流環、速度環和位置環構成如圖5所示,三個環的計算都是在伺服驅動器中完成,為了得到高的動態性能位置環、速度環和電流環均采用了125us的掃描周期。伺服驅動器接收來自運動控制器的位置設定值和加速度設定值,由于SERCOS III的總線循環時間為1ms,而位置、速度和電流環的掃描時間為125us,掃描時間不一致,故采用IPO對位置設定值和加速度設定值按時間進行線性插補,設定值進行插補計算后,再輸出給各個控制環。其中,Kv為位置環比例系數,速度環和電流環均采用了PI調節器。Vs為插補后速度前饋值,為了提高電機的速度響應。As為插補后加速度前饋值,并結合外部機械結構的轉動慣量和減速比,來計算電機電流環的前饋值,這樣能提高電機的快速響應性能。在電流環的輸入處采用了二階低通濾波器(PT2),是為了降低扭矩波動造成的電機震動。在電機的速度反饋采用了一階低通濾波器(PT1),目的是為了防止編碼器由于外界干擾而導致位置和速度信號的抖動。
圖5中各符號含義:
As:插補后加速度前饋值;
Vs:插補后速度前饋值;
Xs:插補后位置設定值;
IPO:插補器;
Kv:位置環增益;
PI:比例積分調節器;
PT1:一階低通濾波器;
PT2:二階低通濾波器;
dXa/dt:位置實際值微分(速度反饋);
M:電機繞組;
E:電機編碼器。
2.3 控制程序
本樣機的控制程序設計和調試采用施耐德LMC系列專用運動控制程序設計軟件SoMachine Motion,編程語言和規范符合IEC61131-3標準[7,8]。程序總體邏輯框圖如圖6所示。
2.4 通道電機電子齒輪嚙合與脫開嚙合的計算方法
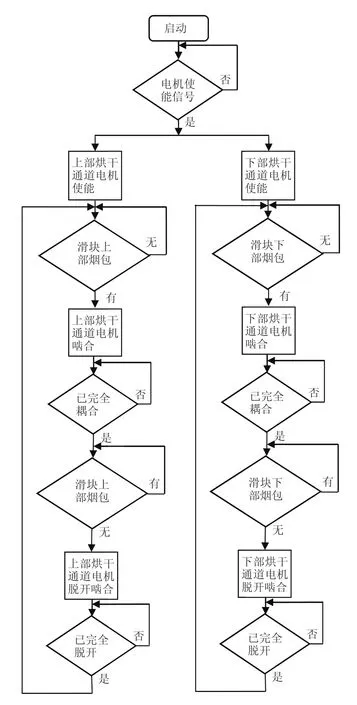
圖6 控制程序框圖
單個軸嚙合與脫開嚙合中的關鍵在于通道伺服電機和主軸的電子齒輪比應該是一個線性變化的過程,即齒輪比隨著主軸的相位變化。先假定當通道電機和主軸完全嚙合時的電子齒輪比為1,完全脫開時的電子齒輪比為0,當脫開嚙合時計算方法如式(1)所示:

當同步嚙合時計算方法如式(2)所示:

其中Δ是從開始脫開或者開始同步主軸所轉過的相位值;
i為電子齒輪嚙合的齒輪比;
K為緊密度系數,通常情況下為1,如果需要煙包排列更緊密可將K調小;
Sa為實際煙包寬度;
S為標準煙包寬度。
由于對同步精度的要求較高,上述兩個公式采用1ms的任務周期進行計算。
3 樣機實驗
如圖7所示為樣機上下兩條煙包通道,煙包在通道內烘干并跟隨主軸運行的速度向前輸送。
3.1 試驗條件
包裝機以500包/分鐘的速度運行,即主傳動轉速500rpm,煙包寬度為23.2mm,機器主傳動和煙包輸出通道伺服控制系統之間采用一個1800線/轉的脈沖編碼器進行耦合,該脈沖編碼器作為上、下兩個輸出通道伺服電機的電子主軸,給兩個電機提供速度和位置信號。實驗中采用了采用施耐德公司的SoMachine Motion軟件,對電機的速度位置和主軸的相位數據進行采集,采樣周期為4ms。
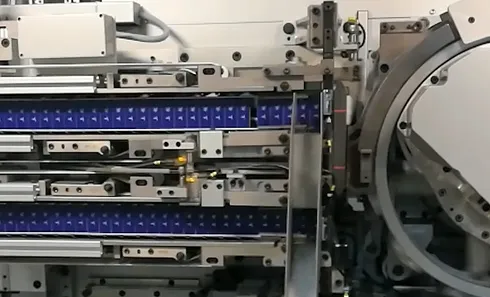
圖7 實驗原理樣機
3.2 試驗結果分析
如圖8所示為采樣所得到的數據繪制成的曲線,單個電機在上下滑塊上無煙包時的啟停曲線,圖中橫坐標方向為時間單位為(ms),左側縱坐標為主軸相位單位為(°),右側縱坐標為通道位置單位為(mm),虛線為主軸相位曲線,點劃線為煙包通道位置曲線,實線為煙包通道速度曲線。如曲線所示,在主軸運行四個周期(即4包煙)時,煙包通道通過脫開嚙合和同步嚙合恰好運行了1包煙的寬度(約23.2mm),這樣恰好少運行了一包空煙包的寬度,達到了緊密排列的效果。
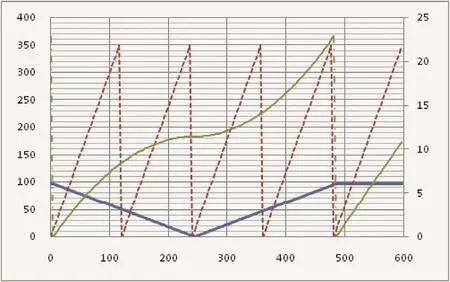
圖8 單個通道電機脫開同步和嚙合時位置、速度曲線
4 結論
現在該樣機正在廣西南寧卷煙廠使用,從實驗結果和現場運行效果來看,該控制系統動態性能和同步精度等方面均能滿足正常生產的需求。同時該系統優化后,增強了系統的開放性,降低了采購成本,在性能方面減少了機械沖擊和電機的沖擊,能提高伺服電機和減速機的使用壽命,同時通過參數化設計使系統更加柔性化,提供更多的診斷信息易于用戶的維護保養。
[1]寇寶泉,程樹康.交流伺服電機及其控制[M].北京:機械工業出版社,2008.9.
[2]舒志兵.交流伺服運動控制系統[M].北京:清華大學出版社,2006.3.
[3]王飛,周密,曾海玲,等.基于卷接機組運動狀態的交流伺服驅動系統軟件的實驗方法[J].煙草科技,2008(12):27-30.
[4]周雪軍.AMK伺服驅動技術在M5卷煙機上的應用[J].山東工業技術,2016(4):241-242.
[5]張建新,張玉安.伺服驅動技術在GD包裝機上的應用[J].科技傳播.2010(24):177-178.
[6]彭琛杰.伺服電機在ZB47機組出口通道部件中的應用[J].機械工程師,2011(12):123-125.
[7]林小峰,宋春寧,宋紹劍,等.基于IEC61131-3標準的控制系統及應用[M].北京:電子工業出版社,2007.8.
[8]王蔚庭.解析工業編程語言國際標準IEC61131-3[J].國內外機電一體化技術,2007(2):47-62.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
